S5 СО
11369863
Изобретение относится к металлургии и может быть использовано при непрерывном и полунепрерывном литье
дят в соприкосновение тогда, когда их общая толщина станет равной расстоянию между теплообменниками 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ РАЗНОГО УДЕЛЬНОГО ВЕСА В МНОГОСЛОЙНЫЕ ЗАГОТОВКИ | 1982 |
|
SU1089836A1 |
| Способ непрерывного литья слитка | 1975 |
|
SU532464A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1982 |
|
SU1112643A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2496603C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| Способ непрерывной и полунепрерывной разливки металлов | 1977 |
|
SU758632A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ РАЗЛИЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111081C1 |
| Способ непрерывной разливки стали | 1981 |
|
SU969434A1 |
| Способ непрерывной разливкиМЕТАллОВ | 1979 |
|
SU831292A1 |
Изобретение относится к металлургии. Цель изобретения - повышение качества разливаемого металла и стабильности процесса разливки. В жидкую фазу слитка в кристаллизатор или изложницу частично погружают два или более внутренних теплообменников, ; вращают относительно их продольных осей, формируют на них корки металла, которые вводят в соприкосновение между теплообменниками и разрушают в - трущихся поверхностных слоях. Взаимодействующие теплообменники вращают в одинаковом направлении или в противоположных направлениях с различными скоростями. 1 ил. (€
слитков, а также при разливке металлов ( В этом случае разрушают лишь те пои сплавов в изложницы для производст- ва крупных, в т.ч. кузнечных слитков.
Цель изобретения - повышение качества разливаемого металла и стабильности процесса разливки.
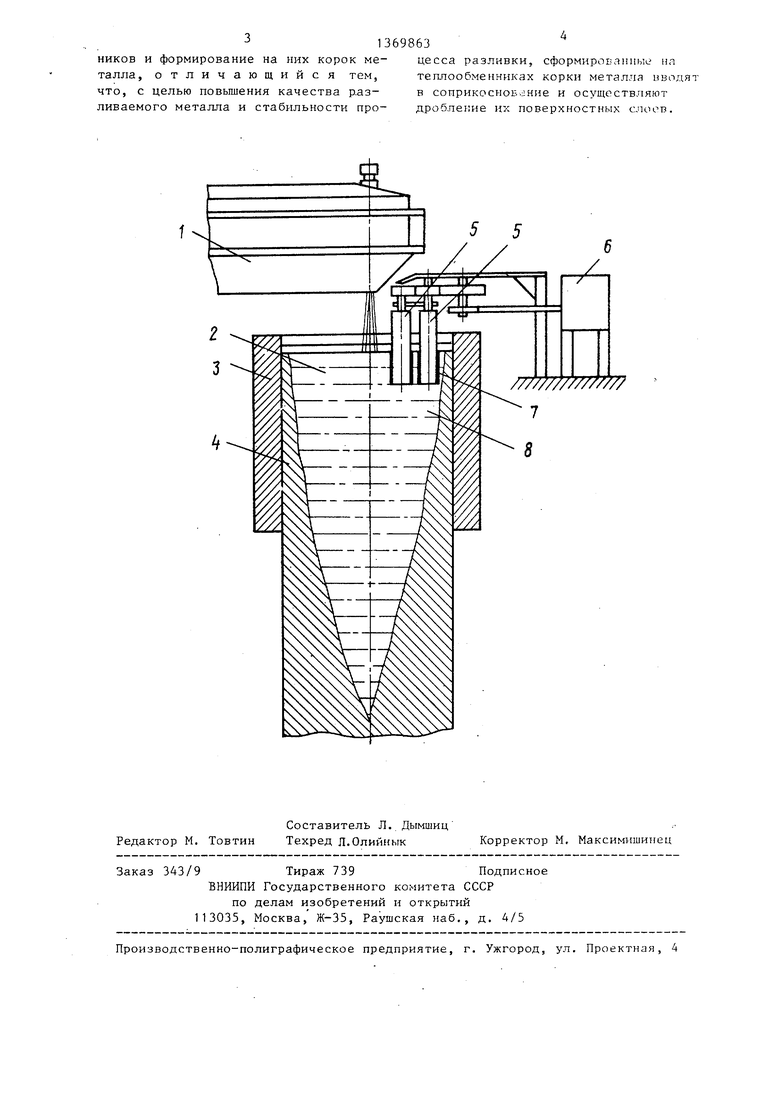
На чертеже изображено устройство для осуществления способа;
Из ковша 1 жидкий металл 2 поступает в кристаллизатор 3, в котором формируется оболочка непрерывного слитка 4. Неполностью затвердевший слиток непрерывно вытягивают из кристаллизатора 3.
В начальный период процесса литья под зеркало металла 2 в кристаллизаторе 3 частично погружают по крайней мере два внутренних теплообменника 5 цилиндрической формы, внутри которых циркулирует охладитель. Теплообменники 5 вращают относительно их продоль- 25 силы трения, действующие в соприка- ных осей при помощи привода 6. На по- поверхностных слоях корок верхностях теплообменников 5 формируют металлические корки 7, вращающиеся вместе с теплообменниками 5,
35
7, и облегчает их разрушение.
