(54) СПСХЮБ УПРАВЛЕНИЯ ТЕПЛОВЫМ РЕЖИМОМ В ДВУХВАННОЙ ПЕЧИ
1
Изобретение относится к черной . металлургии и может быть использовано при выплавке стали в двухванных сталеплавильных печах.
Известен способ выплавки стали в двухванной печи включающий продувку металла кислородом в одной ванне и нагрев скрала в другой за счёт тепла дымовых газов, образующихся при проду&ке металла, дожигание окиси углерода в ванне подогрева скрапа, частичное сжигание ее в рабочем пространстве ванны пpoдyвkи при участии воздуха, подсасываемого через вертикальный канал, прилегающий к ванне продувки, и отвод дымовых газов в общий боров l .
Недостаток этого способа состоит в том, что в периоды максимального выделения окиси углерода за счет ее дожи гания подсосанным через вертикальный канал воздухом температура свода в камере продувки достигается в отдельные периоды плавки и выше.
: ITO приводит к усиленному износу огнеупоров и снижает стойкость печи. Кроме того, поступление значительных количеств воздуха в печь приводит к росту давления в рабочем пространстве, особенно в период интенсивного выгорания углерода при продувке, что увеличивает выбросы сильно запыленных газов из рабочих окон в здание цеха.
fg Наиболее близким к изобретению является способ управления тепловым режимом в плавильной печи, Бключак щий регулирование расхода топлива по температуре свода ванныподогрева па и регулирование расхода- кислорода на продувку по температуре свода продувочной ванны, поддерживая температуру свода продувочной ванны в пределах 150О-1650 0. Подсос атмосферного
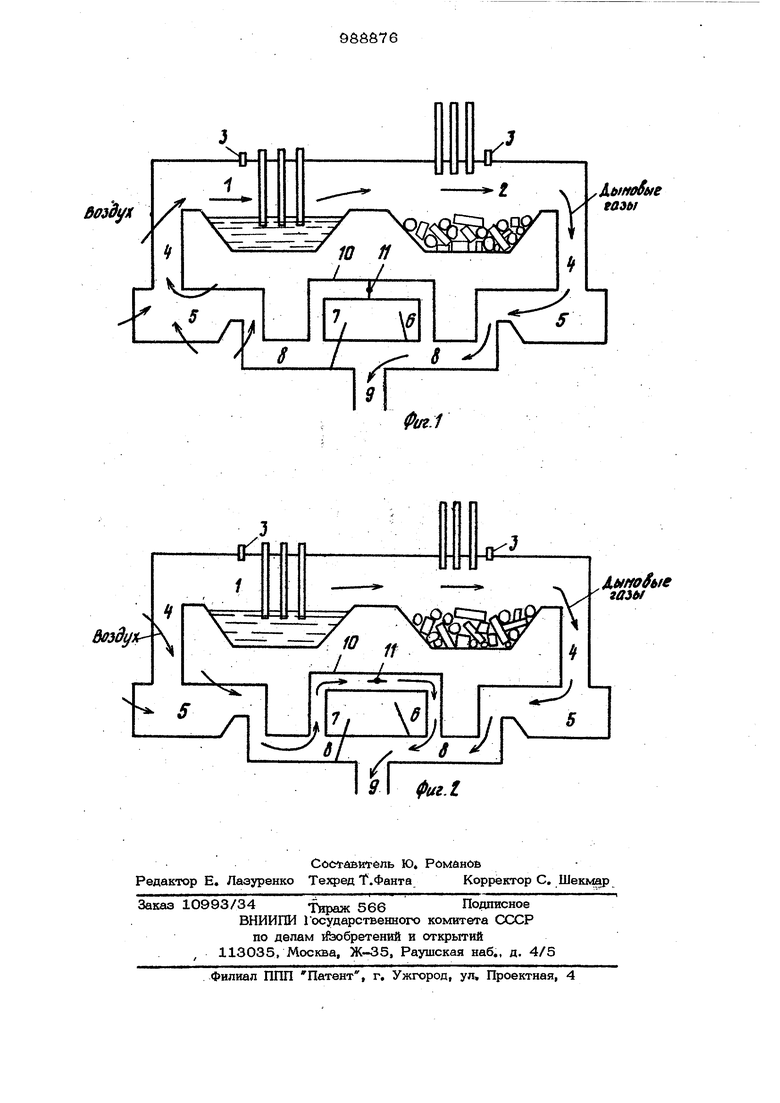
2Ъ воздуха в рабочее пространство происходит через неплотности кладки вертикального канала, шлаковика и других элементов газохода. Подсасываемый воздух идет на поджигание окиси углерода, выделяющейся в процессе продувки металла кислородом 2 J . Недостаток данного способа состоит в том, что в период интенсивного выделения окиси углерода при продувке кислородом для поддержания температуры свода камеры продувки в пределах 15ОО-1650с необходимо снилсать интенсивность продувки металла кислородом, что снижает производительность агрегата. Кроме того,, при существующем на большинстве двухванных печей страны недостаточном резерве тяги поступление значительных количеств создухг в печь увеличивает объем дымовых газов, что приводит к росту давления в рабочем пространстве и увеличивает выбросы запыленных газов из рабочих окон двухванных печей в атмосферу цеха, Цель изобретения - повышение произ водительности двухванной печи и снижение выбросов запыленных газов в атмос феру цеха. Поставленная цель достигается тем, что согласно способу управления тепловым -режимом в двухванной печи, имеющей байпасный газоход с регулирующим клапаному включающему регулирование расхода кислорода по температуре свода в ванне продувки, при этом поддерживают температуру свода продувочной ванны в пределах 1600-1650 С, при превышении температуры свода 1650 С при максимальной интенсивности продувки металла кислородом перераспределяю количество подсосанного воздуха., поступагсгщего в ванну продувки, путем воздей ствия на клапан байпасного газохода. При этом одновременно с открытием клапана байпасного газохода увеличиваю расход кислорода в ванне подогрева скр па. Отвод воздуха, подсасываемого через шлаковик и вертикальный канал, прилега ющий к ванне продувки, в общий боров по байпасному газоходу и регулирование его расхода по температуре. свода продувочной ванны позволяет вести продувку металла кислородом с максимальной инстенсивностью на протяжении всей плавки, не снижая стойкости свода, так как температура свода поддерживается на допустимом уровне, не более На фиг, 1 изображена схема эвакуации