Изобретение относится к обработке материалов резанием и может быть использовано при токарной обработке торцовых поверхностей вращения нежестких деталей типа диска.
Целью изобретения является расширение технологических возможностей за счет повышения точности и производительности при токарной обработке торцовых поверхностей деталей типа диска.
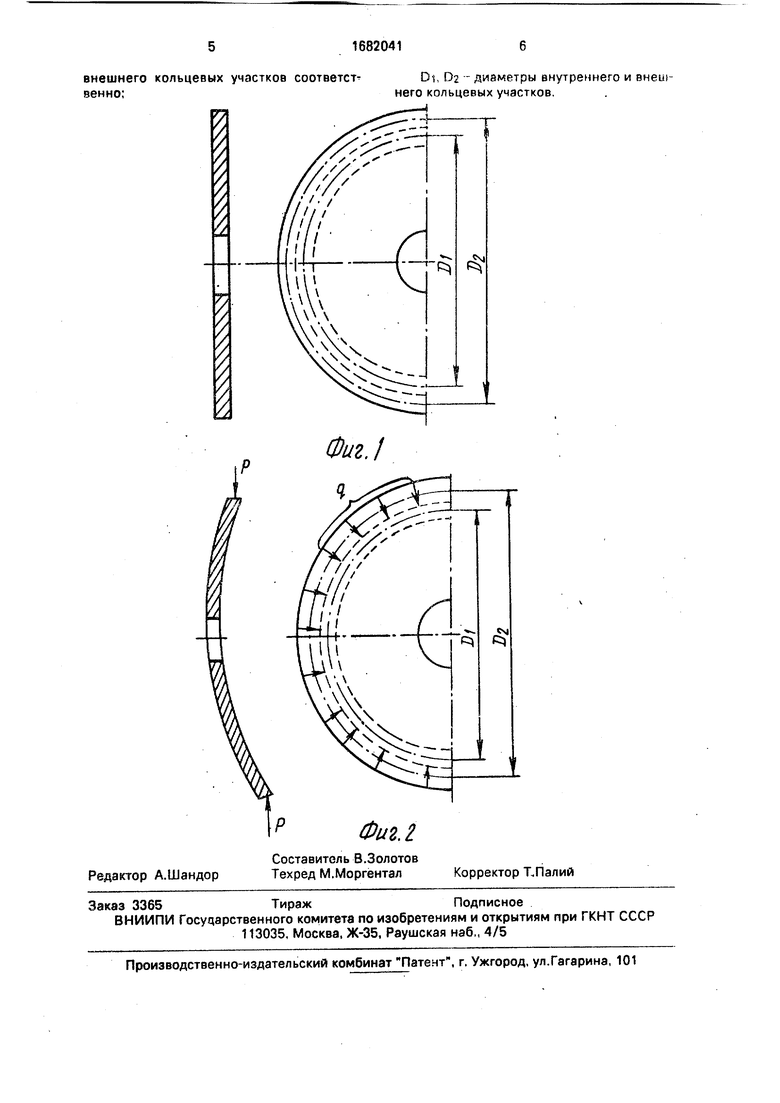
На фиг.1 представлена схема деления торцовой поверхности обрабатываемой детали на ряд кольцевых участков, ограниченных концентрическими окружностями; на фиг.2 - схема формирования радиальных сжимающих остаточных напряжений q на
кольцевом участке диаметром DI. образующихся от действия на кольцевом участке диаметром D2 окружных остаточных напряжений.
Способ осуществляется следующим образом.
