Изобретение относится к области металлообработки, а именно к способам и устройствам для лазерного раскроя металлических листовых материалов, и может быть использовано в атомной технике, а также в других отраслях промышленности.
При проведении лазерного раскроя листового материала, металл которого при нагреве интенсивно взаимодействует с кислородом воздуха, происходит снижение его возможностей противостояния коррозионным процессам. Эти коррозионные процессы проходят как во время самого раскроя, так и при дальнейшей эксплуатации изделий, полученных из раскроенного листового материала.
Известен способ лазерной обработки (перфорации) деталей, включающий направление на деталь сфокусированного лазерного луча с одновременной подачей в зону раскроя защитного инертного газа через сопло, расположенное под углом к обратной поверхности детали (SU 1515551, опубликовано 20.07.06). Защитный газ предназначен для удаления технологических отходов и не обеспечивает защиту металла от взаимодействия с кислородом.
Известен также способ для лазерной резки металлических материалов (см. JP 2000202678 А, опуб. 25.07.2000), включающий направление на материал сфокусированного лазерного луча с одновременной подачей в зону резки вспомогательного газа кислорода и с подачей через кольцевое сопло экранирующего инертного газа для обеспечения чистоты кислорода кислородом воздуха.
В известном газе также не обеспечена защита металла от кислорода воздуха, поскольку кислород используется в качестве вспомогательного газа.
Наиболее близким к предложенному является способ лазерной обработки материалов, заключающийся в направлении на материал сфокусированного лазерного луча и одновременной подаче в зону раскроя защитного газа, через трубчатое зеркало, соосное продольной оси лазерного луча (см. JP 2020682 А, опуб. 24.01.1990).
Известный способ предназначен преимущественно для обработки поверхности различных материалов, в том числе вырезание материала на поверхности, но не раскроя листового металлического материала. Поэтому не решается проблема коррозионной стойкости металла.
Задачей заявленного изобретения является создание способа для лазерного раскроя листового металлического материала, который исключает снижение коррозионной стойкости металла из-за его взаимодействия с кислородом.
Технический результат изобретения заключается в обеспечении защиты металла от воздействия кислорода и исключении снижения коррозионной стойкости металла при осуществлении лазерного раскроя металлического листового материала без использования вспомогательных режущих газов.
Указанный технический результат достигается в способе лазерного раскроя металлического листового материала, заключающемся в направлении на материал сфокусированного лазерного луча и одновременной подаче в зону раскроя защитного инертного газа через сопло, соосное продольной оси лазерного луча, давление на выходе из сопла поддерживают не менее 3,5·10-5 МПа, при этом используют лазерный луч с длиной волны излучения 1,06-1,07 мкм.
В качестве инертного газа используют предпочтительно аргон.
Для сокращения подготовительных операций при раскрое листовых материалов применено совмещение оси лазерного луча и оси сопла подачи инертного газа. Инертный газ подводят к соплу через патрубок, соединенный с камерой для инертного газа, на выходе которой установлено упомянутое сопло. Указанные приемы в сочетании обеспечивают не только обволакивающую защиту металла инертным газом при выполнении высокотемпературной операции раскроя, но и также позволяют быстро охладить разделенные части листового материала, что практически исключает снижение возможности металлического материала противостоять коррозионным процессам как во время проведения самого раскроя, так и при дальнейшей эксплуатации изделий, полученных с использованием лазерного раскроя. Давление газа на выходе из сопла поддерживается на уровне не ниже 3,5×10-5 МПа. При этом используется лазерное излучение с длиной волны 1,06-1,07 мкм. Это способствует снижению склонности материала к коррозионным процессам.
На фиг.1 схематично показано устройство для реализации предложенного способа лазерного раскроя. Устройство включает блок 1 лазерного излучения, средство 2 фокусировки лазерного луча, расположенное на входе в камеру 3 для инертного газа. На выходе камеры 3 установлено сопло 4, предпочтительно конической формы, для подачи инертного газа в зону 5 раскроя. Камера 3 также снабжена патрубком 6 для подвода в нее инертного газа. При этом ось лазерного луча 8, формируемого средством 2, и продольная ось сопла 4 совмещены друг с другом.
Способ осуществляется следующим образом.
В блоке 1 формируется лазерный луч 8, который фокусируется средством 2 и направляется через камеру 3 на обрабатываемый листовой металлический материал 7 в зону раскроя 5. Через патрубок 6 в камеру 3 вводят инертный газ (например, аргон), который через сопло 4 также подается в зону раскроя 5, охлаждая и обволакивая разделенные части листового материала, сдувая при этом продукты окисления и образующийся грат. Давление газа на выходе из сопла поддерживают на уровне не ниже 3,5×10-5 МПа. Кроме того, для полного исключения возникновения склонности материала к последующему развитию коррозионных процессов во время эксплуатации изделий, полученных из раскроенных заготовок, длина волны лазерного излучения выдерживается в пределах 1,06-1,07 мкм. При этом в процессе раскроя блок 1 перемещается в плоскости, параллельной плоскости расположения листового материала по заданной программе раскроя.
Пример 1
Производили раскрой листового материала из сплава циркония толщиной 0,5 мм. Диаметр лазерного луча составлял 10 мкм (~10 величин длины волны излучения), длина волны излучения 1,06…1,07 мкм, использовался инертный газ аргон, давление которого на выходе сопла составляло 7×10-5 МПа. При этом ширина реза составляла 500±50 мкм. После раскроя полученные заготовки имели хорошее качество поверхности кромок и не проявляли склонности к коррозионным процессам при последующей эксплуатации изделий.
