СПОСОБ ПОЛУЧЕНИЯ СТЫКОВОГО ЗАМКОВОГО СОЕДИНЕНИЯ
РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ
Изобретение относится к области сварки, в частности к электронно-лучевой сварке в вакууме разнотолщинных деталей, содержащих массивный элемент и состыкованную с ним деталь меньшей толщины (например, крышку), и может найти применение в различных отраслях промышленности.
Известна конструкция углового одностороннего сварного соединения без скоса кромок с полным проплавлением (Электронно-лучевая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. ОСТ 26-260.453-92, УЗ), применяемая при электронно-лучевой сварке разнотолщинных деталей. Использование этой конструкции обеспечивает полное проплавление на всю толщину стыка свариваемых деталей, а также отсутствие технологического непровара.
Однако существенным недостатком такой конструкции становится, во-первых, резкое увеличение грата, когда капли избыточного расплавленного металла под действием давления вытесняются из зоны сварки. Из-за особенностей конструкции сварного соединения устранить подобный дефект не представляется возможным. Во-вторых, появление ослабления шва, что снижает прочность сварного соединения. В-третьих, отсутствие опоры для крышки, в связи с чем возникает необходимость использовать дополнительные элементы крепления для удержания крышки, что существенно усложняет процесс сварки.
Наиболее близким по технической сущности является стыковое одностороннее замковое соединение, находящее применение при электронно-лучевой сварке разнотолщинных деталей (ОСТ 26-260.453-92, C5). Подобная конструкция обеспечивает отсутствие грата, к тому же, основание замка, выполненное на торце свариваемой кромки массивного элемента, является опорой для крышки и позволяет точно состыковать свариваемые элементы.
Недостатком такой конструкции является наличие технологического непровара между крышкой и основанием замка. Технологические непровары создают концентрацию напряжений, вызывая снижение выносливости и прочности сварных соединений, а также могут стать причиной появления щелевой коррозии в корне шва.
Технической задачей изобретения является обеспечение полного проплавления на всю толщину свариваемого стыка без технологического непровара, уменьшения грата в корне шва и исключение появления ослабления в вершине шва.
Технический результат заключается в повышении качества сварного соединения.
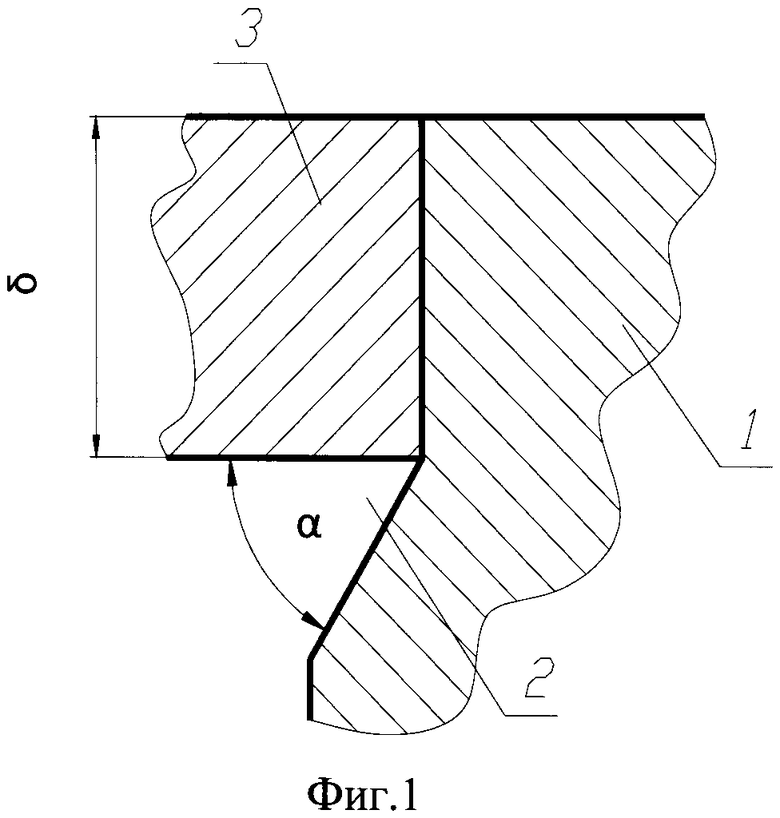
Решение технической задачи достигается за счет того, что в известном стыковом замковом соединении разнотолщинных деталей, содержащем массивный элемент, на торце свариваемой кромки которого выполнено основание замка, и состыкованную с ним деталь меньшей толщины, по сравнению с прототипом основание замка выполнено с прямолинейным скосом под углом α, выбирающимся из диапазона 45°≤α≤60°.