дымовых газов при температур свода продувочной ванны до 1600 С , на фиг, 2 - то же, при температуре сво да свыше 1650 С, Двухванная печь имеет ванну 1 продувки, ванну 2 нагрева скрапа, в своде которых установлены датчики 3 температуры свода, вертикальные каналы 4, шлаковики 5, шиберы 6 и 7, дымоход 8, общий боров 9, байпасный газоход 10, регулирующий клапан 11, Печь рабо 1ает по принципу совмещения в одной вакне продувки металла кислорода и нагрева скрапа в другой ванне, теплом дымовых газов, образующихся при продувке. При температуре свода ванны продувки менее 1600С дымовые газы поступают из ванны 1 в ванну 2 подогрева скрапа, а из нее через вертикальный канал 4, шлаковик 5, дымоход 8 в общий боров 9, Шибер 6 открыт, а шибер 7 закрыт. Регулирующий клапан 11 на байпасном газоходе 10 закрыт. Воздух, подсасываемый через неплотности шлаковика 5 и вертикального канала 4, прилегающих к ванне 1, поступает в ванну 1 и используется в основном для дожигания окис11 углерода в ванне 1, При достижении температурь ; свода 165О С (фиг. 2) открывают клапан 11, и воздух, подсасываемый через неплотности шлаковика и вертикального канала, прилегающих к ванне 1 за счет разрйжения в общем борове 9 отводится по байпасному газоходу в общий 6opOBj минуя рабочее пространство. Исполнительный механизм регулирующего клапана 11 байпасного газохода дистанционно связан с датчиком 3 температуры свода. Открытие регулирующего клапана осуществляется до тех пор, пока температура свода ванны 1 не снизится до допустимого уровня. При этом дожигание окиси углерода переводится из ванны 1 в ванну 2, что обеспечивает максимальную интенсивность продувки металла кислородом и улучшает эффективность нагрева шихты в ванне 2 без снижения стойкости печи. Одновременно с откры- тием клапана 11 байпасного газохода Ю увеличиваю1Т расход кислорода, подаваемого в ванну подогрева скрапа, обеспечивая этим полноту сжигания окиси углерода. При снижении температуры свода ванны 1 менее leOO С регулиру-: юший клапан 11 закрывают, уменьшают подачу кислорода в камеру подогрева скрапа 2 и -отвод газов осуществляют по известному способу. Отвод воздуха, подсасьгааемого через неплотности газохода, прилегающего к ванне продувки, в общий боров, минуя
рабочее пространство печи, обеспечивает регулирование расхода окислителя на горение технологических газов. За счет этого процесс сжигания технологических газов переносится кэ продувочной ъапны в ванну подогрева скрапа, что позволяет на протяжении всей плавки поддерживать температуру свода ванны продувки на допустимом уровне при максимальной интенсивности продувки металлакислородО1,тем самым достига максимальную производительность печи без снижения ее стойкости. Перераспределение сжигания окиси углерода то в одной, то в другой ванне и подача допол нительных количеств кислорода в ванну подогрева скрапа улучшают тепловую работу печи за счет сокращения тепловых потерь продувочной ванны и улучшения теплообмена между дымовыми газами и нагреваемой шихтой. Одновременно от вод подсосов воздуха в общий боров, минуя рабочее пространство печи, пог воляет уменьшить объем дымовых газов, тем самым снизить давление газов в печи до оптимального уровня (35-40 Па) и,резко сократить выбросы запыленных газов из рабочих окон в цех. Благодаря этому существенно улучшаются условия труда, устраняется, загрязнение воздушного бассейна и улучшается тепловая работа печи за счет уменьшения тепловых потерь с отходящими дьгмовыми газами,,
Установлено, что применение предлага емого способа на двухванной печи обеопечивает увеличение ее производительности на 3-5% и улучшает тепловую работу печи, что приводит к снижению удельного расхода жидкого чугуна на 4-6 кг/ стали.
