Изобретение относится к области сварки углеродистых и легированных сталей и может быть использовано при изготовлении длинномерных рельсов и бесстыковых плетей для путей железнодорожного, городского и промышленного транспорта.
При строительстве, ремонте и текущем содержании бесстыкового пути одной из ключевых технологий является сварка рельсов.
Известен способ контактной стыковой сварки оплавлением (RU 2222415 С2, МПК В23К 11/04, 2004), при котором изменяют по заданным программам скорость подачи подвижной плиты машины (Vп), напряжение (U2) и воздействуют на скорость подачи изменением коэффициента отрицательной обратной связи по сварочному току. В качестве параметра управления используют величину энергии, генерируемой в контактах в искровом зазоре между сварочными деталями. Дискретно изменяют напряжение для каждого заданного интервала оплавления длительностью tп в функции приращения фактической средней скорости укорочения (Vф) за предыдущий интервал оплавления. Заданный интервал оплавления соответствует укорочению деталей на величину среднего искрового зазора между ними.
В соответствии с данным способом, процесс оплавления представляет собой последовательное выплавление каждого элементарного слоя, при котором температура приконтактных участков повышается и скорость плавления Vф стремится к повышению, если напряжение и соответственно подводимая мощность остаются постоянными. Снижение напряжения позволяет уменьшить скорость плавления Vф таким образом, чтобы она не превышала заданное значение Vф, которое всегда остается ниже Vп. Процесс нагрева обычно заканчивается установлением равновесного теплового состояния, когда прирост тепла в образцы прекращается. В этом случае величина напряжения устанавливается на минимальном заданном уровне U2, и его снижение автоматически прекращается.
Однако такой способ непрерывного оплавления, при котором происходит длительный технологический процесс нагрева, в связи с установившимся квазистационарным состоянием, ведет к увеличению линейной величины зоны термического влияния (ЗТВ), что оказывает негативное влияние на конструкционную прочность сварного соединения рельсов.
Известен способ контактной стыковой сварки оплавлением (SU 1662787, МПК В23К 11/04, 1991), включающий оплавление на заданный допуск на низкой начальной скорости перемещения и последующее ее повышение перед осадкой, при этом контролируют устойчивость оплавления на наличие короткого замыкания. Длительность короткого замыкания сравнивают с заданным значением и при его превышении детали разводят до прекращения короткого замыкания. Затем возобновляют оплавление на низкой начальной скорости сближения и по достижении устойчивого процесса оплавления повторно повышают скорость сближения и контроль.
Оплавление деталей при использовании описанного способа представляет собой своего рода пульсации, длительность которых определяется динамикой нагрева и разрушения контактных перемычек. Специалисты считают, что способ контактной сварки методом пульсирующего оплавления более экономичен и технологичен по сравнению с методом непрерывного оплавления.
Недостатком описанного способа пульсирующего оплавления является неустойчивый режим оплавления на первом участке технологического процесса, когда в контакт вступают твердые поверхности деталей и возникает непрерывное оплавление с переходом в резистивный нагрев. Оплавление на данном участке входит в неустойчивый режим и, как следствие, проявляются не стабильные результаты основных параметров сварки, которые характеризуют повторяемость результатов и качества сварного соединения.
Известен способ соединения рельсов с помощью сварки трением (RU 2384395 С2, МПК В23К 20/12, 2010), при котором на первой ступени осуществляют нагревание рельсов до температуры соединения путем прижатия друг к другу с одновременным колебательным движением торцевых поверхностей друг относительно друга. На втором этапе создают соединение рельсов, после выравнивания контуров или поперечных сечений, путем прижатия друг к другу торцевых поверхностей.
К недостаткам данного способа сварки относится необходимость использования крупногабаритного оборудования со стационарной установкой. Технология не может быть использована для сварки рельсов в полевых условиях. Кроме того, может иметь место радиальная деформация текстуры в зоне сварного шва и околошовных областях. При сильных динамических нагрузках возможна концентрация усталостных напряжений и возникновение других дефектов.
