Изобретение относится к электроннолучевой сварке и может быть использовано при сварке изделий из различных материалов в машиностроении и других отраслях промышленности.
Целью изобретения является повышение производительности труда и упрощение технологического процесса электронно-лучевой св арки за счет устранения дополнительных операций.
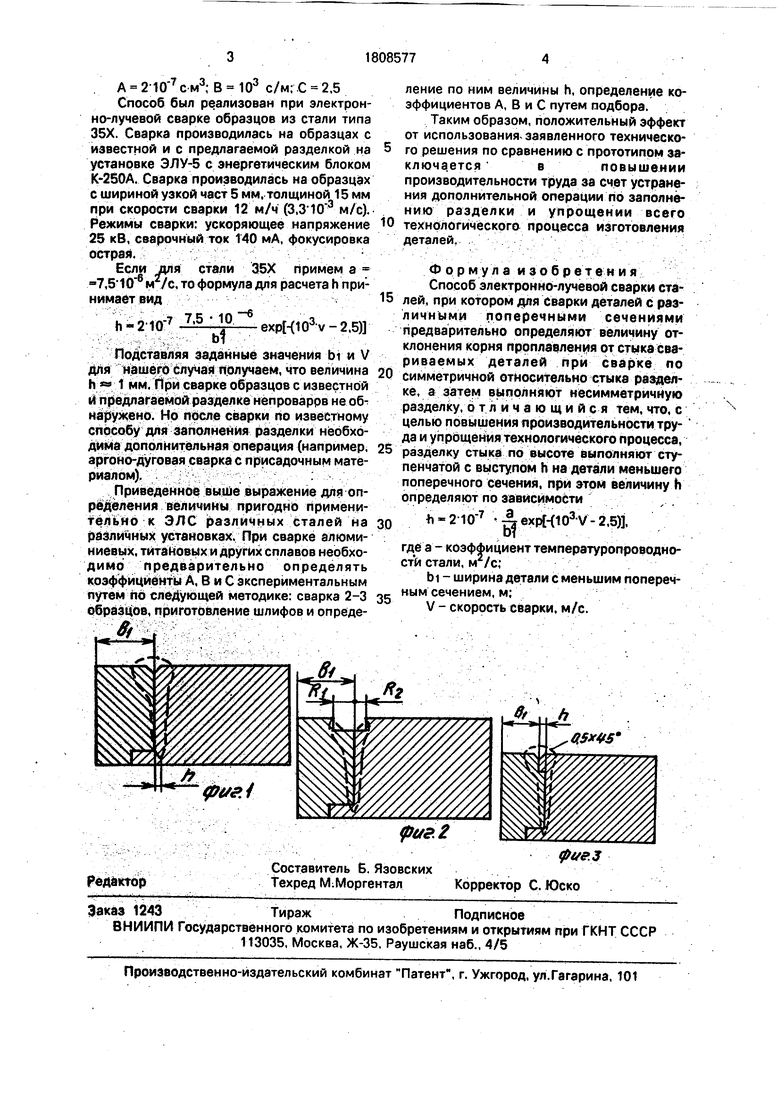
На фиг.1 приведена симметричная разделка, на фиг.2 - известная разделка; на фиг.З - предлагаемая разделка (пунктиром показаны зоны проплавления).
Способ осуществляют следующим образом.
Предварительно экспериментальным или расчетным путем определяют величину отклонения проплавления в корне шва от стыка h (фиг.1) при сварке по симметричной разделке. После этого конструируют предлагаемую разделку, представленную на фиг.З, где bi - ширина узкой детали; RI - ширина разделки на узкой детали, R2 - ширина разделки на широкой детали; h - величина выступа на узкой детали при предлагаемой разделке, которая равна отклонению проплавления в корне шва от стыка при сварке по симметричной разделке.
Далее изготавливают детали с предлагаемой разделкой и производят сварку.
Для определения величины h получено выражение
h A-AeXpHBV C).
