Изобретение относится к электроннолучевой сварке и может быть использовано в различных отраслях промышленности
Цель изобретения - повышение качества сварных соединений деталей изделий различных поперечных сечений путем устранения непроваров
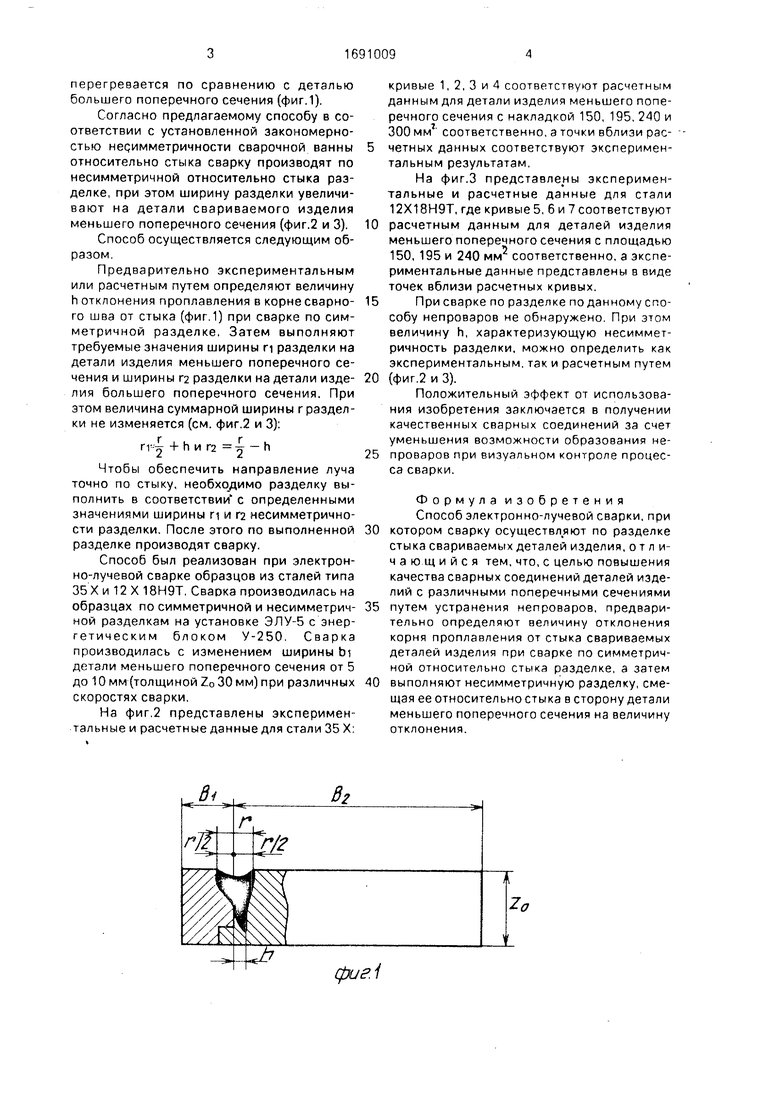
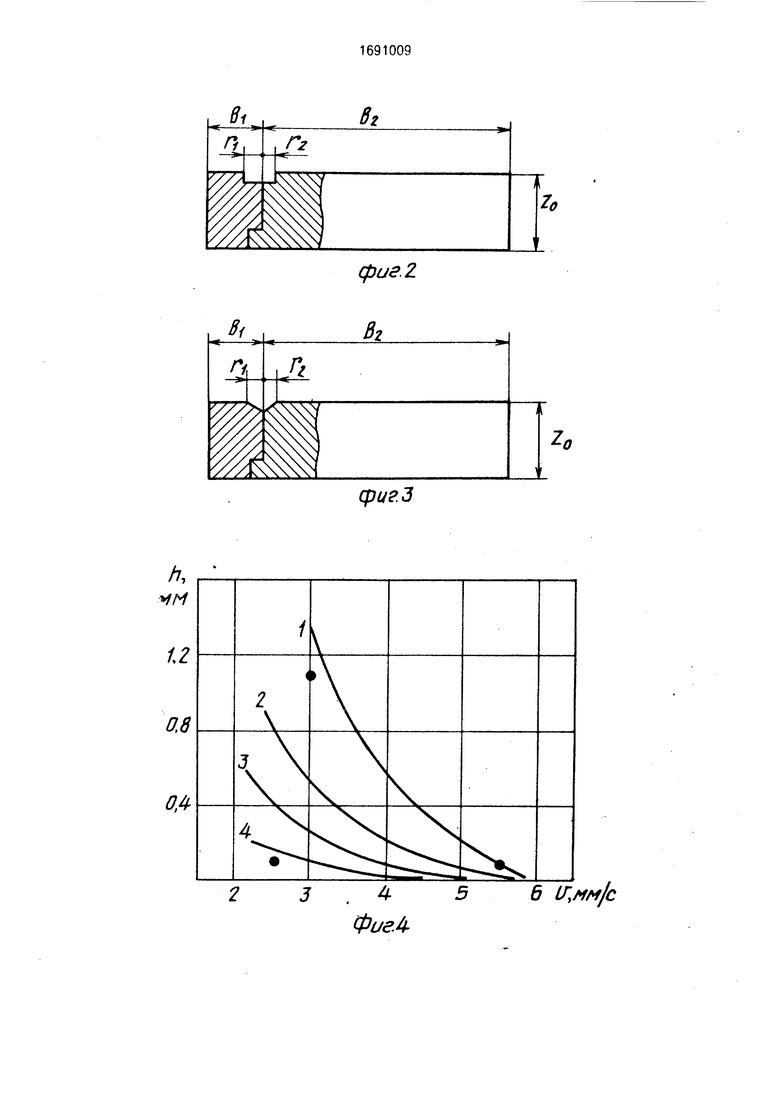
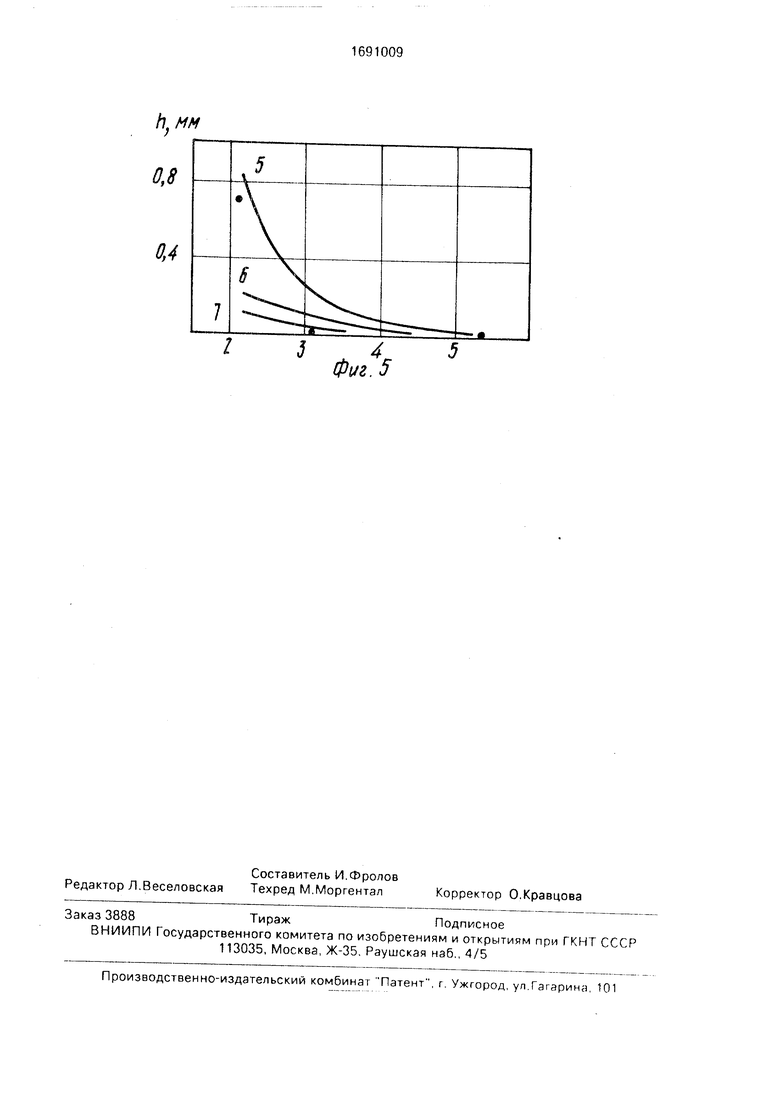
На фиг 1 показана форма проплавления по симметричной разделке стыка, на фиг 2 и 3 - эскизы разделок стыка свариваемых деталей различных поперечных сечений, на фиг.4 и 5 - зависимости влияния скорости сварки и площади поперечного сечения свариваемых деталей изделия на величину отклонения корня проплавления от стыка для сталей 35 X и 12 X Н9 Т соответственно
При сварке несимметричных относительно стыка деталей изделия различных поперечных сечений наблюдаются непрова- ры, связанные со смешением корневой части шва от стыка При электронно-лучевой сваоке с глубоким проплаалечием в поперечном сечени-и шва имеется характерное уширение верхней части Обычно ширина разделки соответствует этой уширенной части шва. Если поперечное сечение одной из свариваемых деталей сопоставимо с поперечным сечением сварного шва, то в корне шва наблюдается отклонение проплавления от стыка Величина этого отклонения может достигать 1,5-2,0 мм Это отклонение тем больше, чем больше разность площадей поперечных сечений свариваемых деталей изделия и чем меньше скорость сварки. Происходит это