Специалистам известна машина для сварки с помощью трения (линейная фрикционная сварка) (LFW) и процесс сварки трением рельсов, который улучшил качество сварки по сравнению с традиционными способами соединения рельсов. После механических испытаний было установлено, что рельсовые стыки имеют хорошие механические свойства по сравнению с основным металлом свариваемых рельсов. Однако первые экспериментальные результаты, опубликованные в технических отчетах, неизвестны широкому кругу исследователей и не могут быть критически проанализированы научным сообществом (Штайгер М.Г., Балановский А.Е. Анализ технологий для сварки высокопрочных рельсов с позиции структурообразования при строительстве и реконструкции скоростных железнодорожных магистралей (обзор). Часть 2. // Вестник Иркутского государственного технического университета. 2018. Т.22. №7. С. 41-68).
Известен способ соединения рельсов (RU 2460618 С1, МПК В23К 20/12, В23К 9/16, 2012), при котором после закрепления деталей, сварку осуществляют как минимум в два прохода разными способами. Первый проход выполняют фрикционной сваркой путем погружения в стык свариваемых деталей вращающегося дискового инструмента. В результате получают паз, образующий разделку кромок и сформированный корень шва. Второй и, при необходимости, последующие проходы выполняют по сформированной разделке кромок видами сварки, относящихся к классу термических, например, аргонодуговой, электронно-лучевой или лазерной сваркой.
К недостаткам комбинированного способа сварки можно отнести ограниченные технологические возможности. Известный способ обеспечивает выполнение продольной сварки длинномерных деталей в виде пластин толщиной более 3 мм, но не пригоден для стыковой сварки рельсов. Подобная технология реализуется в способе сварки рельсовых стыков (RU 2270739 С1, 2006), при котором формирование корня шва выполняют путем фигурного реза поперечного сечения рельса, но она не предназначена для рельсосварочных машин. Кроме того, в упомянутых машинах не нашли применения рекомендуемые для использования в известном способе дополнительные виды сварки: аргонодуговая, электронно-лучевая и лазерная.
Наиболее близким по технической сущности к предлагаемому изобретению является способ соединения трением - токовым соединением (международная заявка WO/2020/216903, МПК В23К 11/02, В23К 20/02, В23К 20/12, В23К 28/02, 2020), при котором токопроводящие заготовки сначала приводят в контакт с обращенными друг к другу стыковочными поверхностями на этапе приближения (а), а затем на этапе трения (b) под осевым контактным давлением (р) приводят в относительное перемещение относительно друг друга, в частности вращают, до выравнивания торцов. В конце фазы шлифования окончательно прекращают относительное фрикционное движение заготовок. На этапе осадки (с) к заготовкам прикладывают контактное давление (р) и воздействуют на них непрерывным кондуктивным нагревом электрическим током, предпочтительно регулируемым постоянным. При этом заготовки прижимаются друг к другу, пластифицируются и соединяются.
Использование вышеприведенной технологии позволяет сваривать заготовки из сложных материалов, в частности стали, содержащей хром и/или марганец. Более низкое контактное давление и давление осадки позволяют избежать или уменьшить прогиб волокна в материале заготовки в зоне соединения. На этапе трения (b) корректируются ошибки формы заготовок, срезы скоса, удаляются загрязнения со стыковых поверхностей. Такая обработка способствует равномерному прохождению тока через соединяемые поверхности и равномерный нагрев этих поверхностей на этапе осадки (с).
Однако в известном способе на этапе (b) заготовки под осевым контактным давлением (р) приводят в относительное перемещение относительно друг друга, а именно, вращают или приводят в колебательное движение. Для обеспечения такого относительного перемещения массивных изделий, к которым относятся рельсы, требуется конструктивно сложное стационарное крупногабаритное оборудование и большой расход электроэнергии, что является существенным ограничением для использования при ремонте пути.
