vy Г
00 00 СП
со
00
ел
gpw.J
Изобретение относится к обработк металлов давлением, в частности к ножницам для резки труб.
Целью изобретения является повышение качества реза на ножницах для резки труб.
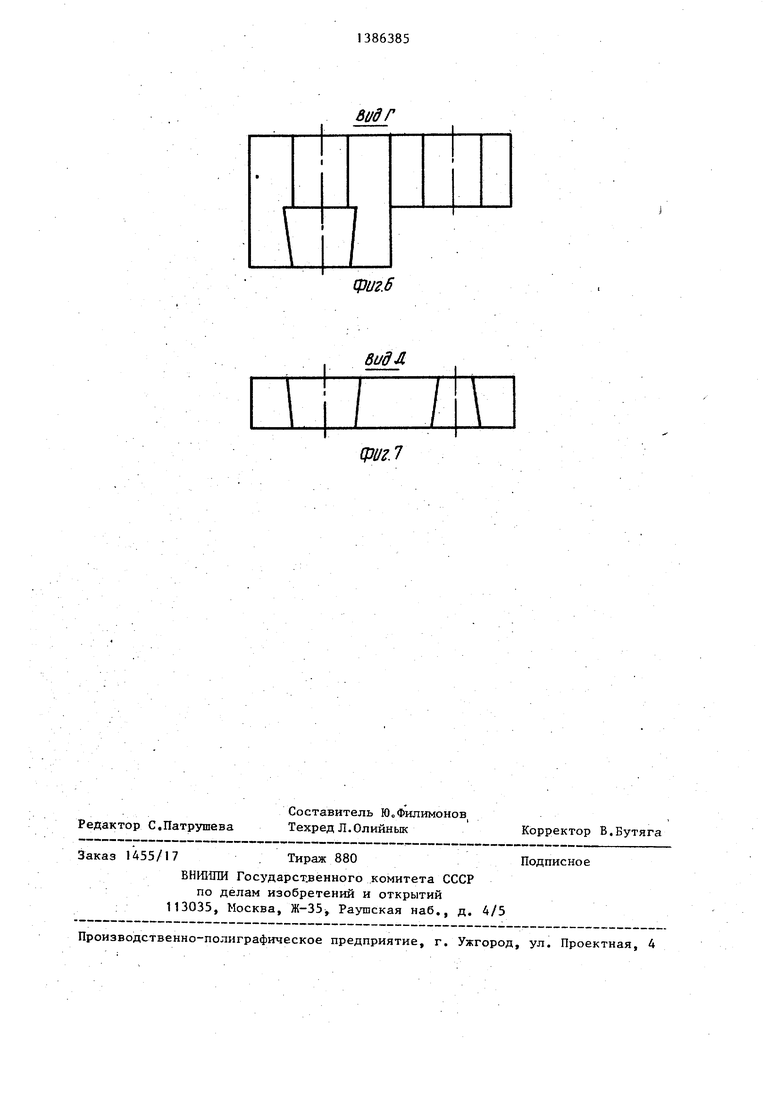
На фиг,1 изображена общая схема ножниц для резки труб; на фиг,2 - положение суппортов в момент- реза; на фиг,3 - вид А на фиг,1; на фиг.4 - вид Б на фиг,2; на фиг,5 - вид В на фиг,2; на фиг,6 - вид Г на фиг,3; на фиг,7 - вид Д на фиг,3.
Ножницы для резки труб содержат верхний 1 и нижний 2 суппорты с ножами 3 и 4, имеющие профилированные отрезные калибры, образующие разрезающий канал 5. Обращенные друг к другу поверхности обоих суппортов 1 и 2 вьшолнены ступенчатыми и сна:б жены формообразующим коническим калибром 6, расположенным в ответных ступенях суппортов 1 и 2. Со стороны подачи расположен пркжим 7, ас противоположной стороны - упор 8,
I
Ножницы для резки труб работают
следующим образом.
