-
Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления никелевых покрытий с деталей из цинковых сплавов | 1988 |
|
SU1615240A1 |
| СПОСОБ УДАЛЕНИЯ АЛЮМИНИДНОГО ПОКРЫТИЯ НА ОСНОВЕ НИКЕЛЯ | 2001 |
|
RU2211261C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ С ПОВЕРХНОСТИ ДЕТАЛИ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИЯ И НИКЕЛЯ | 2023 |
|
RU2805723C1 |
| Электролит латунирования | 1977 |
|
SU802407A1 |
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-РЕЛЬЕФНЫХ ЭЛЕМЕНТОВ АНТЕННО-ФИДЕРНЫХ УСТРОЙСТВ | 2012 |
|
RU2472872C1 |
| Способ электрохимического удаления покрытия | 2019 |
|
RU2721337C1 |
| Способ активации кокса | 2024 |
|
RU2832352C1 |
| ЭЛЕКТРОЛИТ ДЛЯ НЕПОСРЕДСТВЕННОГО НИКЕЛИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2061104C1 |
| СПОСОБ ИЗБИРАТЕЛЬНОГО УДАЛЕНИЯ СОСТАВОВ ДЛЯ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ ИЗ СОЕДИНЕННЫХ УЗЛОВ (ВАРИАНТЫ) | 2002 |
|
RU2242544C2 |
Изобретение касается электрохимического производства и может быть использовано в практике гальванических цехов, где осуществляется удаление дефектных никелевых покрытий. Целью изобретения является снижение токсичности и повышение работоспособности электролита. Для этого электролит на основе серной и фосфорной кислот дополнительно содержит персульфат калия 0,4-0,6 мас.% и глицин 0,9-1,1 мас,%. 2 табл.
Изобретение относится к области .электрохимических производств и может быть использовано в практике гальванических цехов, где осуществляется удаление дефектных никелевых покрытий.
Цель изобретения-снижение токсичности и повышение работоспособности электролита.
Состав готовят смешением компонентов. Персульфат калия и глицин растворяют в отдельных порциях воды и сливают вместе. В приготовленную смесь вводят вначале фосфорную, а потом серную кислоту.
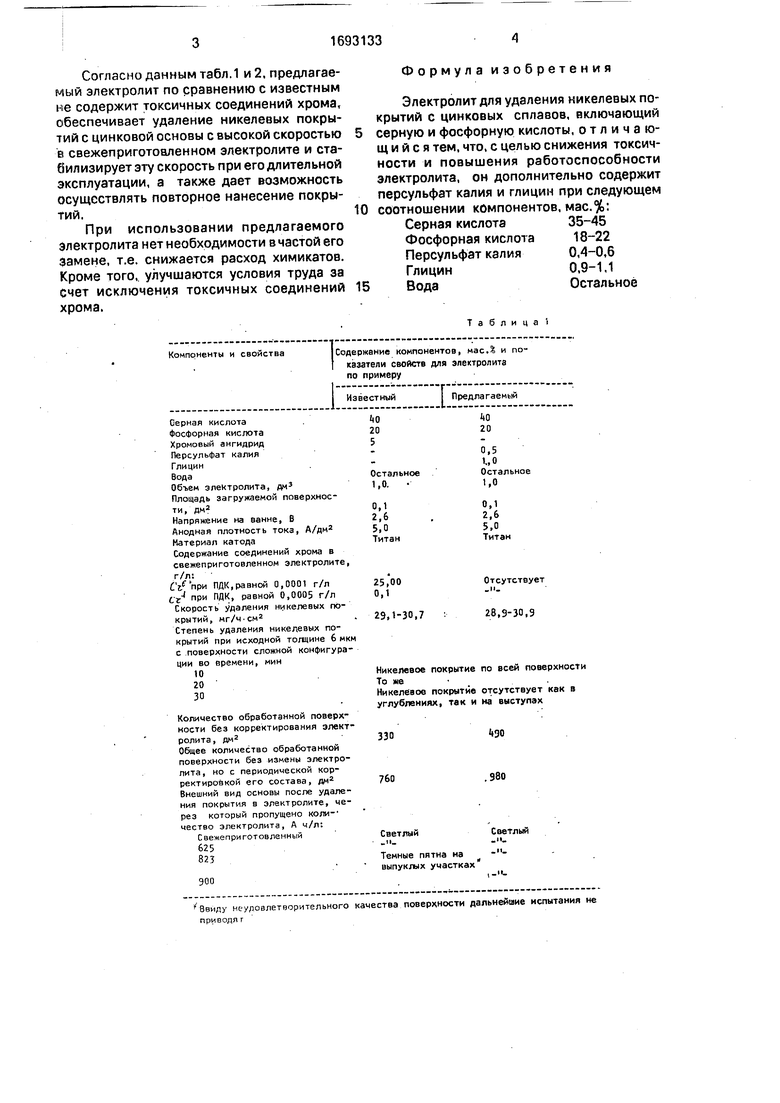
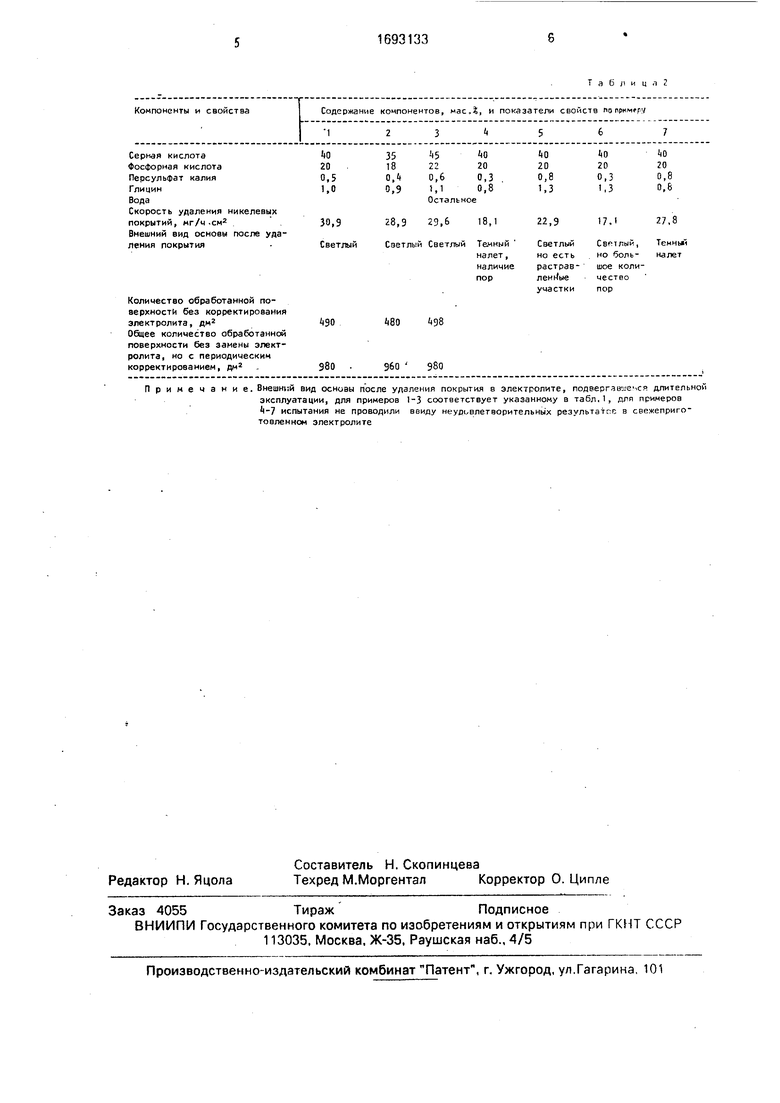
Сравнение характеристик предлагаемого электролита и известного представлено в табл.1, Использование предлагаемого электролита иллюстрируется примерами, приведенными в табл.2. Во всех примерах объем электролита 1 дм3; загрузка 0,1 дм2; напряжение на ванне 6 В, анодная плотность тока
гу
6-7,5 А/дм . Материал катода - свмнец. Так как процесс ведется при постоянном напряжении, указаны пределы, в которых при этом колеблется плотность тока. Удаление никелевых покрытий можно осуществлять в предлагаемом электролите и при более низком напряжении, состояние основы при этом.не отличается от указанного в примерах, но скорость удаления покрытий снижается. Величина напряжения, указанная в табл.1 и 2, выбрана потому, что она соответствует величине напряжения в известном электролите.
