Изобретение относится к обработке металлов и может быть использовано при обработке деталей типа дисков.
Целью изобретения является повышение точности изготовления деталей за счет уменьшения их коробления.
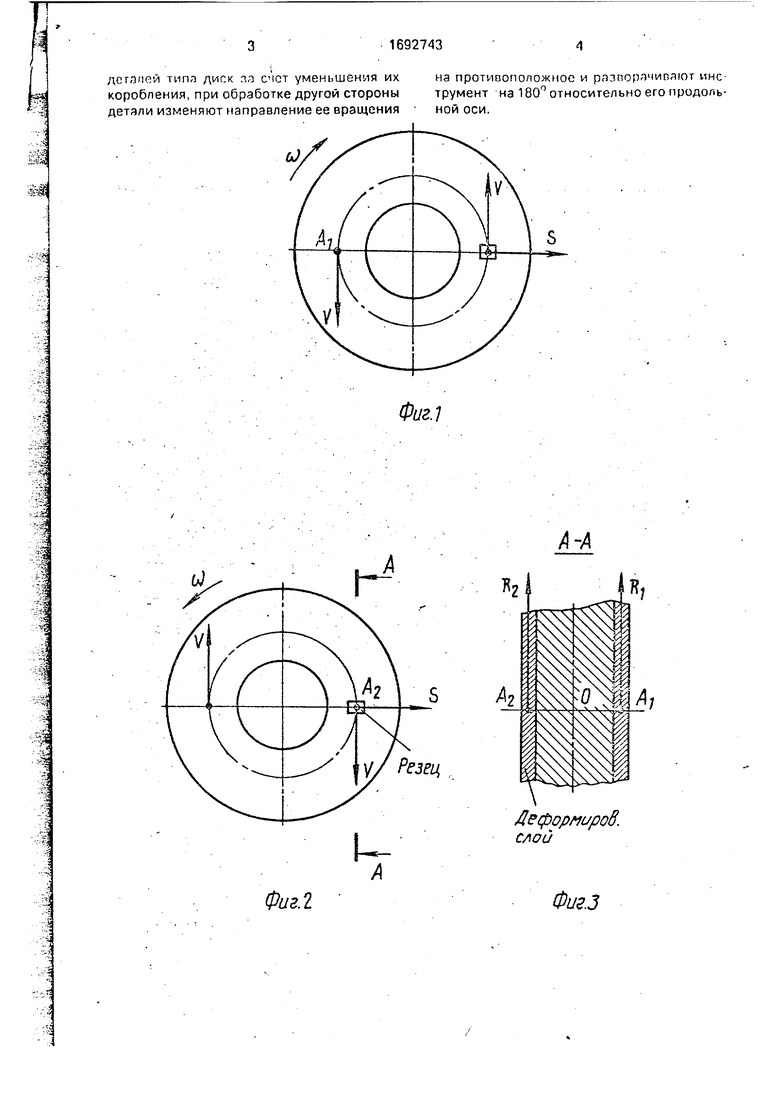
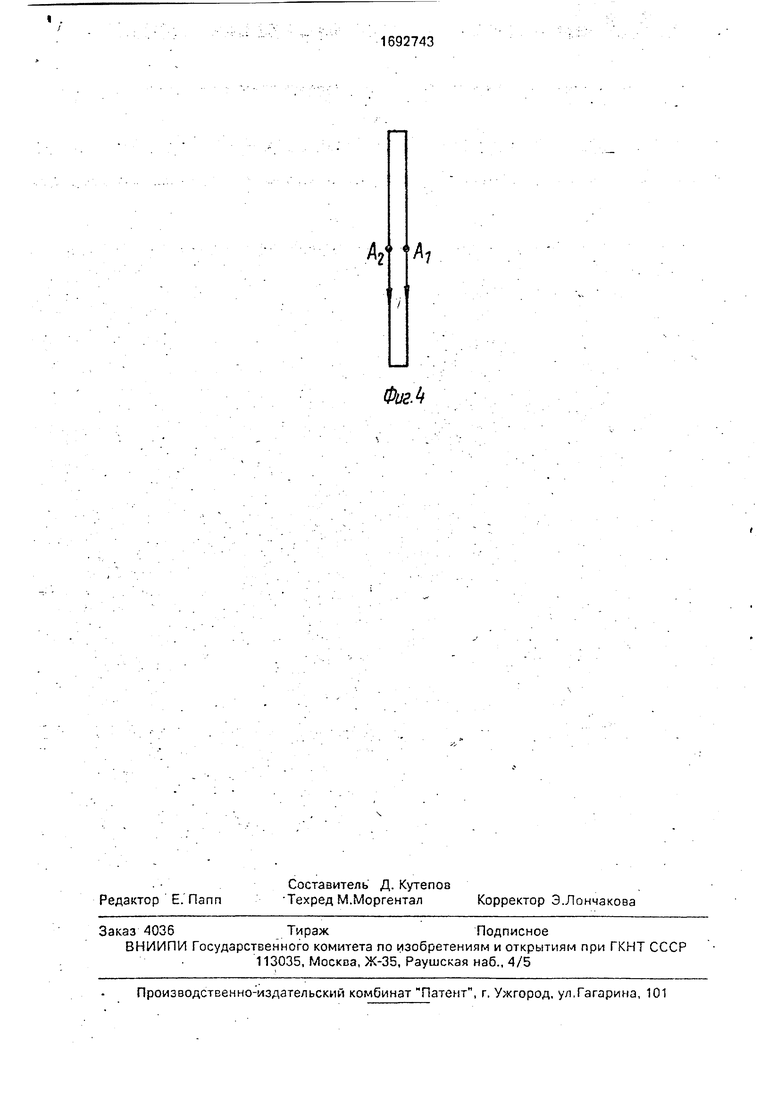
Нафиг.1 показана схема токарной обработки торцовых поверхностей детали типа диска с одной стороны: на фиг.2 - то же, с другой стороны; на фиг.З - сечение по А-А на фиг.2; на фиг.4 - направление вектора скорости резания для двух противоположных точек нз торце диска.
Деталь типа диска устанавливают на вакуумную планшайбу токарного станка и обрабатывают сдну сторону по схеме на фиг.1. При этом направление вращения детали а) Г осуществляется по часовой стрелке. При этом вектор скорости резания V в произвольной точке А, лещащей на поверхности торца, имеет направление от центра-диска к его периметру, при этом подача инструмента S направлена от центра диска. Другую сторону после переустановки одной стороной к планшайбе обрабатывают по схеме на фиг.2. Изменение направления враше- ния шпинделя осуществляют путем изменения полярности напряжения на электродвигателе главного привода. Резец разворачивают на 180° вокруг его продольной оси. При этом внутренние напряжения R2 и RI, возникающие после обработки в поверхностных слоях детали, направлены в одну сторону (Ri и R2, фиг.З), создают момент сил Rix(AiO) и R2x(A20), компенсирующих друг друга, что позволяет исключить коробление детали.