При сближении суппортов 1 и 2 трубная заготовка 9 обжимается в ко
ническом формообразующем калибре 6 на заданную величину пластической деформации. После этого суппорты
разводятся, заготовка кантуется на 90 и при повторном сближении суппортов приобретает требуемую степень деформации и конусность. Затем заготовка 9 передвигается в разрезающий канал 5 и при последующем сближении суппортов ножи 3 и 4 разрезают заготовку. Далее цикл повторяется,
Формула изобретения
(
Ножницы для резки труб, содержащие верхний и нижний суппорты с но- жам1 имеющими профилированные отрезные рабочие калибры ,отличающи- е с я тем, что, с целью повьшения качества реза, каждьй из суцпортов снабжен формообразующим коническим калибром, ось которого расположена параллельно оси отрезного калибра, при этом обращенные друг к другу по- верхности обоих суппортов вьшолнены ступенчатыми с возможностью взаимного перекрытия, а упомянутый формооб- разующий калибр расположен в ответных ступенях суппортов.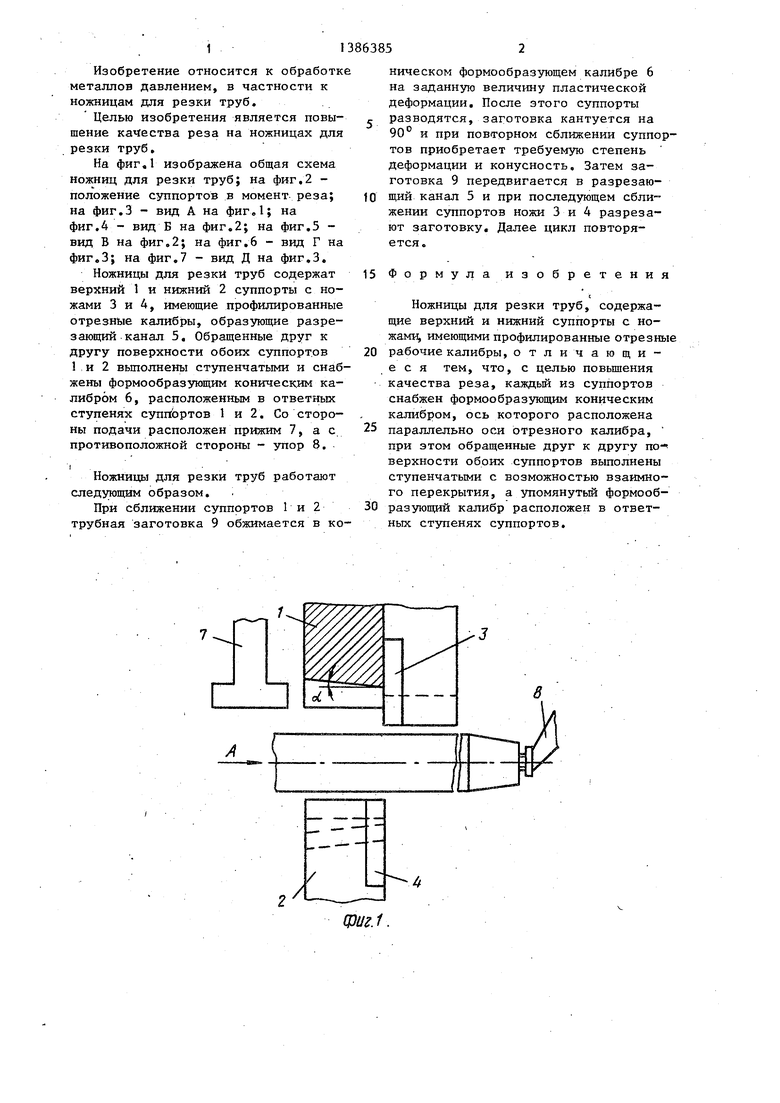
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечной резки трубных заготовок | 1986 |
|
SU1362571A1 |
| Блок ножей для резки проката | 1989 |
|
SU1690974A1 |
| СПОСОБ РЕЗКИ ТРУБ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2513560C2 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1997 |
|
RU2118235C1 |