потому, что сварочная ванна становится несимметричной относительно стыка. Большая часть сварочной ванны смещается в сторону большего поперечного сечения При сварке оператор удерживает сварочную ванну в разделке отклоняя луч от стыка, что вызывает появление непроваров Несимметричность сварочной ванны относительно стыка связана с тем что деталь меньшего поперечного сечения за счет отражения теплового потока от ее границы
О sO
О
о о
перегревается по сравнению с деталью большего поперечного сечения (фиг.1).
Согласно предлагаемому способу в соответствии с установленной закономерностью несимметричности сварочной ванны относительно стыка сварку производят по несимметричной относительно стыка разделке, при этом ширину разделки увеличивают на детали свариваемого изделия меньшего поперечного сечения (фиг.2 и 3).
Способ осуществляется следующим образом.
Предварительно экспериментальным или расчетным путем определяют величину h отклонения проплавления в корне сварного шва от стыка (фиг.1) при сварке по симметричной разделке. Затем выполняют требуемые значения ширины п разделки на детали изделия меньшего поперечного сечения и ширины Г2 разделки на детали изделия большего поперечного сечения. При этом величина суммарной ширины г разделки не изменяется (см. фиг.2 и 3):
+
Чтобы обеспечить направление луча точно по стыку, необходимо разделку выполнить в соответствии с определенными значениями ширины п и п несимметричности разделки. После этого по выполненной разделке производят сварку.