Сварка рельсов, укладываемых в главных путях на железных дорогах России, преимущественно выполняется относящейся к термомеханическому классу контактной сваркой оплавлением при изготовлении длинномерных рельсовых путей (в стационарных условиях, а также в полевых условиях при их укладке и ремонте бесстыковых путей).
При контактной сварке рельсов так же, как и при других видах сварки, происходит нагрев и непрерывное охлаждение металла в зоне термического влияния (далее - ЗТВ). Выбор теплового режима основан на исключении образования структур закалки (мартенсита и бейнита), вызывающих дополнительные напряжения и трещины, которые приводят к разрушению рельсов. (Козырев Н.А., Шевченко Р.А., Усольцев А.А., Крюков Р.Е., Князев С.В. Современные технологии сварки железнодорожных рельсов. Черная металлургия. Бюллетень научно-технической и экономической информации. 2018; 1(2): 62-68).
Статистический анализ всего эксплуатационного цикла сварных стыков рельсов отечественного и импортного производства на Российских железных дорогах свидетельствует об их недостаточной надежности.
Технической проблемой является создание такого способа сварки рельсовых стыков, который бы позволил с использованием имеющегося парка рельсосварочных машин оптимизировать технологический процесс путем использования преимущества предварительной подготовки торцов посредством обработки трением и последующей контактной сваркой оплавлением.
Технический результат, получаемый в результате использования предлагаемого изобретения, заключается в расширении технологических возможностей контактного способа сварки оплавлением, энергоэффективности, а также в улучшении качественных показателей сварного шва за счет уменьшения зоны термического влияния.
Для достижения указанного технического результата способ сварки рельсов включает закрепление свариваемых деталей, обработку кромок и предварительный подогрев свариваемых торцов рельсов посредством их трения с последующим выполнением контактной сварки оплавлением. При этом рельсы устанавливают с зазором между свариваемыми поверхностями, а предварительный подогрев осуществляют установленным в зазоре вращающимся дисковым инструментом, применяемым для сварки трением.
После завершения нагрева трением упомянутый дисковый инструмент удаляют из зазора и смыкают обращенные друг к другу торцовые поверхности рельсов для выполнения контактной сварки оплавлением.
На этапе предварительного подогрева увеличивают скорость подачи рельсов, на втором этапе проводят нагрев и оплавление торцов рельсов с постоянной скоростью их подачи, а на третьем этапе осуществляют завершающий нагрев перед осадкой. Третий этап сварки состоит из двух участков нагрева, первый из которых проводят с переменной скоростью подачи рельсов, а второй - с постоянной скоростью их подачи.
В предпочтительном варианте использования способа, сварку оплавлением производят в пульсирующем режиме. В альтернативном варианте сварку оплавлением производят в непрерывном режиме.
Благодаря введению в технологический процесс сварки стыков рельсов этапа предварительного подогрева трением, достигается возможность совмещения операции по удалению загрязнений со стыковых поверхностей, механической зачистке контактных поверхностей рельсов для устранения косины и неровностей торцов, предусмотренной ТУ 24.10.75-369-01124323-2019 «Рельсы железнодорожные, сваренные электроконтактным способом. Технические условия», с первоначальным нагревом соединяемых торцов перед последующими этапами программируемой контактной сварки оплавлением, что позволяет сократить время сварочного процесса.
С использованием возможности быстрого нагрева трением контактных торцов рельсов в зоне стыка на первом этапе технологического процесса, выполняемого при помощи вспомогательного абразивного инструмента, повышается эффективность использования электроэнергии за счет локализации нагрева в зоне стыка и сокращения потерь на обогрев окружающего пространства.
В результате улучшаются стартовые условия выполнения контактной сварки на втором этапе технологического процесса, в частности, для программирования режимов контактной сварки и достижения стабильности процесса пульсирующего оплавления с учетом имеющегося оборудования, размеров и материала соединяемых рельсов.
