w
Ј

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1496951A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |
| Способ контактной стыковой сварки оплавлением | 1981 |
|
SU1009673A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| Способ изготовления изделий кольцевой формы | 1988 |
|
SU1671428A1 |
| СПОСОБ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2781344C1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
Изобретение относится к сварочному производству, а именно к изготовлению стыковой сваркой плоских фланцев, и может быть использовано в энергетическом и химическом машиностроении. Цель изобретения - снижение расхода металла при изготовлении заготовки фланцев и трудоемкости механической обработки. Навивают полосу на цилиндрическую оправку. Вырезают заготовки со скосом кромок к плоскости, проходящей через ось заготовки. Величина скоса при этом равна суммарному припуску на оплавление и осадку. .Свариваемые кромки совмещают и проводят сварку оплавлением, а после сварки - механическую обработку заготовки. Способ позволяет, повысить качество свариваемых изделий за счет уменьшения их эллипсности. 3 ил.
Изобретение относится к сварочному производству, а именно к стыковой контактной сварке плоских витых фланцев, и может быть использовано в энергетическом и- химическом машиностроении,
Целью изобретения является снижение расхода металла при изготовлении заготовок фланцев и сокращение трудоемкости при их последующей механической обработке.
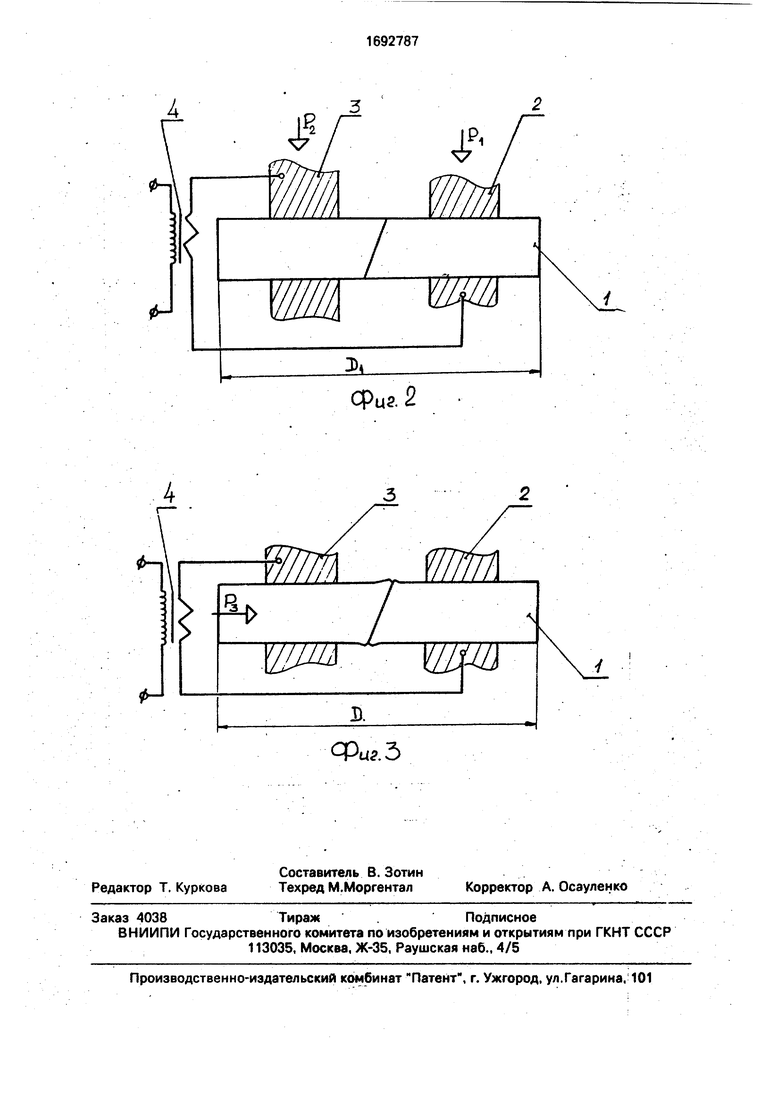
На фиг,1 показано взаимное расположение кромок вырезанной заготовки фланца; на фиг.2 - схема сварки заготовки фланца в момент, предшествующий началу оплавления; на фиг.З - схема сварки в момент окончания формирования сварного соединения под действем усилия осадки.
Сущность способа заключается в следующем.
Полосу свивают на фланцегибочной машине в спираль с наружным диаметром D
(фиг.1), затем спираль разрезают на единичные заготовки 1 с одновременной подготовкой кромок с углом а 45-80° и нахлесткой а, величина которой равна суммарному припуску на оплавление и осадку. Один конец заготовки 1 зажимают в неподвижном токо- подводе 2 усилием Pi, к подвижному токо- подводу 3 прикладывают усилие Рг, в результате чего кромки заготовки совмещаются встык. При этом заготовка раздается до диаметра Di, после чего включают сварочный трансформатор 4. Начинается процесс оплавления, по завершении которого отключают сварочный ток и прикладывают усилие осадки Рз, обусловливающее образование сварного соединения. Заготовка фланца принимает форму кольца с наружным диаметром D.
Пример. Сваривали фланцы Dy 350 мм, Ру 6 кгс/см2 по ГОСТ 12820-80. Заготовку для фланцев вырезали из спираOs
ч ю VI
со VI
ли, навитой из полосы размером 63x30. При Этом наружный диаметр спирали был 465- 470 мм, внутренний 340 мм. Заготовки вырезали со скосом кромок под углом 80° и нахлестом кромок 10-12 мм. Сварку выполняли на контактной машине типа Кб 17. Перед оплавлением к плоскости заготовки, Зажатой в токоподводах машины-, прикладывали усилие, параллельное оси заготов- «и, в результате чего происходило совмещение кромок встык и создавалась г редварительная деформация. Режим сварки импульсным оплавлением: Ifcxx - 7,6 В, частота вибрации 10-12 Гц, амплитуда вибрации 0,3 мм, величина оплавления €-7 мм, величина осадки 4-6 мм. Благодаря оплавлению и осадке кромок предварительная деформация исчезает, а заготовки после сварки практически не имеют эксцентриситета (их размеры соответствуют заданным). 1 Способ позволяет уменьшить припуски на механическую обработку деталей после сварки, тем самым уменьшить трудоемкость
3W
изготовления изделий, а также повысить качество фланцев за счет уменьшения их эл- липсности.
Формула изобретения
Способ изготовления деталей кольцевой формы, включающий спиральную навивку полосы на цилиндрическук) оправку, порезку на заготовки, стыковую контактную
сварку оплавлением с осадкой свариваемых кромок и механическую обработку, о т л и чающийся тем, что, с целью снижения расхода металла и трудоемкости механической обработки, плоскость реза заготовок
располагают под углом к плоскости, проходящей через продольную ось заготовки, при этом скос свариваемых кромок выполнен равным суммарному припуску на оплавление и осадку, перед оплавлением прикладывают к свариваемым кромкам усилие в направлении, параллельном оси заготовки навстречу друг другу до совмещения свариваемых кромок.
4
Н
Фиг 2
| Лошаков A.M | |||
| Сварка котельно-вспомо- гательного оборудования и трубопроводов, М.: Энергия, 1975, с.128. |
