Изобретение относится к области обработки металлов давлением и может быть использовано для горячей штамповки выдавливанием изделий в виде стаканов с глубокой полостью.
Цель изобретения - расширение техно- t логических возможностей за счет увеличения высоты штампуемых изделий с глубокой полостью.
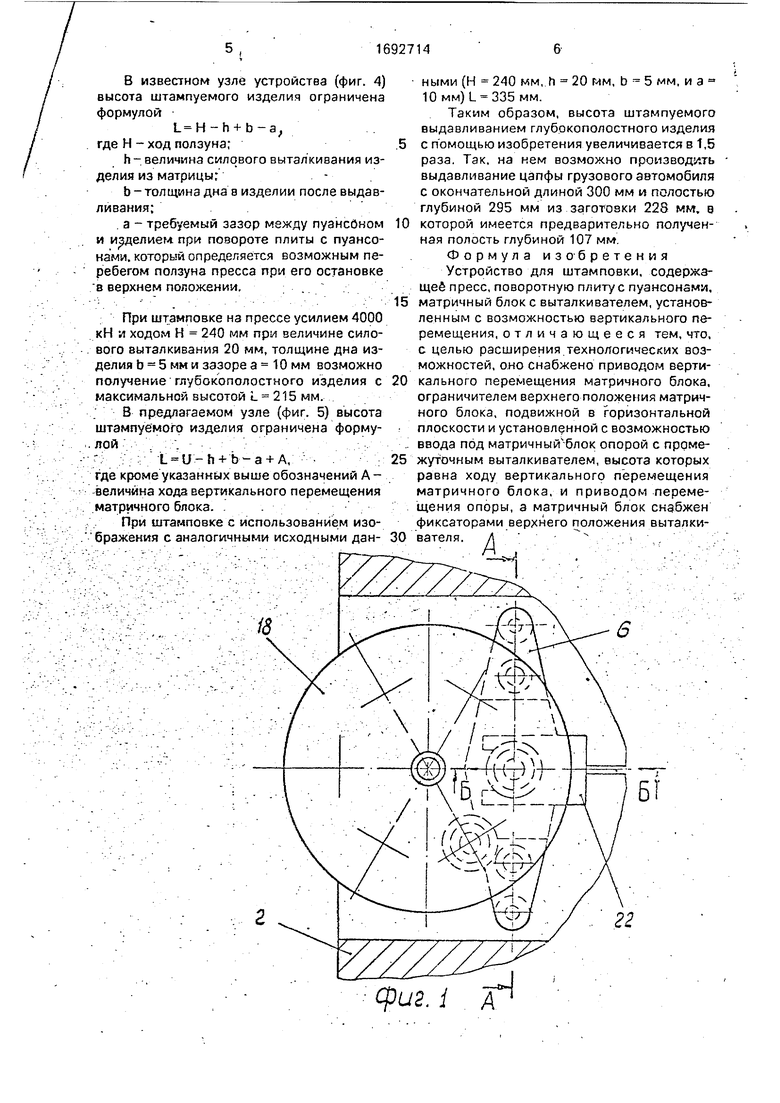
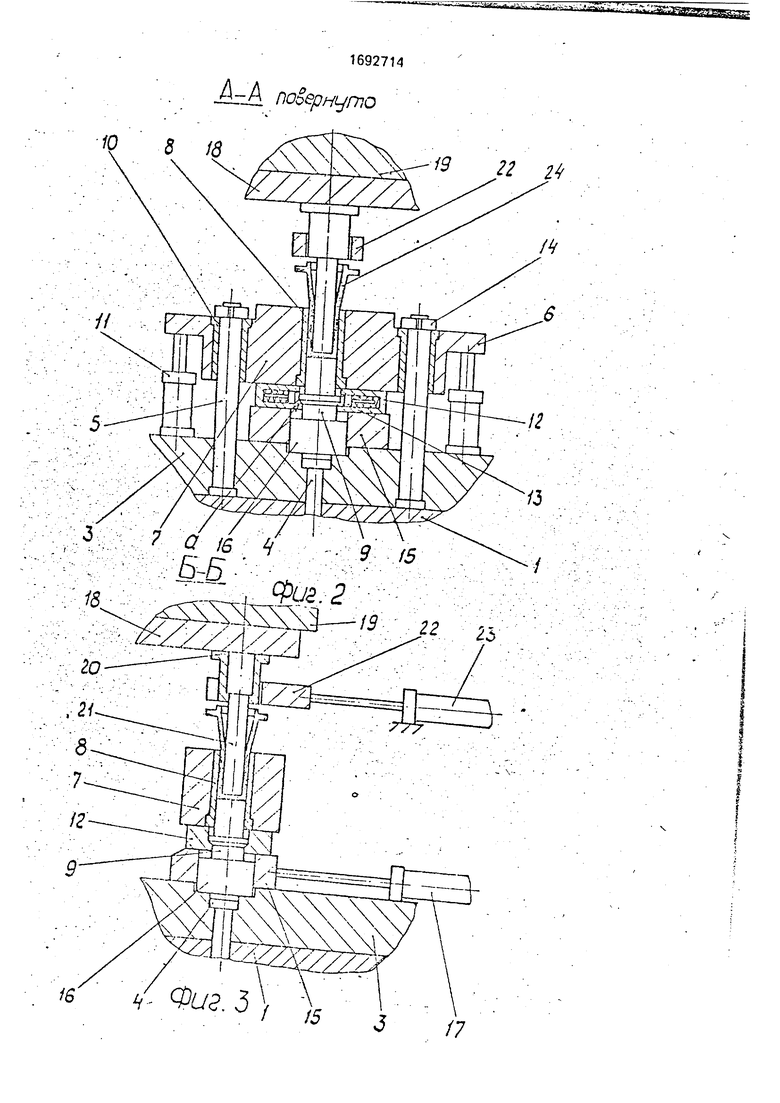
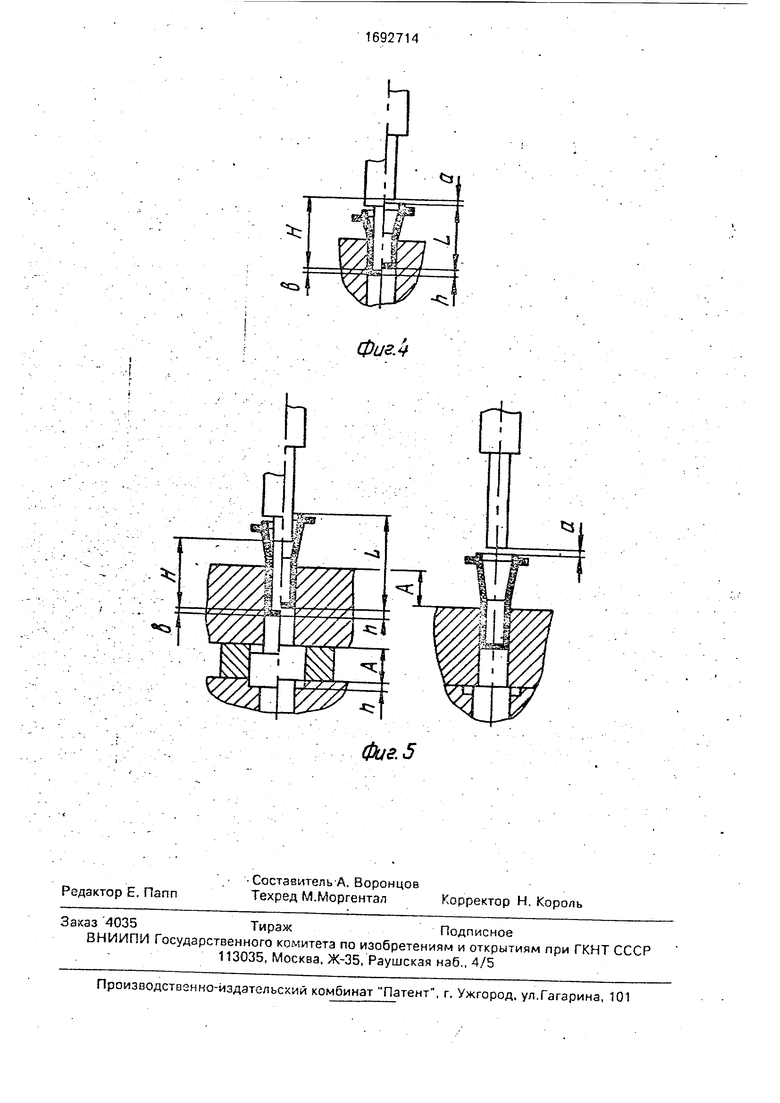
На фиг. 1 изображено устройство, вид сверху,- на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел известного устройства; на фиг. 5 - узел согласно изобретению.