При выполнении контактной сварки методом пульсирующего оплавления для интенсификации теплопередачи увеличиваются электрические параметры, при этом уменьшается время сварки tcв. и геометрические размеры зоны термического влияния (ЗТВ), улучшаются качественные показатели сварного шва.
Изобретение поясняется с помощью чертежей. На фиг.1 изображен график типового программирования параметров при контактной сварке; на фиг.2 показан график программирования параметров сварки рельсов с предварительным подогревом торцов.
Способ сварки рельсов с предварительным подогревом их торцов осуществляется следующим образом.
Свариваемые рельсы закрепляют в зажимах (электродах) на подвижной и неподвижной колоннах сварочной машины, центрируют по поверхности катания колеса и позиционируют с зазором между их торцевыми свариваемыми поверхностями. После этого в упомянутый зазор погружают применяемый для сварки трением вращающийся дисковый инструмент (в виде абразивного диска), ось которого перпендикулярна плоскости торцов рельсов. Далее включают привод перемещения подвижной колонны сварочной машины со скоростью Vпк.
В процессе вращения дискового инструмента выполняется механическая зачистка торцов рельсов для устранения косины и неровностей контактных поверхностей, одновременно происходит нагрев свариваемых поверхностей за счет работы сил трения и выделение теплоты непосредственно на торцевых поверхностях рельсов.
В начальный момент коэффициент трения максимален и соответственно затраты мощности и тепловыделение в месте трущегося контакта возрастают.(Теория сварочных процессов / В.Н. Волченко, В.М. Ямпольский, В.А. Винокуров и др.; под ред. В.В. Фролова. - М.: Высш. шк., 1988, с. 137).
После разогрева торцов рельсов до требуемых температур, дисковый инструмент удаляют из зоны между ними. Далее рельсы сводят до соприкосновения обращенными друг к другу торцевыми поверхностями, прикладывая сжимающее усилие давлением р МПа вдоль продольной оси подвижного рельса. Затем включают сварочный трансформатор и выполняют по известным методикам этапы контактной сварки методом оплавления, с использованием требуемого для выбранного способа контактной сварки (непрерывным или пульсирующим оправлением) технологического процесса.
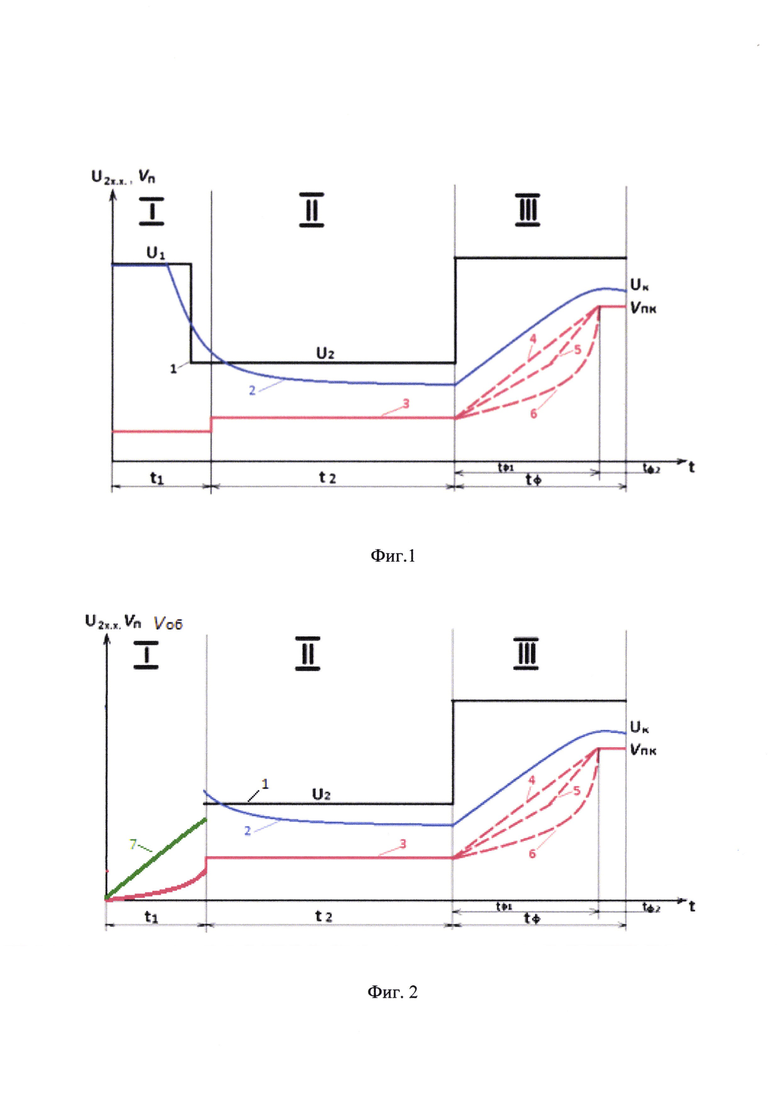
Основные принципы программирования параметров при контактной сварке рельсов изображены на графиках (на фиг.1, 2) в виде программы изменения вторичного напряжения холостого хода U2xx и скорости VПК подачи подвижной колонны сварочной установки на этапах программы.