Достаточные для разрушения поверхностных слоев корок 7 силы трения В результате теплоотвода толщина ко-- 30 действуют при вращении теплообменни- рок 7 увеличивается до заданного ков 5 и в противоположных направле- значения, после чего корки 7 вводят в ниях, с разными линейными скоростя- соприкосновение и прижимают друг к другу в пространстве между теплообменниками 5. Вследствие того, что температура поверхностных слоев корок 7 близка к температуре кристаллизации разливаемого металла 2 и поверхностные кристаллы менее прочны, чем ог.лаж- денные до более низких температур внутренние слои корок 7, они легко поддаются разрушению с поверхности под действием приложенных нагрузок с образованием большого количества обломков кристаллов 8. Обломки крис- 45 из разливаемого металла, равномерного таллов 8 накапливаются в жидкой фазе распределения обломков кристаллов в 2 слитка и,вследствие разности плот- жидкой фазе слитка за счет конвектив- ностей твердой и жидкой фаз, опускаются на дно жидкой лунки слитка, выполняя роль дополнительных центров крис- gg повысить стабильность разливки за таллиза1у1и. Вращение теплообменников счет предотвращения вмораживания ко- 5 и возникаюгцие в связи с этим враще- рок, сформированных на внутренних те- нием конвективные потоки в жидком плообменниках в оболочку слитка, металле 2 способствуют равномерному
55
ми на поверхностях сформированных корок.
Использование изобретения позволит повысить качество разливаемого металла за счет возможности регулирования интенсивности охлаждения расплава путем увеличения или уменьшения 40 ны корок, сформированных на внутренних теплообменниках создания-большого количества центров кристаллизации в жидкой фазе слитка путем механического разрушения корок, сформированных
ных потоков, вызванных вращением внутренних теплообменников, а также
распределению по его объему обломков 8.
При неизменном в процессе разливки расстояния между теплообменниками 5 сформированные на них корки 7 ввоФормула
изобретения
Способ обработки металла при непрерывной разливке, включающий подачу металла в кристаллизатор, ввод под уровень металла вращаемых теплообменверхностные слои корок 7, которые намораживаются в течение одного оборота теплообменника 5, а толщина корок 7 практически не изменяется. Толщина
намораживаемого за один оборот и подвергаемого разрушению поверхностного слоя корок 7 зависит от скорости вращения, интенсивности охлаждения теплообменников 5 и температуры разливаемого металла 2.
Возможно изменение расстояния между теплообменниками 5 в процессе разливки, что позволяет регулировать интенсивность охлаждения разливаемого
металла 2 путем увеличения или уменьшения толщины корок 7.
Способ также предусматривает вращение теплообменников 5 в одинаковом направлении, что позволяет увеличить
Достаточные для разрушения поверхностных слоев корок 7 силы трения действуют при вращении теплообменни- ков 5 и в противоположных направле- ниях, с разными линейными скоростя- из разливаемого металла, равномерного распределения обломков кристаллов в жидкой фазе слитка за счет конвектив- повысить стабильность разливки за счет предотвращения вмораживания ко- рок, сформированных на внутренних те- плообменниках в оболочку слитка,
ми на поверхностях сформированных корок.
Использование изобретения позволит повысить качество разливаемого металла за счет возможности регулирования интенсивности охлаждения расплава путем увеличения или уменьшения ны корок, сформированных на внутренних теплообменниках создания-большого количества центров кристаллизации в жидкой фазе слитка путем механического разрушения корок, сформированных
Достаточные для разрушения поверх ностных слоев корок 7 силы трения действуют при вращении теплообменни- ков 5 и в противоположных направле- ниях, с разными линейными скоростя- из разливаемого металла, равномерног распределения обломков кристаллов в жидкой фазе слитка за счет конвектив повысить стабильность разливки за счет предотвращения вмораживания ко- рок, сформированных на внутренних те плообменниках в оболочку слитка,
ных потоков, вызванных вращением внутренних теплообменников, а также
Достаточные для разрушения поверхностных слоев корок 7 силы трения действуют при вращении теплообменни- ков 5 и в противоположных направле- ниях, с разными линейными скоростя- из разливаемого металла, равномерного распределения обломков кристаллов в жидкой фазе слитка за счет конвектив- повысить стабильность разливки за счет предотвращения вмораживания ко- рок, сформированных на внутренних те- плообменниках в оболочку слитка,
Формула
изобретения
Способ обработки металла при непрерывной разливке, включающий подачу металла в кристаллизатор, ввод под уровень металла вращаемых теплообмен- 1369863
НИКОВ и формирование на них корок ме- цесса разливки, сформированные на талла, отличающийся тем, тегшообменниках корки мета ала ичодят что, с целью повьшения качества раз- в соприкосноЕ-сние и осуществпяют ливаемого металла и стабильности про- дробление их поверхностных споев
5 5
/
//////////////// 1
| СПОСОБ И УСТРОЙСТВО ДЛЯ УКЛАДЫВАНИЯ РУЛОНОВ МЕТАЛЛА | 2011 |
|
RU2526340C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