Способ был реализован при электронно-лучевой сварке образцов из сталей типа 35 X и 12 X 18Н9Т. Сварка производилась на образцах по симметричной и несимметричной разделкам на установке ЭЛУ-5 с энергетическим блоком У-250. Сварка производилась с изменением ширины bi детали меньшего поперечного сечения от 5 до 10 мм (толщиной Z0 30 мм) при различных скоростях сварки,
На фиг.2 представлены экспериментальные и расчетные данные для стали 35 X:
кривые 1, 2, 3 и 4 соответствуют расчетным данным для детали изделия меньшего поперечного сечения с накладкой 150, 195, 240 и 300 ммг соответственно, а точки вблизи расчетных данных соответствуют экспериментальным результатам.
На фиг.З представлены экспериментальные и расчетные данные для стали 12Х18Н9Т, где кривые 5, 6 и 7 соответствуют
расчетным данным для деталей изделия меньшего поперечного сечения с площадью 150, 195 и 240 мм5 соответственно, а экспериментальные данные представлены в виде точек вблизи расчетных кривых.
При сварке по разделке поданному способу непроваров не обнаружено. При этом величину h, характеризующую несимметричность разделки, можно определить как экспериментальным, так и расчетным путем
(фиг.2 и 3).
Положительный эффект от использования изобретения заключается в получении качественных сварных соединений за счет уменьшения возможности образования непроваров при визуальном контроле процесса сварки.