В качестве катодного материала при использовании предлагаемого электролита кроме свинца можно применять титан. Результаты при этом аналогичны данным табл.1 и 2, в которых свинец указан потому, что он соответствует катодному материалу в известном электролите.
О
о со
со
CJ
Согласно данным табл.1 и 2. предлагаемый электролит по сравнению с известным не содержит токсичных соединений хрома, обеспечивает удаление никелевых покрытий с цинковой основы с высокой скоростью в свежеприготовленном электролите и стабилизирует эту скорость при его длительной эксплуатации, а также дает возможность осуществлять повторное нанесение покрытий.
При использовании предлагаемого электролита нет необходимости в частой его Замене, т.е. снижается расход химикатов. Кроме того, улучшаются условия труда за Счет исключения токсичных соединений хрома.
Компоненты и свойства
IСодержание компонентов, масД и показатели свойств для электролита по примеру
Количество обработанной поверхности без корректирования электролита , дм2
Общее количество обработанной поверхности без измены электролита, но с периодической корректировкой его состава, дмг Внешний вид основы после удаления покрытия в электролите, через который пропущено коли- чество электролита, А ч/л:
С вежепри готовленный
625
82
900
ввиду неудовлетворительного качества поверхности дальнейшие испытания не
приводя г
Формула изобретения
Электролит для удаления никелевых покрытий с цинковых сплавов, включающий серную и фосфорную кислоты, отличающийся тем, что, с целью снижения токсичности и повышения работоспособности электролита, он дополнительно содержит персульфат калия и глицин при следующем соотношении компонентов, мас.%:
Серная кислота Фосфорная кислота Персульфат калия Глицин Вода
Таблица 1
35-45 18-22 0,4-0,6 0,9-1,1 Остальное
углублениях, так и на выступах
330
It90
760
.980
СветлыйСветлый
ii - Темные пятна на выпуклых участках
,и.
Количество обработанной поверхности без корректирования
электролита, дм2Ц$0Ц80 tg8
Общее количество обработанной поверхности без замены электролита, но с периодическим корректированием, дм2980 -960 980
Примечание. Внешний вид основы после удаления покрытия в электролите, подвергавшееся длительной эксплуатации, для примеров 1-3 соответствует указанному в табл.1, для примеров 1-7 испытания не проводили ввиду неудовлетворительных результатс-с в свежеприготовленном электролите
Т а Ь л и ц л с
| Справочное руководство по гальвано- .технике,/Под ред | |||
| В.И.Лайнера | |||
| - М.: Металлургия, 1972, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Авторское свидетельство СССР Мг 16155240, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
