(54) СПОСОБ ЗАТОЧКИ ФРЕЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для затылования | 1984 |
|
SU1199458A2 |
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
| Способ затылования червячной фрезы | 1984 |
|
SU1196232A2 |
| Способ затылования червячной фрезы | 1989 |
|
SU1743810A1 |
| Устройство к металлорежущему станку для обработки фасонных поверхностей инструментов | 1986 |
|
SU1371875A1 |
| Способ заточки острозаточенных червячных фрез | 1989 |
|
SU1734986A1 |
| Способ затылования червячной фрезы | 1986 |
|
SU1355458A1 |
| Способ заточки фрез с прямыми стружечными канавками | 1988 |
|
SU1627375A1 |
| Способ затылования фрез | 1979 |
|
SU848290A1 |
| Устройство для затылования | 1983 |
|
SU1146134A1 |
1
Изобретение относится к машиностроению, в частности к инструментальному производству, и может быть использовано при заточке и переточке по передней поверхности червячных и дисковых модульных фрез, фасонных и других фрез с прямыми стружечными канавками.
Известен способ заточки фрез с прямыми стружечными канавками по передней поверхности, по которому затачиваемую фрезу равномерно вращают, а шлифовальному кругу сообща{от периодическое возвратно-поступательное движение в направлении межосевого перпендикуляра фрезы и шлифовального круга 1.
Существенным недостатком известного способа, ограничивающим эффективность его применения, является то, что за время быстрого отхода суппорта (отбое), при снятии припуска, фреза успевает повернуться на некоторый угол, что снижает качество заточки, поскольку правильно сформированная передняя поверхность срезается. Это приводит к завалу передней поверхности зубьев в сторону их затылков и искривлению передней плоскости.
Цель изобретения - повышение качества заточки.
Указанная цель достигается тем, что шлифовальному кругу придают дополнительное возвратно-поступательное движение в направлении, перпендикулярном, к первичному, со скоростью, не меньщей линейной скорости вращения затачиваемой фрезы.
Кроме того, скорость дополнительного ,Q возвратно-поступательного движения выбирают из условия.
Sin ( -Уд), где Уц - результирующая скорость относительного перемещения затачиваемой фрезы и шлифовального круга;
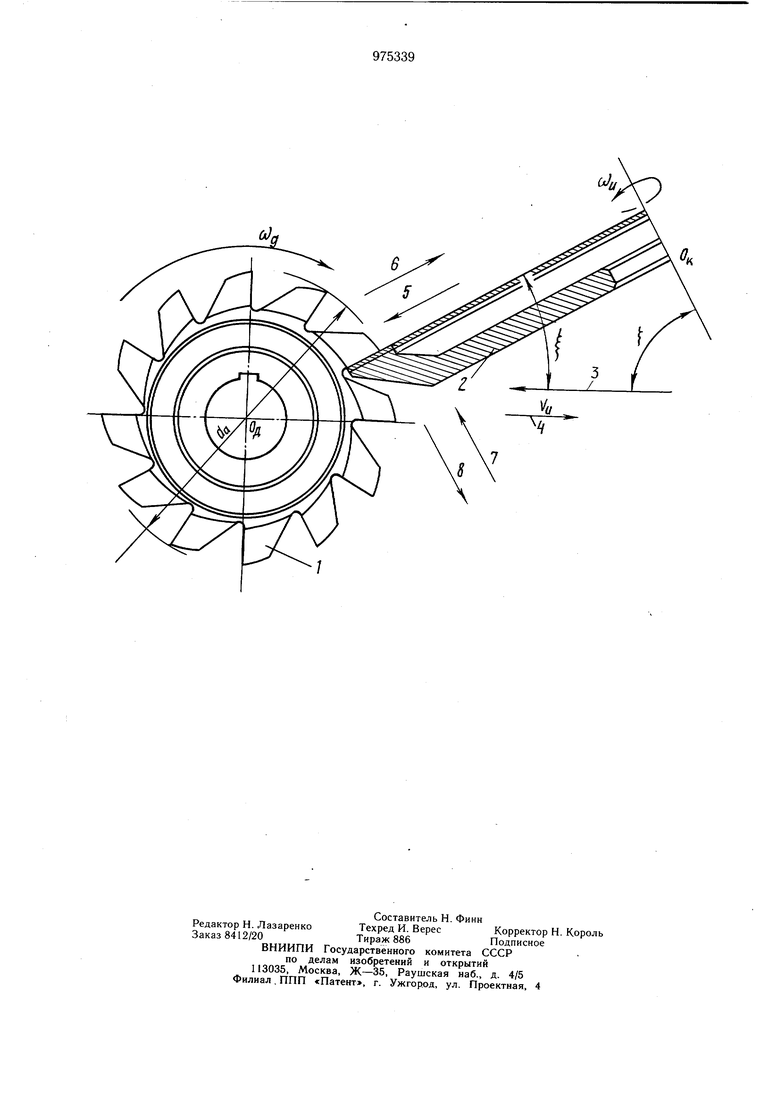
f угол между осью вращения шли фовального круга и направлением результирующей скорости относительного перемещения; у -передний угол у вершинной режущей кромки зуба фрезы. На чертеже изображена схема способа заточки.