Формула изобретения Способ обработки тооцовых поверхностей, согласно которому детали сообщают вращение, а снятие припуска осуществляют попеременно с одной и другой стороны детали установленным в резцедержателе инструментом, отличающийся тем, что, с целью повышения точности при обработке
СО
дегяпой типа диск па смет уменьшения их коробления, при обработке другой стороны детали изменяют направление ее вращения
з
-а
на противоположное и рашорачипают инс трумент на 180° относительно его продольной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки тонкостенных деталей | 1989 |
|
SU1682041A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| Устройство для обработки деталей | 1982 |
|
SU1110604A1 |
| Способ установки деталей типа диска при обработке торцов | 1985 |
|
SU1292922A1 |
| Устройство для мгновенного прекращения процесса резания | 1983 |
|
SU1144770A1 |
| Способ токарной обработки | 1975 |
|
SU878409A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Способ обработки маложестких деталей | 1986 |
|
SU1344517A1 |
Изобретение относится к обработке металлов резанием и может быть использовано .для изготовления магнитных дисков. Целью изобретения является повышение точности обработки деталей за счет уменьшения их коробления. Для этого при обработке деталей со аторой стороны изменяют направление ее вращения на противоположное и разворачивают резец на 180и относительно его продольной оси. 4 ил.
- Ј
Ъ
л
Фиг.1
Фиг.1
А-А
2
К,
Резец
Деформироб.
CAOU
Фиг.3
ФигМ