Экономический эффект при годовой производительности печи 1,2 1О -т составляет 2О7,6 тыс. руб. в год на одну печь.
Формула изобр е т е н и я
1.Способ управления тепловым режимом в двухванной печи, имеющий байпаоный газоход с регулируюошм клапаном, включающий регулирование расхода кио- лорода по температуре свода в ванне продувки, при этом .поддерживают температуру рвода продувочной ванны в пределах 15ОО-165О С, отличающ и и с я тем что, с аелью повышения производительности печи и снижения выбросов запыленных газов в атмосферу цеха, при превьинении температуры свода 165О°С при максимальной интенсивности продувки металла кислородом перераспределяют количество подсосанного воздуха, посяупающего в ванну продувки, путем воздействия на клапан байпасного газохода
2.Способ по п,, отличающий с-.я тем .что, одновременно с открытием клапана байпасногО газохода увеличивают расход кислорода в ванне подогрева С1фапа,
Источники информации, приня-ные во внимание при экспертизе
1.Бородулин В, Н, и др. Работа двухванных сталеплавильных печей, М,, Черметйнформация, сер, 6, с, 16-28,
2.Авторское свидетельство СССР № 521318, кл, 21 С 5/О4, 1974,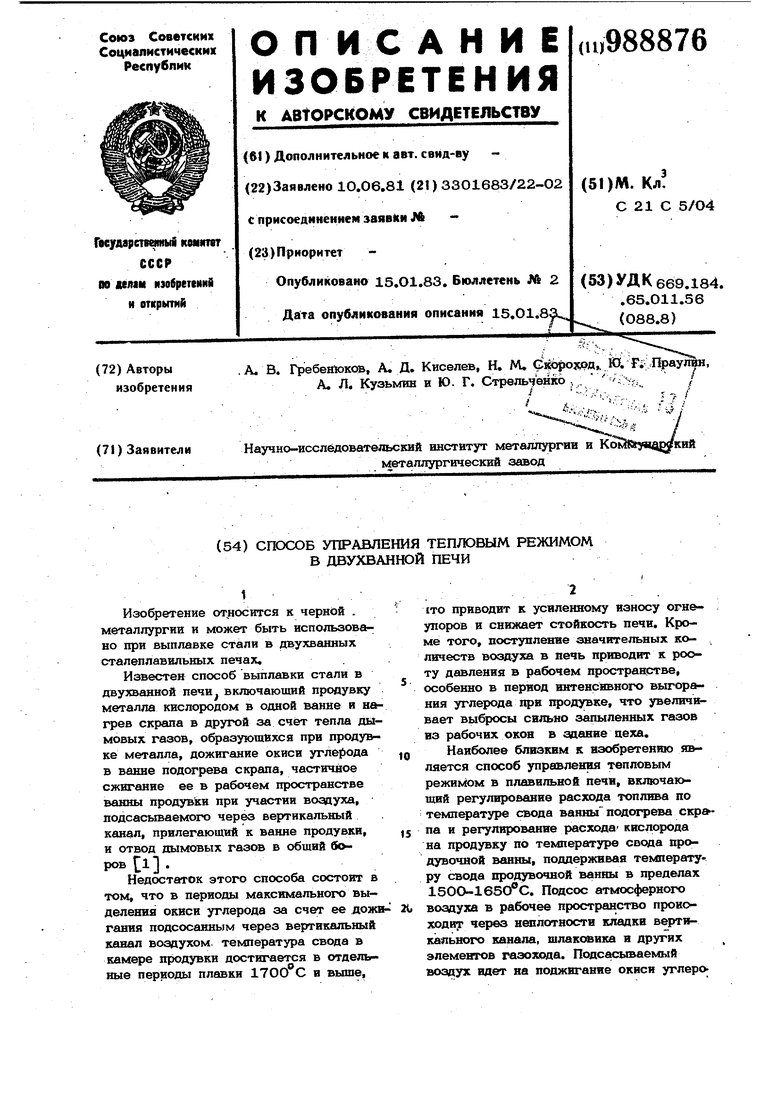

| название | год | авторы | номер документа |
|---|---|---|---|
| Двухванная сталеплавильная печь | 1979 |
|
SU846945A1 |
| Способ выплавки стали в двух-ВАННОй пЕчи | 1978 |
|
SU819180A1 |
| Способ выплавки стали в двухванных печах | 1983 |
|
SU1148873A1 |
| ДВУХВАННАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ | 1973 |
|
SU376642A1 |
| Двухванная сталеплавильная печь | 1977 |
|
SU620774A1 |
| Способ выплавки стали в двухванном сталеплавильном агрегате | 1988 |
|
SU1693076A1 |
| Двухванная сталеплавильная печь | 1982 |
|
SU1084569A1 |
| Способ выплавки стали в двухванной печи | 1980 |
|
SU899657A1 |
| Способ выплавки стали в двухванной печи | 1976 |
|
SU954427A1 |
| Двухванная сталеплавильная печь | 1976 |
|
SU594394A1 |