Кроме того, скос в основании замка может быть выполнен прямолинейным.
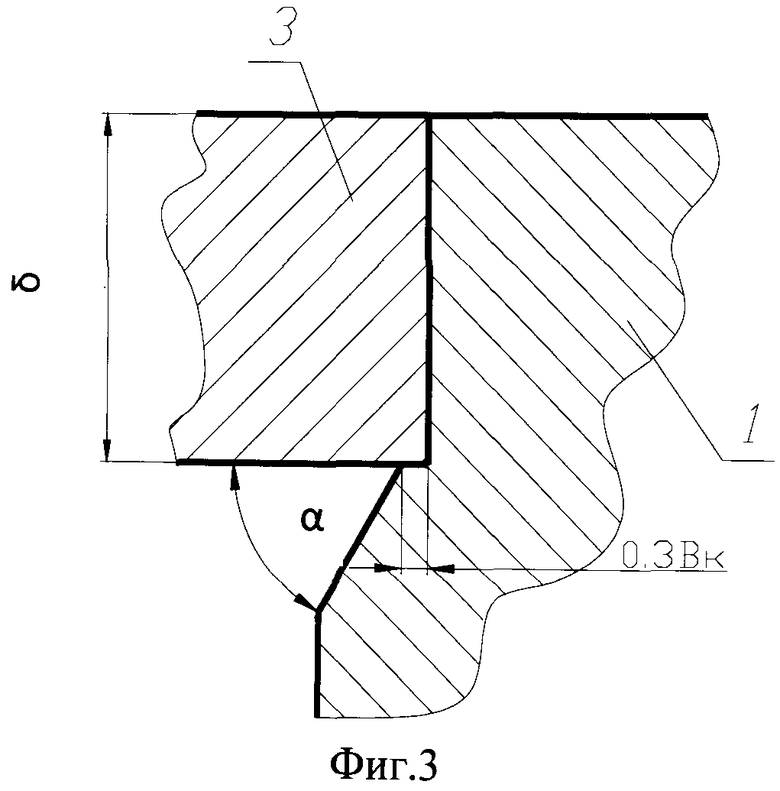
Дополнительно скос в основании замка может быть выполнен ломаным с образованием полочки, ширина которой составляет менее 0,3 ширины Вк шва в корне.
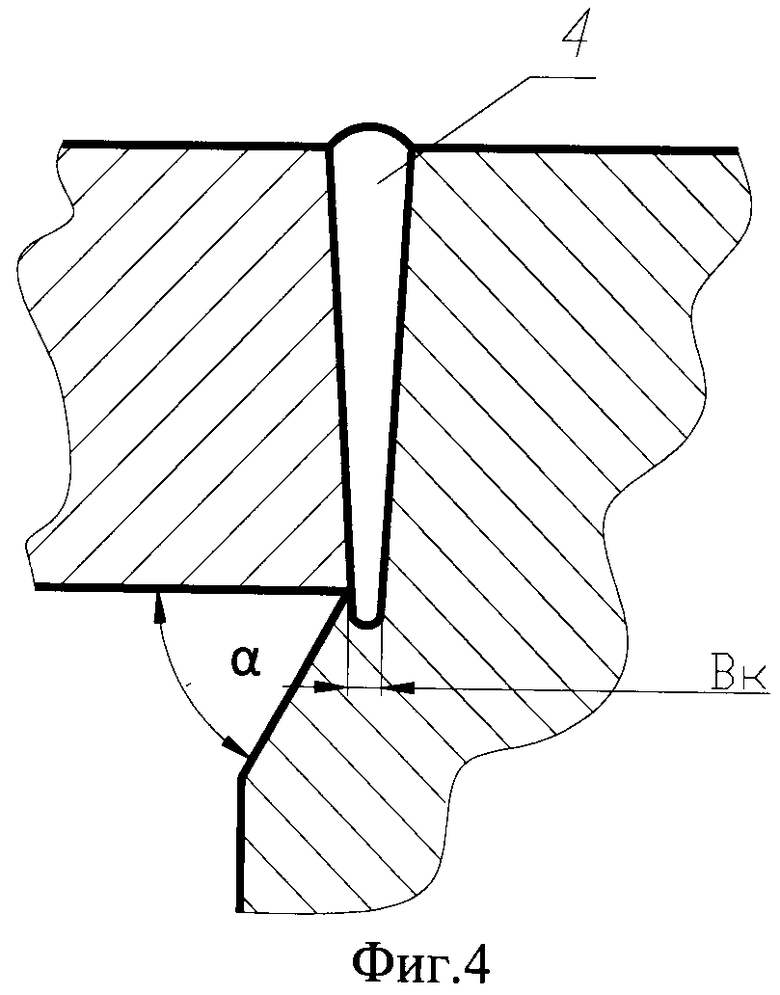
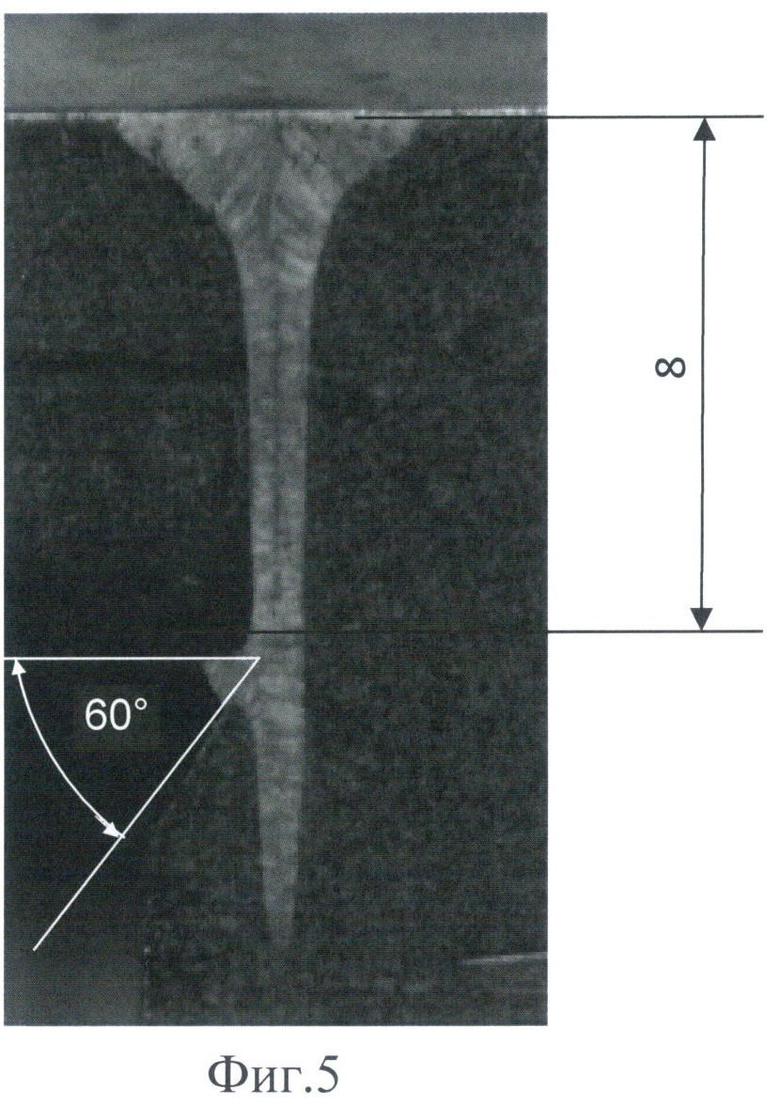
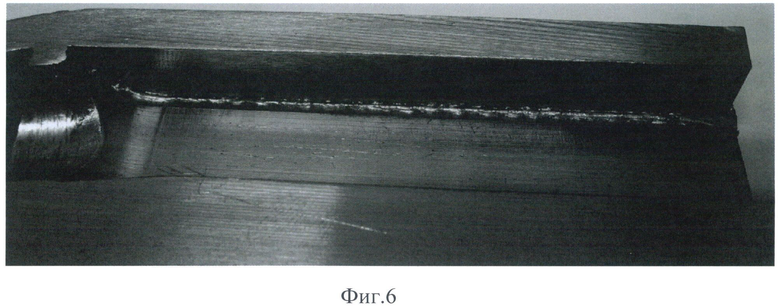
Сущность изобретения поясняется чертежами, где на фиг.1 показана форма поперечного сечения подготовленных кромок конструкции предлагаемого стыкового замкового соединения при скосе основания замка под углом α; на фиг.2 - форма поперечного сечения выполненного сварного шва для вышеуказанной конструкции; на фиг.3 - форма поперечного сечения подготовленных кромок конструкции стыкового замкового соединения с ломаным скосом основания замка; на фиг.4 - форма поперечного сечения выполненного сварного шва для вышеуказанной конструкции. На фиг.5 представлен макрошлиф сварного соединения; на фиг.6 - вид со стороны корня шва сварного соединения, выполненного с применением предложенной формой разделки кромок.