При заточке фрезы 1 с наружным диаметром d и с прямыми стружечными канавками (не показаны) шлифовальным кругом 2, ее равномерно вращают вокруг своей оси Од с постоянной угловой скоростью cjjj , а вращающемуся с угловой скоростью Оушлифовальному кругу 2 на каждый зуб затачиваемого инструмента сообщают возвратно-поступательное движение V, кинематически связанное с вращением фрезы Б направлении межосевого перпендикуляра фрезы 1 и щлифовального круга 2 - медленный подход в направлении 5 и ускоренный ход (отбой) в направлении стрелки б, которые являются первичными. Перпендикулярно к первичному движению по стрелкам 5 и 6 в направлении по стрелкам 7 и 8 шлифовальному кругу 2 придано дополнительное возвратно-поступательное движение со скоростью Уд, УИ - результирующая скорость относительного перемещения затачиваемой фрезы. 1 и шлифовального круга 2, представляет собой векторную сумму медленных подходов 3 и 5, а также ускоренных ходов (отбоев) 6 и 8, направленных соответственно по направлению 3 и 4, где 3 - медленный подход и 4 ускоренный ход (отбой). Угол f, образованный направлением результирующей скорости Уи относительного перемещения фрезы и шлифовального круга и осью вращения щлифовального круга O|f, должен удовлетворять условие Ы90° + у J arc cos- : или, что то же самое, так как угол разворота торца щлифовального круга 2 к направлению результирующей скорости относительного перемещения затачиваемой фрезы 1 и шлифовального круга 2, т. е. к направлению 3,3 90 - , то arc cos - -s-% где у передний угол у вершинной режущей кромки зубьев фрезы (не показан). Минимальное значение Уи однозначно определяется величинами d, поэтому и минимально допустимая скорость однозначно определяется этими же величинами. Величина скорости рабочего хода по стрелке 3 и 4 назначается с учетом формы профиля зубьев затачиваемого инструмента, исходя из того, чтобы при подводе и отбое шлифовального круга 2 он не задевал затылок предыдущего зуба фрезы, тогда скорость дополнительного отбоя в направлении 6 выбирается из условия Уи5ш( -у ). Поскольку червячные фрезы среднего и крупного модуля имеют большую длину, чем мелкомодульные, то в ряде случаев для обработки всей длины плоской передней поверхности целесообразно придать щлифовальному кругу 2 равномерное перемещение вдоль оси Од червячной фрезы (нормально плоскости чертежа), что может быть просто осуществлено, например, настройкой гитары резьб токарно-затылочного станка. Применение предлагаемого способа дает возможность увеличить качество и точность заточки прецизионных фрез (ислючается принципиальная погрешность известного способа заточки) и расщирить диапазон его применения в область средне- и рфунномодульных червячных фрез, что позволит расширить технологические возможности затыловочных и т. п. станков, следовательно, отказаться от приобретения дополнительного дорогостоящего специального заточного оборудования, вести заточку на универсальнои токарно-затыловочных станках. Формула изобретения 1.Способ заточки фрез с прямыми стружечными канавками по передней поверхности, по которому затачиваемую фрезу равномерно вращают, а шлифовальному кругу сообщают периодическое возвратнопоступательное движение в направлении межосевого перпендикулярна фрезы и шлифовального круга, отличающийся тем, что, с целью повышения качества заточки, шлифовальному кругу придают дополнительное возвратно-поступательное движение в направлении, перпендикулярном к первичному, со скоростью не меньшей линейной скорости вращения затачиваемой фрезы. 2.Способ по п. 1, отличающийся тем, что скорость дополнительного возвратнопоступательного движения шлифовального круга выбирают из условия ();). где Уц - результирующая скорость относительного перемещения затачиваемой фрезы и шлифовального круга; -угол между осью вращения щлифозального круга и направлением результирующей скорости относительного перемещения;jTj. передний угол у вершинной режущей кромки зуба фрезы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 163086, кл. В 24 В 3/12, 1962.