На столе 1 пресса 2 установлена плита 3. В плите 3 и столе 1 пресса 2 установлен выталкиватель 4 пресса.
На плите 3 также закреплены колонки 5. На колонках 5 с возможностью перемещения относительно них в вертикальном направлении установлен матричный блок 6, который содержит корпус 7, матрицу 8, выталкиватель 9 и направляющие втулки 10.
Для перемещения матричного бока 6 предназначен привод 11, выполненный в виде пневмоцилиндров, установленных на плите 3. На матричном блоке 6 закреплен корпус 12, в котором установлены подпружиненные фиксаторы 13, взаимодействующие со скосом а на выталкивателе 9 матричного блока. На колонках 5 установлены ограничители 14 верхнего положения На плита 3 размещена горизонтально перемещающаяся опора 15, в которой установлен промежуточный выталкиватель 16
чО
ГО
ремещение опоры 15 производится от /иводз, выполненного п в.до сзкреплен- /ого на плите 3 пневмоцилиндрз 17. Высота Јпоры 15 и выталкивателя 16 равны ходу /вертикального перемещения матричного / блока 6. Устройство снабжено поворотной плитой 18, взаимодействующей с ползуном 19 пресса 2. На плите 18 с помощью пуансо- нодержателя 20 закреплен пуансон 21. При необходимости в случае многопереходной штамповки на плите 18 могут быть установлены несколько пуансонов.
Устройство также снабжено подвижным в горизонтальном положении подковообразным съемником 22 с приводом в виде жестко закрепленного пневмоцилиндра 23. На фигурах также показано штампуемое изделие 24.
Устройство работает следующим образом.
В исходном положении поворотная .плита 18 находится в таком положении, что над матрицей 8 пуансон 21 отсутствует, матричный блок 6 опущен и съемник 22 отведен. С помощью загрузочного устройства (не показано) заготовка, например, в виде стакана с частично полученной предварительно полостью устанавливается в матрицу 8. После этого осуществляется поворот плиты 18 и соосно матрице устанавливается пуансон 21. Съемник 22 перемещается в рабочее положение, а матричный блок 6 перемещается вверх до упора в ограничитель 14. При этом выталкиватель матричного блока б удерживается в верхнем положении с помощью фиксаторов 13.
Далее под матричный блок вводится опора 15. При этом промежуточный выталкиватель 16 устанавливается соосно выталкивателю матричного блока 6 и выталкивателю пресса А.
Осуществляется ход ползуна 19 пресса 2. При этом при ходе вниз последовательно осуществляется ввод пуансона 21 в заготовку, утапливание заготовки в матрицу 8, утап- ливание выталкивателей 9, 16 и 4 и штамповка выдавливанием изделия 24. При утапливзчии выталкивателя 9 фиксаторы 13 отжимаются скосом а. При ходе ползуна пресса вверх осуществляется силовое выталкивание изделия 24 из матрицы 8 на требуемую величину с помощью выталкивателей 4, 16 и 9, фиксация выталкивателя 9 фиксаторами 13 и отделение изделия 24 от пуансона 21 съемником 22. Силы трения, возникающие в матрице в процессе выдавливания, воспринимаются ограничителями 14 и опорой 15. Ограничители 14 воспринимают также условия, возникающие на матричном блоке 6 о процессе выталкивания изделия 24 из матрицы 8.
Далее осуществляется вывод опоры 15 из-под матричного блока 6, отвод съемника
5 22 и опускание матричного блока 6 с изделием 24. При этом пуансон 21 выводится из изделия 24 и происходит поворот плиты 18. В случае многопереходной штамповки над изделием устанавливается очередной пуан10 сон и описанный выше цикл повторяется, а в случае штамповки одним пуансоном изделие 24 извлекается из матричного блока б механизмом разгрузки (не показан).
Разгрузка может осуществляться с по15 мощью руки-манипулятора со схватом в следующей последовательности: горизонтальное перемещение схвата в зону над изделием, захват изделия схватом, вертикальное перемещение схвата с изделием,
20 горизонтальное перемещение схвата с изделием из зоны матрицы. При этом варианте ось горизонтального перемещения - манипулятора располагается под углом к оси перемещения съемника 22. На фиг. 1 ось
25 перемещения съемника 22 показана совмещенной с одной из осей пресса. Для удобства компоновки разгрузочного манипулятора возможен также разворот оси перемещения съемника 22 относительно оси, показанной
30 на фиг. 1.