Стыковое замковое соединение содержит массивный элемент 1, на торце свариваемой кромки которого выполнено основание замка 2, состыкованную с ним деталь 3 (крышку) толщиной δ и сварной шов 4.
Сварка с использованием скоса основания замка 2 (фиг.1 и фиг.2) позволяет позиционировать крышку без применения специальных технологических приспособлений для ее крепления, одновременно достигается высокое качество сварного шва за счет отсутствия технологического непровара, снижения величины ослабления на поверхности шва и уменьшения количества грата по сравнению со сваркой без использования скоса основания замка 2 на торце свариваемой кромки массивного элемента 1. При сварке с частичным (ломаным) скосом основания замка 2 (фиг.3 и фиг.4) длина полочки 5 составляет менее 0,3 ширины Вк шва в корне. Помимо отсутствия технологического непровара достигается минимальное количество грата или его полное отсутствие.
В ходе исследований, проводившихся на кафедре Технологии металлов ФГБОУ ВПО «НИУ «МЭИ», проводили сварку разнотолщинных сварных стыков с толщиной крышки δ=8 мм и 5 мм с различными видами разделки кромок: замковое соединение C5 по ОСТ 26-260.453-92, УЗ по ОСТ 26-260.453-92, а также при скосе основания замка под углами 30°, 45° и 60°. Материал деталей - сталь AISI 316 L (N). Сварка осуществлялась на электронно-лучевой установке ЭЛА 60/60. Скорость сварки - 100 м/ч, ускоряющее напряжение - 60 кВ. Ток пучка - 100 мА и 75 мА при сварке толщин 8 мм и 5 мм соответственно. По результатам экспериментов было установлено, что наиболее приемлемым является сварка при скосе основания замка под углом α, выбирающимся из диапазона 45°≤α≤60°. Уменьшение угла может приводить к появлению технологического непровара за счет несплавления между основанием замка и крышкой. Выбор именно таких углов обусловлен также возможностью использования в этом случае стандартных фасонных фрез, не требующих перетачивания и позволяющих осуществлять разделку кромок за один проход, что существенно упрощает и убыстряет данную операцию. При выполнении ломаного скоса основания замка длина полочки составляет менее 0,3 ширины Вк шва в корне; ширина шва в корне зависит от режимов сварки и определяется экспериментально. Увеличение длины полочки может приводить к появлению технологического непровара.