Перед обработкой торцовую поверхность обрабатываемой детали условно разбивают на ряд концентрических кольцевых участков, определяют величину и знак напряжений, характерных для конкретных условий обработки. По найденным значениям определяют величину окружной равнодействующей для искомого и смежного с ним кольцевых участков и рассчитывают режимы резания, а в процессе обработки ради -- - при формировании сжимаю- DI
ально перемещающимся режущим инструментом осуществляют непрерывное и синхронное его перемещению изменение режимов резания, формируя в каждый момент обработки при переходе от внешнего кольцевого участка обрабатываемой поверхности к смежному с ним внутреннему участку большую по величине равнодействующую напряжений во внутреннем кольцевом участке по отношению к внешнему в случае формирования в каждом из участков сжимающих равнодействующих окружных остаточных напряжений, и формируют большую по величине равнодействующую напряжений во внешнем кольцевом участке в случае формирования в каждом из участков растягивающих равнодействующих окружных остаточных напряжений, причем в кольцевых участках одного диаметра со стороны обеих торцовых поверхностей формируют одинаковые равнодействующие остаточных на- пряжеиий а их величины определяют из соотношений
R2 Di
щих равнодействующих окружных остаточных напряжений;
Ri D2
при формировании растягм 2 LJ1
вающих равнодействующих окружных остаточных напряжений,
где Ri, R2 равнодействующие окружных остаточных напряжений внутреннего и внешнего кольцевых участков соответственно;
DI, Da - диаметры внутреннего и внешнего кольцевых участков.
Предложенный способ основан на влиянии на величину формируемых в обрабаты- ваемой детали напряжений режимов резания (скорости резания, подачи и т.д.) м использовании процесса образования коробления, связанного с тем, что наличие разных окружных остаточных напряжений на двух смежных кольцевых участках приво дит к образованию в них двух не совпадающих по величине радиальных равнодействующих Р остаточных напряжений, под действием которых каждый условно выделенный кольцевой участок стремится увеличить или уменьшить свой диаметр.
При обработке по предложенному способу коробление детали снижается, так как при формировании окружных сжимающих напряжений каждый кольцевой участок детали с меньшим диаметром стремится уменьшить свой диаметр на величину, большую по сравнению с уменьшением диаметра смежного участка большего диаметра, а
-
ос- Јо
при формировании окружных растягивающих напряжений каждый кольцевой участок детали с меньшим диаметром стремится увеличить свой диаметр на величину, мень5 шую в сравнении с увеличением диаметра смежного кольцевого участка с большим диаметром.
При этом режимы резания при обработке различных кольцевых участков изменя10 ются незначительно.
Формула изобретения Способ обработки тонкостенных деталей, заключающийся в образовании на ее 15 поверхности режущим инструментом чередующихся участков с несовпадающими по величине значениями остаточных напряжений путем последовательного изменения от участка к участку режимов резания, о т л и- 20 чающийся тем, что, с целью расширения технологических возможностей за счет повышения точности и производительности при токарной обработке радиально перемещающимся режущим инструментом торцовых поверхностей деталей типа диска, резания осуществляют непрерывно и