Типовое программирование параметров сварки (фиг.1) предусматривают три основных этапа контактной сварки с оплавлением, длительность которых задается в функции припуска на оплавление в виде линейной величины или количества внесенной энергии.
На первом этапе типового программирования сварки (I) (t1) - этапе предварительного нагрева устанавливается низкая скорость подачи Vп, обеспечивающая устойчивое возбуждение оплавления.
Второй этап (II) (t2) - предусматривающий обеспечение требуемого нагрева и оплавления с постоянной скоростью, зависит от реализуемого технологического процесса - непрерывное оплавление (НО) или пульсирующее оплавление (ПО).
Третий этап (III) (tф) - этап завершающего нагрева (форсировки) перед осадкой отличается от предыдущих повышением скорости подачи подвижной колонны в зависимости от метода оплавления. Третий этап состоит из двух участков (tф1) - с малой скоростью подачи и (tф2) - увеличенной скоростью подачи.
Программирование параметров при способе сварки рельсов с предварительным подогревом свариваемых торцов (фиг.2) предусматривает этап предварительной механической обработки и два основных этапа контактной сварки оплавлением.
На первом этапе данной технологии (I) (t1) - этапе предварительного подогрева и механической обработки, устанавливается скорость оборотов Vоб дискового инструмента и скорость перемещения рельсов Vп, обеспечивающие механическую обработку и нагрев торцов рельсов.
Второй этап (II) (t1) - предусматривающий обеспечение требуемого нагрева и оплавления с постоянной скоростью, зависит от реализуемого технологического процесса - непрерывное оплавление (НО) или пульсирующее оплавление (ПО).
Третий этап (III) (tф) - этап завершающего нагрева (форсировки) перед осадкой отличается от предыдущих повышением скорости подачи подвижной колонны в зависимости от метода оплавления. Третий этап состоит из двух участков (tф1) - с малой скоростью подачи и (tф2) - увеличенной скоростью подачи.
На графиках (фиг.1, 2) обозначены: 1 - изменение вторичного напряжения холостого хода U2x.x., с помощью контакторной схемы U1, U2); 2 - то же с помощью тиристорной схемы, Uк; 3 - скорость подачи подвижной колонны Vпк в течение всего периода сварки; 4 - то же на этапе оплавления (форсировки) с нарастанием по линейному закону; 5 - ступенчатое повышение скорости; 6 - по полукубическому закону; t1, t2 - время сварки первого и второго этапов нагрева; tф - общее время третьего этапа нагрева (форсировки); tф1, tф2 - время участков третьего этапа; Vпк - конечная скорость оплавления на третьем этапе. (Резанов В.А., Воронин Н.Н., Сейдахметов Н.Б. Оптимизация методики оценки качества сварного соединения// Путь и путевое хозяйство. 2018. №5. С.8-10).