| СПОСОБ РЕЗКИ ТРУБ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2513668C2 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ФАСОННЫХ ПРОФИЛЕЙ | 1967 |
|
SU203434A1 |
| Устройство для обработки и отрезки труб | 1976 |
|
SU597154A1 |
| СПОСОБ РЕЗКИ ПРОКАТНЫХ ЗАГОТОВОК | 2011 |
|
RU2470747C1 |

Изобретение относится к обработке .металлов давлением, в частности к ножницам для резки труб. Цель - повышение качества реза на ножницах для резки труб. Ножницы содержат суппорты 1 и 2 с ножами 3 и 4. Ножи имеют профилированные отрезные калибры, образующие разрезающий канал 5. Суппорты выполнены ступенчатыми и снабжены формообразующим коническим калибром 6, расположеным в ответных ступенях суппортов 1 и 2. При сближении суппортов трубная заготовка обжимается в формообразующем калибре на заданную величину пластической деформации. Затем суппорты разводятся, а заготовка кантуется на 90° , При повторном сближении суппортов заготовка обжимается в другой плоскости и приобретает требуемую степень деформации и конусность. Затем заготовка 9 передвигается в разрезающий канал 5 и при последующем сближении суппортов ножи 3 и 4 разрезают заготовку. 7 шт. (/)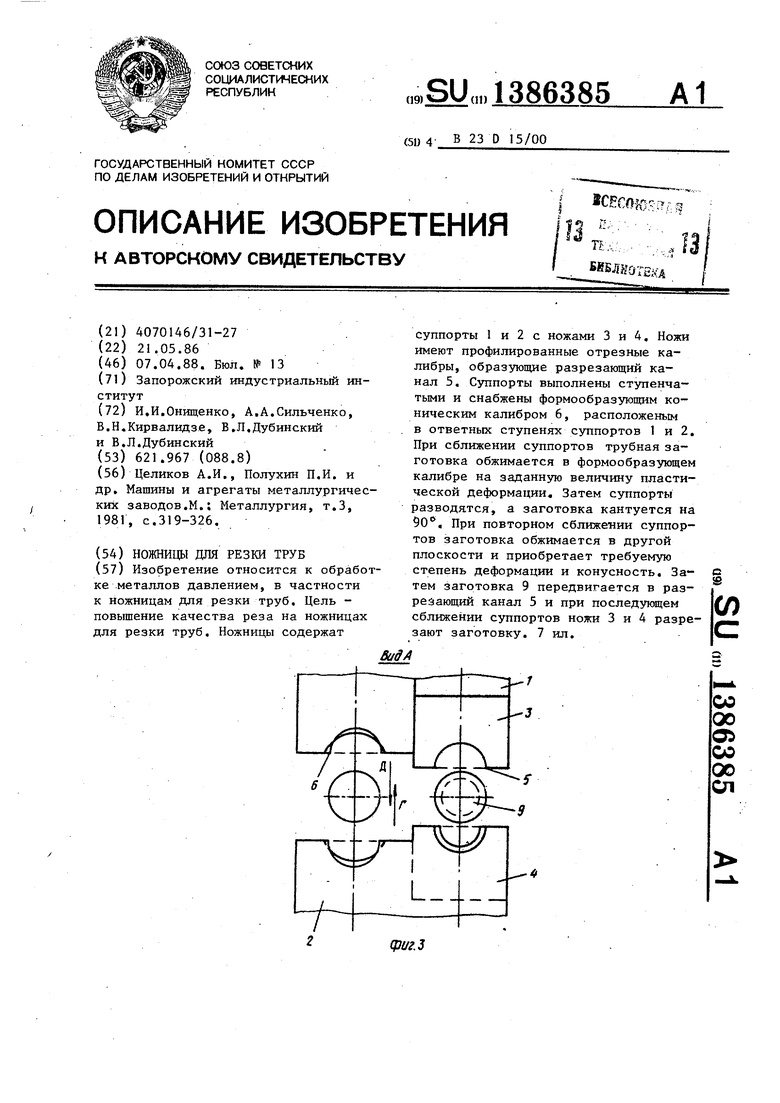
фиг. f.
ipu.z
.и
фиг.5
Фиг.б
ВидЛ
(риг. 7
| Целиков А.И., Полухин П.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов.М.: Металлургия, т.З, 1981, с.319-326. |