Использование изобретения позволяет повысить качество сварного соединения путем обеспечения полного проплавления на всю толщину свариваемого стыка без технологического непровара, одновременно позволяя минимизировать количество грата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2534183C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
Изобретение относится к области сварки, в частности к электронно-лучевой сварке в вакууме разнотолщинных деталей. Стыковое замковое соединение осуществляется между деталью с большей толщиной, на торце свариваемой кромки которой выполняют основание замка, и деталью с меньшей толщиной, которая пристыковывается к ней. При этом основание замка выполняют со скосом под углом 45°≤α≤60°, а сварку осуществляют с проплавлением стыка на всю толщину. Основание замка может быть выполнено с прямолинейным или ломаным скосом. Способ позволяет получить высокое качество сварного соединения за счет отсутствия технологического непровара, снижения величины ослабления на поверхности шва и уменьшения количества грата или его полного отсутствия. 2 з.п. ф-лы, 6 ил.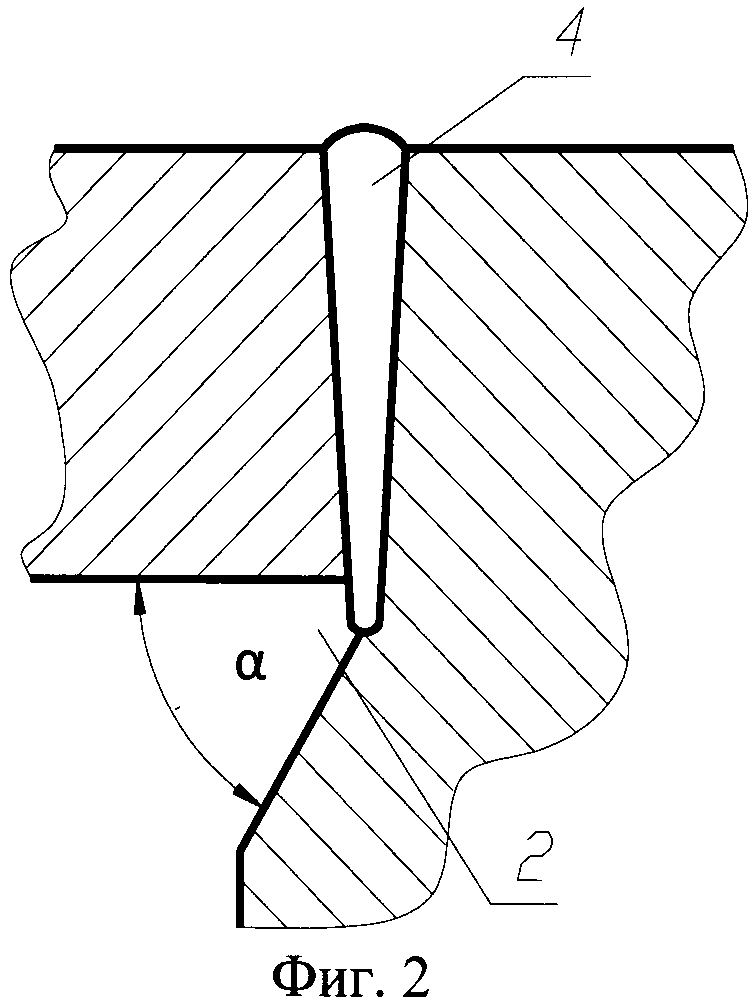
1. Способ получения стыкового замкового соединения разнотолщинных деталей, включающий разделку кромок деталей под сварку замкового соединения с выполнением основания замка на торце свариваемой кромки детали большей толщины, стыковку с ней детали с меньшей толщиной и сварку с помощью электронно-лучевой установки, отличающийся тем, что основание замка выполняют со скосом под углом 45°≤α≤60° , а сварку осуществляют с проплавлением стыка на всю толщину.
2. Способ по п.1, отличающийся тем, что скос в основании замка выполняют прямолинейным.
3. Способ по п.1, отличающийся тем, что скос в основании замка выполняют ломаным с образованием полочки шириной менее 0,3 ширины шва в корне.
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Электронно-лучевая сварка | |||
| Соединения сварные, от 26.11.1992 | |||
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1987 |
|
RU1665615C |
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2240211C1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБОПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С СОСУДОМ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2450197C1 |
| US 5591360 A, 07.01.1997 | |||
| US 4827100 A, 02.05.1989 | |||
| US 5393956 A, 28.02.1995. | |||