синхронно перемещению режущего инструмента, формируя в каждый момент обработки при переходе от внешнего кольцевого участка обрабатываемой поверхности к смежному с ним внутреннему участку большую по величине равнодействующую напряжений во внутреннем кольцевом участке по отношению к внешнему в случае формирования в каждом из участков сжимающих равнодействующих окружных остаточных напряжений и формируя большую по величине равнодействующую напряжений во внешнем кольцевом участке-в случае формирования в каждом из участков растягивающих равнодействующих окружных остаточных напряжений, причем в кольцевых участках одного диаметра со стороны обеих торцовых поверхностей формируют одинаковые равнодействующие остаточных напряжений, а их величины определяют из соотношений
R2 Di
50 при формировании сжимающих равнодей- сствующих окружных остаточных напряжений,
R2 Di
55 при формировании растягивающих равнодействующих окружных остаточных напряжений,
где Ri, R2 - равнодействующие окруж ных остаточных напряжений внутреннего и
30
35
40
45
внешнего кольцевых участков соответственно;
Di, D2 диаметры внутреннего и внешнего кольцевых участков.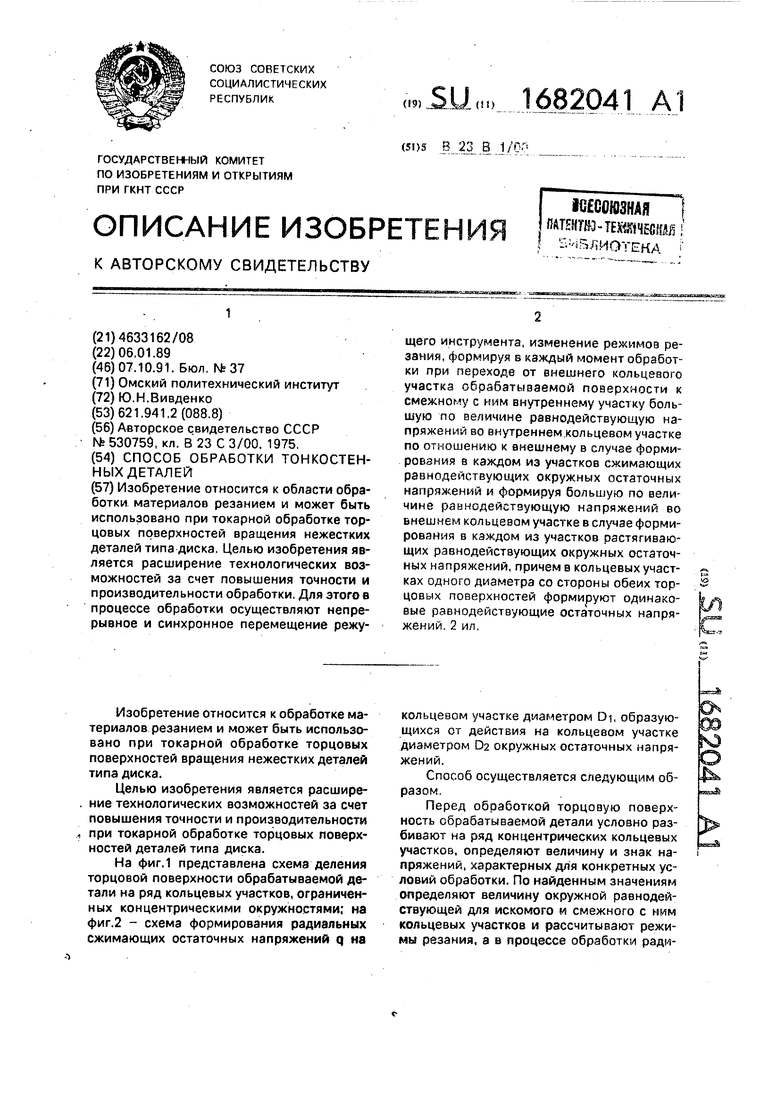

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЭЛЕМЕНТОВ ЗАГОТОВОК | 2009 |
|
RU2410207C1 |
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЗАГОТОВОК | 2001 |
|
RU2198769C2 |
| Способ ротационной вытяжки полых тонкостенных сложнопрофильных деталей на токарно-давильном станке с системой ЧПУ (варианты) | 2023 |
|
RU2814834C1 |
| Способ механической обработки нежесткой детали инженера Лутова | 1989 |
|
SU1789321A1 |
| Способ обработки внутренних кольцевых канавок | 1989 |
|
SU1683897A1 |
| Способ обработки поверхностей нежестких деталей | 1975 |
|
SU530759A1 |
| Способ упрочнения деталей с выступами | 1973 |
|
SU859466A1 |
| Способ токарной обработки вращающимся инструментом с прерывистой режущей кромкой со стружечными канавками | 1990 |
|
SU1773562A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
| Способ механической обработки поверхностей нежестких деталей | 1986 |
|
SU1785843A1 |
Изобретение относится к области обработки материалов резанием и может быть использовано при токарной обработке торцовых поверхностей вращения нежестких деталей типа диска. Целью изобретения является расширение технологических возможностей за счет повышения точности и производительности обработки. Для этого в процессе обработки осуществляют непрерывное и синхронное перемещение режу2 щего инструмента, изменение режимов резания, формируя в каждый момент обработки при переходе от внешнего кольцевого участка обрабатываемой поверхности к смежному с ним внутреннему участку большую по величине равнодействующую напряжений во внутреннем кольцевом участке по отношению к внешнему в случае формирования в каждом из участков сжимающих равнодействующих окружных остаточных напряжений и формируя большую по величине равнодействующую напряжений во внешнем кольцевом участке в случае формирования в каждом из участков растягивающих равнодействующих окружных остаточных напряжений, причем в кольцевых участках одного диаметра со стороны обеих торцовых поверхностей формируют одинаковые равнодействующие остаточных напряжений 2 ил.
Фиг. г
| Способ обработки поверхностей нежестких деталей | 1975 |
|
SU530759A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