Позицией 7 на графике (фиг.2) обозначена линия, показывающая изменение скорости оборотов Vоб дискового инструмента.
На первом этапе типового технологического процесса контактной сварки (фиг.1) соприкосновение поверхностей происходит на микроуровне в точках, связанных с шероховатостью. Оплавление на данном участке входит в неустойчивый режим и процесс нагрева переходит из оплавления в резистивный нагрев, что влияет на стабильность прохождения следующих этапов технологического процесса и, как следствие, приводит к увеличению времени сварки и неравномерности зоны термического влияния (ЗТВ).
При сварке рельсов удельное усилие сдавливания, которое обеспечивает получение качественных сварных соединений, лежит в пределах от 0,39 до 0,59 МПа, причем деформация распространяется в основном на приконтактный слой, температура которого выше 1000°С.Исходя из этого, а также на основании данных, полученных опытным путем для каждой конкретной марки рельсовой стали, выбирают пороговое значение удельного усилия сжатия, обеспечивающее качество сварки (Резанов, В.А. Разработка метода оплавления контактной сварки легированных рельсовых сталей: дис. канд. технич. наук: 05.02.10 / В.А. Резанов. Москва, 2013. с. 140).
При возможности выбора между технологиями пульсирующим оплавлением (ПО) и непрерывного оплавления (НО), предпочтительно использование способа контактной сварки ПО. Этот способ позволяет путем многофакторного регулирования напряжения, тока и скорости перемещения деталей подавлять взрывоопасный процесс разрушения элементарных контактов при оплавлении. За счет этого удается поддерживать высокий термический КПД процесса для всего периода оплавления и получать высококонцентрированный нагрев. Кроме того, поверхность оплавления при ПО более ровная, глубина кратеров, и соответственно δискр (величина искрового зазора) уменьшается в 1,5-2,0 раза, а толщина расплава на поверхности рельса стабильно поддерживается постоянной достаточно высокой (Кучук-Яценко С.И., Дидковский А.В., Швец В.И., Руденко П.М., Антипин Е.В. // Автоматическая сварка. 2016. №5-6. С. 7-20).
Таким образом, наиболее эффективным решением вопроса повышения конструкционной прочности, эксплуатационной стойкости сварных рельсов новых марок сталей и снижения вероятности образования дефектов, связанных с образованием закалочных структур сварочного характера, является использование при производстве путевых работ контактного способа сварки рельсов с предварительным подогревом торцов трением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2809616C1 |
| Способ стыковой сварки рельсов с рельефной вставкой | 2024 |
|
RU2836940C1 |
| СПОСОБ ИНДУКЦИОННО-СТЫКОВОЙ СВАРКИ ПРОФИЛЕЙ РАЗЛИЧНОЙ КОНФИГУРАЦИИ | 2013 |
|
RU2558802C2 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2778711C1 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ БЕЗ УДАЛЕНИЯ ИХ С ПОЛОТНА | 2008 |
|
RU2364674C1 |
| Способ контактной стыковой сварки оплавлением | 2017 |
|
RU2644484C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ СТАЛЬНЫХ РЕЛЬСОВ | 2005 |
|
RU2296655C2 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ ОКРУЖАЮЩЕЙ СРЕДЫ | 2013 |
|
RU2551751C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
