Изобретение относится к машиностроению и может быть использовано при изготовлении многорядных срезных болтовых и заклепочных соединений повышенной усталостной долговечности.
Известна конструкция многорядных срезных болтовых соединений. Усталостная долговечность известных соединений во многом определяется уровнем напряжений смятия по стенкам крайних рядов отверстий под крепежные элементы.
Известны способы упругой сборки соединений, в которых за счет предварительного деформирования одной из соединяемых деталей производят разгрузку по напряжениям смятия крайних рядов отверстий.
Однако известные способы энергоемки и технически затруднены.
Известна конструкция многорядного соединения, в котором предварительное технологическое напряжение на стенке
крайних рядов отверстий создается за счет самих крепежных элементов-болтов.
Однако известное соединение требует высокой точности взаимного изготовления отверстия и болта для него и применимо, в основном для односрезных соединений
Наиболее близким по техническому решению и достигаемому результату к изобретению является способ получения много- рядного срезного соединения деталей, который предполагает установку между соединяемыми деталями предварительно изогнутой прокладки, которая при осевой затяжке крепежных элементов реализует распор крайних рядов крепежных элементов в сторону нагрузки на соединение, производя существенное уменьшение уровня напряжений смятия в условиях эксплуатации.
Однако известный способ значительно усложняет сборку соединения, так как требует применение дополнительной детали и
СО
с
VI со ел о
го ел
ее точной увязки по параметрам с соединяемыми листами, а процесс установки крепежных элементов делает применение известного способа только для богатых соединений.
Цель изобретения - упрощение процесса получения соединения.
Для достижения поставленной цели способ получения многорядного срезного соединения деталей включает изготовление соединяемых деталей с рядами отверстий, выполнение на деталях средств распора крепежных элементов крайних рядов в виде углублений в соединяемой детали в зоне ее предпоследнего ряда отверстий относи тельно места приложения эксплуатационной нагрузки и максимальной глубиной углубления на линии соединения осей крайних отверстий, установку деталей со средствами распора в пакет, установку крепежных элементов в отверстия пакета деталей и их осевую затяжку.
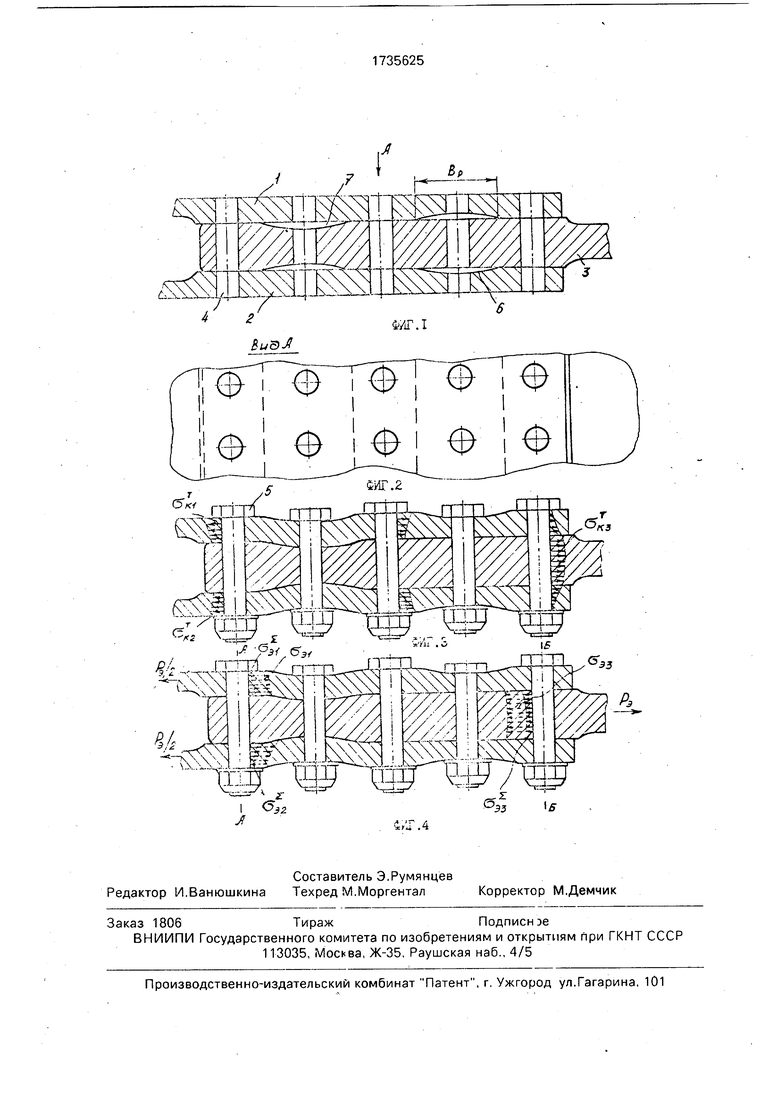
На фиг.1 показаны соединяемые детали в пакете для сборки в продольном сечении соединения; на фиг.2 - вид А на фиг.1; на фиг.З - конструкция болтового соединения деталей, профильная проекция; на фиг.4 - то же, характер его эксплуатационного на- гружения.