Пример 2
Производили раскрой листового материала из сплава циркония толщиной 0,3 мм. Диаметр лазерного луча составлял 10 мкм (~10 величин длины волны излучения), длина волны излучения 1,06…1,07 мкм, использовался инертный газ аргон, давление которого на выходе сопла составляло 4±10-5 МПа. При этом ширина реза составляла 450±50 мкм. После раскроя полученные заготовки имели хорошее качество поверхности кромок и не проявляли склонности к коррозионным процессам при последующей эксплуатации изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ГАЗОЛАЗЕРНОЙ РЕЗКИ | 2011 |
|
RU2466842C1 |
| Способ получения соединения стали с титановым сплавом методом прямого лазерного выращивания | 2021 |
|
RU2764912C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| Способ лазерного аддитивного нанесения износостойкого немагнитного покрытия на защитные элементы корпуса роторных управляемых систем | 2022 |
|
RU2799193C1 |
| Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления | 2021 |
|
RU2767968C1 |
| СПОСОБ ПОВЫШЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ СТАЛИ АБ2-1 ПРИ ОСУЩЕСТВЛЕНИИ ПРЯМОГО ЛАЗЕРНОГО ВЫРАЩИВАНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2019 |
|
RU2724210C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2011530C1 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| СПОСОБ РЕЗКИ ТОЛСТЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2007 |
|
RU2350445C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ИЗНОСОСТОЙКИМ КОРРОЗИОННО-УСТОЙЧИВЫМ ПОКРЫТИЕМ | 2024 |
|
RU2824444C1 |
Способ предназначен для лазерного раскроя металлических листовых материалов и может быть использован в атомной технике и в других отраслях машиностроения. Технический результат - повышение производительности процесса при одновременном повышении качества реза и предотвращении коррозионных процессов в металле листового материала как во время раскроя, так и при дальнейшей эксплуатации. Способ включает направление на материал сфокусированного лазерного луча с одновременной подачей в зону раскроя защитного инертного газа. Инертный газ подают через сопло с давлением на выходе из него не менее 3,5·10-5 МПа. При этом используют лазерный луч с длиной волны излучения 1,06-1,07 мкм, который направляют через упомянутое сопло соосно его продольной оси. 1 з.п. ф-лы, 1 ил., 2 пр.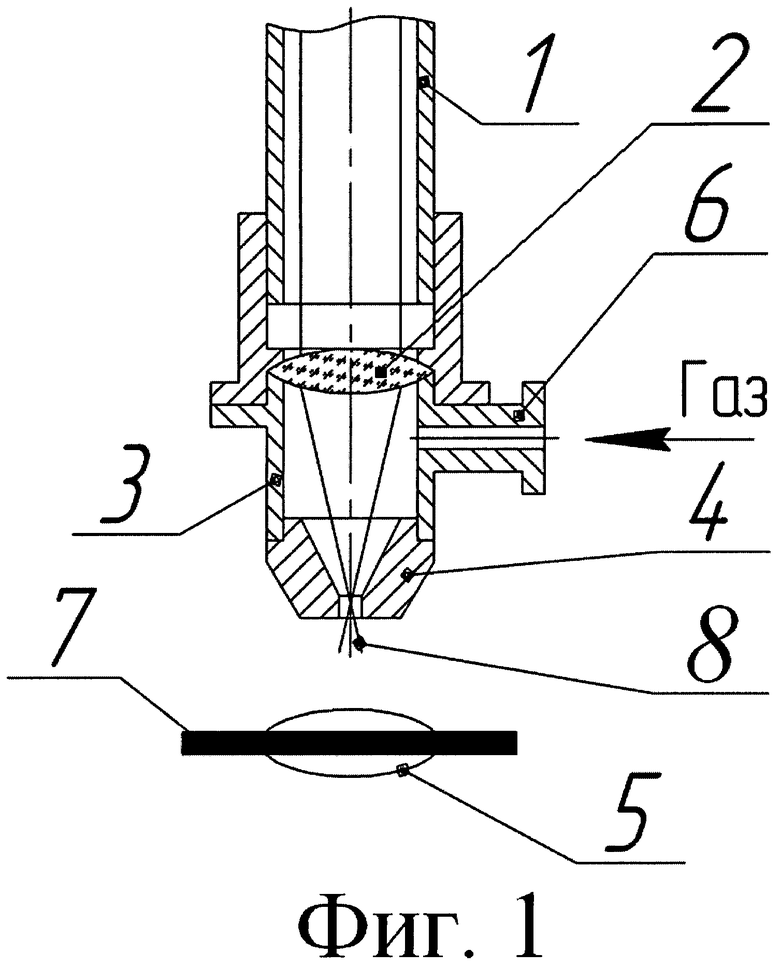
1. Способ лазерного раскроя металлического листового материала, включающий направление на материал сфокусированного лазерного луча с одновременной подачей в зону раскроя защитного инертного газа через сопло, соосное продольной оси лазерного луча, при этом давление на выходе из сопла поддерживают не менее 3,5·10-5 МПа и используют лазерный луч с длиной волны излучения 1,06-1,07 мкм.
2. Способ по п.1, отличающийся тем, что в качестве инертного газа используют аргон.
| US 20050024743 A1, 03.02.2005 | |||
| JP 2000202678 A, 25.07.2000 | |||
| JP 2000225487 A, 15.08.2000 | |||
| УСТРОЙСТВО ДЛЯ СИГНАЛИЗАЦИИ О ВЫСОКОМ НАПРЯЖЕНИИ НА ШИНАХ КОМПЛЕКТНЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ | 1992 |
|
RU2020682C1 |
| JP 8192289 A, 30.07.1996 | |||
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ РЕЗКИ | 1997 |
|
RU2139783C1 |
| ГРИГОРЬЯНЦ А.Г | |||
| И ДР | |||
| Лазерная резка металлов | |||
| - М.: Высшая школа, 1988, с.65. | |||