Формула изобретения Способ электронно-лучевой сварки, при
котором сварку осуществляют по разделке стыка свариваемых деталей изделия, отличающийся тем, что, с целью повышения качества сварных соединений деталей изделий с различными поперечными сечениями
5 путем устранения непроваров, предварительно определяют величину отклонения корня проплавления от стыка свариваемых деталей изделия при сварке по симметричной относительно стыка разделке, а затем
0 выполняют несимметричную разделку, смещая ее относительно стыка в сторону детали меньшего поперечного сечения на величину отклонения.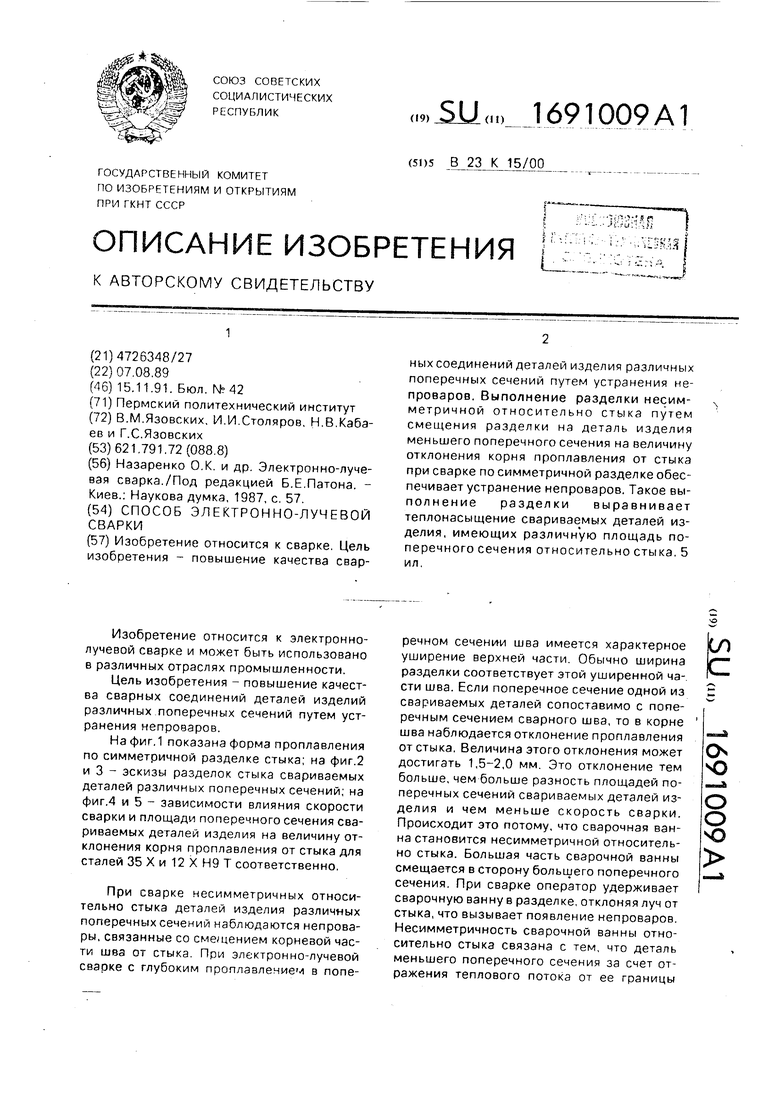
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки | 1990 |
|
SU1808577A1 |
| Способ сварки плавлением | 1990 |
|
SU1722746A1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЫКОВОГО ЗАМКОВОГО СОЕДИНЕНИЯ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2510316C1 |
Изобретение относится к сварке Цель изобретения - повышение качества сварных соединений деталей изделия различных поперечных сечений путем устранения не- проваров. Выполнение разделки несимметричной относительно стыка путем смещения разделки на деталь изделия меньшего поперечного сечения на величину отклонения корня проплавления от стыка при сварке по симметричной разделке обеспечивает устранение непроваров. Такое выполнение разделки выравнивает теплонасыщение свариваемых деталей изделия, имеющих различную площадь поперечного сечения относительно стыка 5 ил
6г
фие.1
20
фие.2.
Bz
фигЗ
0,4
| Назаренко О К и др Электронно-лучевая сварка /Под редакцией Б Е Патона - Киев. | |||
| Наукова думка, 1987, с 57 |