Способ получения многорядного соединения деталей 1-3 заключается в выполнении в них нескольких рядов отверстий 4 под крепежные элементы 5. На соединяемых деталях выполняют средство распора крайних рядов крепежных элементов в виде углублений 6 и 7. Углубления имеют наибольшую глубину в зоне предпоследнего ряда относительно места приложения эксплуатационной нагрузки Рэ отверстий и на линии соединения осей крайних отверстий. Соединяемые детали устанавливают в пакет (совмещают оси отверстий), а затем в совместные отверстия устанавливают крепежные элементы 5 (например, болты), и производят их осевую затяжку. Осевую затяжку крепежных элементов целесообразно производить сначала для внутренних и крайних рядов, а затем для предпоследних (по месту расположения средства распора) рядов. После осевой затяжки крепежных элементов на стенках крайних рядов отверстий возникают технологические напояжег
ния смятия 7ю , направление которых в разрушаемой по этому сечению детали противоположно эксплуатационному. Разработанный способ получения соединения проще при сборке соединения и имеет большую область применения и для заклепочных соединений. Углубления в деталях целесообразно производить на этапе изготовления детали (например, фрезеровкой), при этом
продольный, относительно нагрузки на соединение, размер углубления выбирают наибольшим из соотношения:
15
Вр -2tp-2d,
0)
где Вр - ширина углубления; tp - рядный шаг крепежных элементов; d - диаметр крепежного элемента.
Глубину углубления выбирают такую,
чтобы величина предварительно созданных напряжений смятия была бы равна эксплуатационным. В этом случае величина результирующих напряжений смятия aoi равна или близка к нулю, а усталостная долговечность соединения равна усталостной долговечности полосы с незагруженным заполненным отверстием.
Разработанный способ получения мно- горядного соединения позволяет упростить
процесс сборки соединения, что приносит в условиях его изготовления экономический эффект.
Формула изобретения Способ получения многорядного срезного соединения деталей, включающий изготовление соединяемых деталей с рядами отверстий, выполнение средств распора крепежных элементов крайних рядов, установку деталей со средствами распора в лакет с расположением последних в зоне предпоследних рядов отверстий, установку крепежных элементов в отверстия пакета деталей и их затяжку, отличающийся тем, что, с целью упрощения процесса получения соединения, средство распора крепежных элементов каждого крайнего ряда выполняют в виде углубления в соединяемой детали в зонэ ее предпоследнего ряда отверстий относительно места приложения
эксплуатационной кчгрузки с максимальной глубиной углубления на линии соединения осей упомянутых отверстий.
4/iT.I
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1691592A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1682655A1 |
| Соединение деталей | 1990 |
|
SU1733732A1 |
| Способ получения многорядного срезного соединения листовых деталей | 1990 |
|
SU1767244A1 |
| Способ получения соединения деталей | 1990 |
|
SU1754926A1 |
| Многорядное соединение деталей | 1990 |
|
SU1751461A1 |
| Соединение деталей | 1989 |
|
SU1712685A1 |
| Способ получения болтового соединения деталей | 1989 |
|
SU1691589A1 |
Изобретение относится к машиностроению. Сущность изобретения; изготовлива- ют соединяемые детали с рядами отверстий. Выполняют в каждой детали средства распора крепежных элементов крайнего ряда в виде углублений в зоне предпоследнего ряда отверстий относительно места приложения на деталь нагрузки с максимальной глубиной углубления на линии соединения осей отверстий. Затем устанавливают детали в пакет, устанавливают в отверстия пакета крепежные элементы и затягивают их. 4 ил
Buc)J
I
| Ярковец А.И | |||
| и др | |||
| Технология выполнения высокоресурсных заклепочных и болтовых соединений в конструкциях самолетов | |||
| - М.: Машиностроение, 1987, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Соединение деталей и способ сборки деталей | 1984 |
|
SU1208335A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