где А, В, С - коэффициенты, зависящие от пространственно-энергетических характеристик луча, геометрии свариваемых деталей, физико-химических характеристик свариваемых металлов и др., определяемые экспериментальным путем; а - коэффициент температуропроводности, м2/с; bi -ширина узкой пластины, м; f - скорость сварки, м/с.
Так, применительно к электронно-лучевой сварке различйых сталей с энергетическим блоком У-250А, коэффициенты имеют следующие значения:
2-Ю 7с-м3; В
А м°; В 103 с/м; С 2,5 Способ был реализован при электронно-лучевой сварке образцов из стали типа 35Х. Сварка производилась на образцах с известной и с предлагаемой разделкой на установке ЭЛУ-5 с энергетическим блоком К-250А. Сварка производилась на образцах с шириной узкой част 5 мм. толщиной 15 мм при скорости сварки 12 м/ч (3, м/с). Режимы сварки: ускоряющее напряжение 25 кВ, сварочный ток 140 мА, фокусировка острая.; .; : : -.-; : . .- Если .для стали 35Х примем а 7, /с, то формула для расчета h при- нимаетвид
h-210
t-7 7.5 -.10.
Ь1
(103-у-2.5)
Подставляя заданные значения bi и V для нашего случая получаем, что величина h 1 мм. При сварке образцов с известной и предлагаемой разделке непроваррв не обнаружено. Но после сварки по известному способу для заполнения разделки необходима дополнительная операция (например, аргоно-дуговая сварка с присадочным материалом). j M v V 1 : v ; . .-
Приведенное выше выражение для определения величины пригодно применительно к ЭЛС различных сталей на различных установках. При сварке алюминиевых, титановых и других сплавов необходимо предварительно определять коэффициенты А, В и С экспериментальным путем по следующей методике: сварка 2-3 Образцов, приготовление шлифов и опредеШ
5
0
S
ление по ним величины h, определение коэффициентов А, В и С путем подбора.
Таким образом, положительный эффект от использования, заявленного технического решения по сравнению с прототипом за- ключаетсяв повышении производительности труда за счет устранения дополнительной операции по заполнению разделки и упрощении всего технологического процесса изготовления деталей, ...
Фор м у л а и зо б р е т е н и я Способ электронно-лучевой сварки сталей, при котором для сварки деталей с раз- личными поперечными сечениями предварительно определяют величину отклонения корня проплзвления от стыка свариваемых деталей при сварке по симметричной относительно стыка разделке, а затем выполняют несимметричную разделку, о тличающи и с я тем, что, с целью повышения производительности труда и упрощения технологического процесса, разделку стыка по высоте выполняют ступенчатой с выступом h на детали меньшего поперечного сечения, при этом величину h определяют по зависимости
h-2 Ю
,-
bf
,з.,
expJKlO- -V - 2,5),
где а - коэффициент температуропроводности стали, м2/с;
bi - ширина детали с меньшим поперечным сечением, м;
V - скорость сварки, м/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки | 1989 |
|
SU1691009A1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| Способ лучевой сварки | 1990 |
|
SU1815080A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЫКОВОГО ЗАМКОВОГО СОЕДИНЕНИЯ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2510316C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| Способ регулирования глубины проплавления при автоматической сварке | 2017 |
|
RU2676935C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ электронно-лучевой сварки | 1991 |
|
SU1779511A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2014 |
|
RU2570270C2 |
Сущность изобретения: при сварке деталей с различными поперечными сечениями предварительно определяют величину отклонения корня проплавления от стыка при сварке по симметричной относительно стыка разделке, затем выполняют несимметричную разделку ступенчатой по высоте с выступом h на детали меньшего поперечного сечения, при этом величину h определяют п.о зависимости: h 2ЧО 7а/ьЛхр -(103л/-2,5), гдеа- коэффициент температуропроводности, м/с; v - скорость сварки, м/с; bi - ширина детали с меньшим поперечным сечением, м. 3 ил.
| Электронно-лучевая сварка, под ред.Б.Е.Патона, К.: Наукова Думка, 1987, с.57 | |||
| Способ электронно-лучевой сварки | 1989 |
|
SU1691009A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