Кроме того, может осуществляться разгрузка с помощью схватов, размещенных на поворотной плите 18 в следующей последовательности: очередной поворот плиты 18 и
35 размещение схвата над изделием, опускание схвата (или за счет хода ползуна пресса, или за счет специального привода, размещенного на поворотной плите) и захват изделия схватом, подъем схвата с изделием,
40 поворот плиты 18 и размещение схвата над изделием, опускание схвата (или за счет хода ползуна пресса, или за счет специального привода, размещенного на поворотной плите) и захват изделия схватом, подъем схвата
45 с изделием, поворот плиты 18 и вынос изделия из зоны штамповки в разгрузочную зону для передачи изделия в иные средства его дальнейшей транспортировки.
Величина силового выталкивания изде50 лия из матрицы 8 выталкивателями 4,16 и 9 определяется величиной конусности полости матрицы 8 и возможностями механизма разгрузки. .
Предлагаемое устройство опробовано
55 для высокоточной штамповки выдавливанием цапфы картера заднего моста грузовых автомобилей и показало преимущества по сравнению с известным, что появляется следующим.
В известном узле устройства (фиг. 4) высота штампуемого изделия ограничена формулой
+ b-a, где Н - ход ползуна;
h - величина силового выталкивания изделия из матрицы;
b - толщина дна в изделии после выдавливания;
а - требуемый зазор между пуансоном и изделием при повороте плиты с пуансонами, который определяется возможным перебегом ползуна пресса при его остановке в верхнем положении.
При штамповке на прессе усилием 4000 кН и ходом Н 240 мм при величине силового выталкивания 20 мм, толщине дна изделия b 5 мм и зазоре а 10 мм возможно получение глубокополостного изделия с максимальной высотой L 215 мм.
В предлагаемом узле (фиг. 5) высота штампуемого изделия ограничена формулой
+ b-a + A, где кроме указанных выше обозначений А- величина хода вертикального перемещения матричного блока.
При штамповке с использованием изображения с аналогичными исходными дан-
18
0
5
0
0
5
ными (Н 240 мм, h 20 мм, b 5 мм, и а 10 мм) 1 335 мм.
Таким образом, высота штампуемого выдавливанием глубокополостного изделия с помощью изобретения увеличивается в 1,5 раза. Так, на нем возможно производить выдавливание цапфы грузового автомобиля с окончательной длиной 300 мм и полостью глубиной 295 мм из заготовки 228 мм. в которой имеется предварительно полученная полость глубиной 107 мм
Формула изобретения Устройство для штамповки, содержащее пресс, поворотную плиту с пуансонами, матричный блок с выталкивателем, установленным с возможностью вертикального перемещения, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено приводом вертикального перемещения матричного блока, ограничителем верхнего положения матричного блока, подвижной в горизонтальной плоскости и установленной с возможностью ввода под матричный блок опорой с промежуточным выталкивателем, высота которых равна ходу вертикального перемещения матричного блока, и приводом перемещения опоры, а матричный блок снабжен фиксаторами верхнего положения выталкивателя.
$U2. I A
г/
II
К tt 5/
я /
9/ 9
0/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многопереходной штамповки | 1987 |
|
SU1724412A1 |
| Устройство для многопереходной штамповки | 1989 |
|
SU1756009A1 |
| Устройство для многопереходной объемной штамповки | 1987 |
|
SU1692715A1 |
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167736C2 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1996 |
|
RU2091235C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для выталкивания детали из штампа | 1981 |
|
SU996231A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Штамп для листовой штамповки | 1977 |
|
SU633644A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
Изобретение относится к обработке металлов давлением, а именно к обьемной штамповке. Цель- изобретения - расширение технологических возможностей. Устройство содержит матричный блок, 2 снабженный приводом вертикального перемещения и установленный с возможностью взаимодействия с ограничителем верхнего положения. Под матричным блоком размещена подвижная в горизонтальном направлении приводная опора с промежуточным выталкивателем. Матричный блок снабжен фиксатором верхнего положения выталкивателя, В случае многопереходной штамповки устройство может быть снабжено дополнительными пуансонами. В процессе штамповки возникают силы трения, которые воспринимаются ограничителями верхнего положения матричного блока и опорой. Ограничители воспринимают также усилия, возникающие в матрице в процессе выталкивания из нее изделия. 5 ил.
QLUfiHC/dSOU y-w 1.2691
«О
Фиг. 4
Фие.5
| Устройство для выдавливания полых деталей | 1981 |
|
SU956127A2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