Изобретение может быть использовано при изготовлении сваркой длинномерных рельсов и бесстыковых плетей для путей железнодорожного, городского и промышленного транспорта. Рельсы, один из которых установлен с возможностью продольного перемещения, закрепляют с зазором между свариваемыми торцами для размещения вращающегося дискового инструмента. Сначала этим инструментом выполняют механическую зачистку торцов, а также их предварительный подогрев трением. После завершения нагрева трением дисковый инструмент удаляют из зазора и смыкают обращенные друг к другу торцовые поверхности рельсов для выполнения контактной сварки оплавлением. На этапе предварительного подогрева увеличивают скорость подачи рельсов. На втором этапе проводят нагрев и оплавление торцов рельсов с постоянной скоростью их подачи. На третьем этапе осуществляют завершающий нагрев перед осадкой, который состоит из двух участков нагрева, первый из которых проводят с переменной скоростью подачи рельсов, а второй – с постоянной скоростью их подачи. Предусмотрено выполнение контактной сварки непрерывным или пульсирующим оплавлением. Изобретение обеспечивает расширение технологических возможностей способа сварки рельсов, при этом повышается энергоэффективность и качество сварного шва. 3 з.п. ф-лы, 2 ил.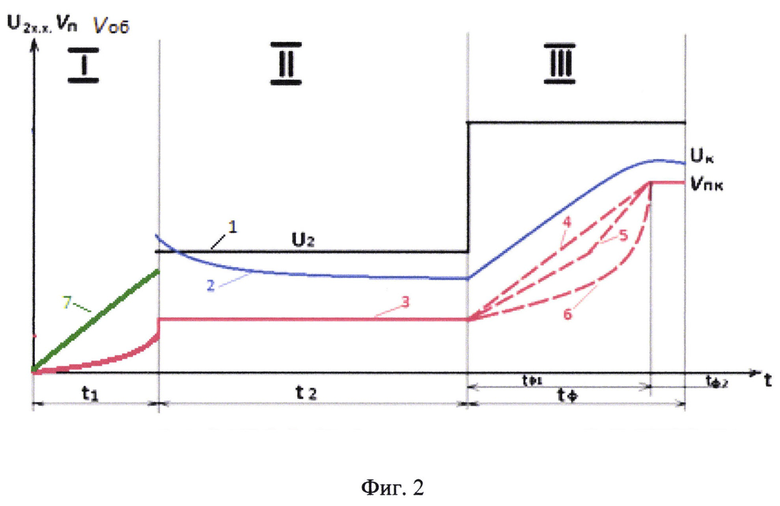
1. Способ сварки рельсов, включающий закрепление свариваемых деталей, обработку кромок и предварительный подогрев свариваемых торцов рельсов посредством их трения с последующим выполнением контактной сварки оплавлением, отличающийся тем, что рельсы устанавливают с зазором между свариваемыми поверхностями, на первом этапе осуществляют предварительный подогрев установленным в зазоре вращающимся дисковым инструментом, применяемым для сварки трением, а после завершения нагрева трением его удаляют из зазора и смыкают обращенные друг к другу торцовые поверхности рельсов для выполнения контактной сварки оплавлением, при этом один из свариваемых рельсов устанавливают с возможностью его продольного перемещения, причем на этапе предварительного подогрева увеличивают скорость подачи рельсов, на втором этапе проводят нагрев и оплавление торцов рельсов с постоянной скоростью их подачи, а на третьем этапе осуществляют завершающий нагрев перед осадкой, при этом он состоит из двух участков нагрева, первый из которых проводят с переменной скоростью подачи рельсов, а второй – с постоянной скоростью их подачи.
2. Способ сварки по п. 1, отличающийся тем, что сварку оплавлением производят в пульсирующем режиме.
3. Способ сварки по п. 1, отличающийся тем, что сварку оплавлением производят в непрерывном режиме.
4. Способ сварки по п. 1, отличающийся тем, что удельное усилие сдавливания рельсов находится в пределах от 0,39 до 0,59 МПа.
| WO 2020216903 A1, 29.10.2020 | |||
| Способ сварки трением разнородных материалов | 1986 |
|
SU1357169A1 |
| Способ сварки трением | 1988 |
|
SU1586879A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ И ИЗМЕРЕНИЕМ ТЕМПЕРАТУРЫ ОБРАЗЦОВ ИЗДЕЛИЙ РАЗЛИЧНОГО СЕЧЕНИЯ | 2012 |
|
RU2504462C1 |
| Способ стыковой контактной сварки инструментальных заготовок | 1958 |
|
SU122559A1 |

