. Изобретение относится к электрохимическому произ водс тву и может. быть использовано в практике гальванических цехов, где осуществляется удаление дефектных никелевых покрытий.
Цель изобретения - обеспечение полного удаления покрытия с поверхности сложной конфигурации без растравливания основы и увеличение срока службы -электролита. .
Способ удаления никелевых покрытий осуществляют следующим образом.
Основу из цинковых сплавов с никелевым покрытием погружают в раствор, содержащий смесь серной, фосфорной и хромовой кислот, в качестве анода. В качестве катода погружают, пластину из титана, соотношение катодной и анодной поверхностей выдерживают в пределах 3,5-4,5. Загрузку производят под током, при этом устанавливают напряжение на ванне 2,4-2,6 В. Обработку продолжают до полного удале шя
-никелевого покрытия с Поверхности.
При соотношении катодной и анодной поверхностей, равном 3,5-4,5, и использовании титана в качестве ка-уода основная анодная реакция удаления никелевых покрытий сопровождается боль , шой электродной поляризуемостью. Побочная реакция - выделение кислорода - происходит незначительно. Высокая электродная поляризуемость обеспечивает равномерность распределения тока по I поверхности сложной конфигурации, бла-| годаря чему удаление никелевых покрытий на выпуклых участках и во впади.1нах происходит с одинаковой скоростью. Обнажение отдеаьных участков и растО5ел to
4
равливание основы не наблюдаетйя
(табл. 1),
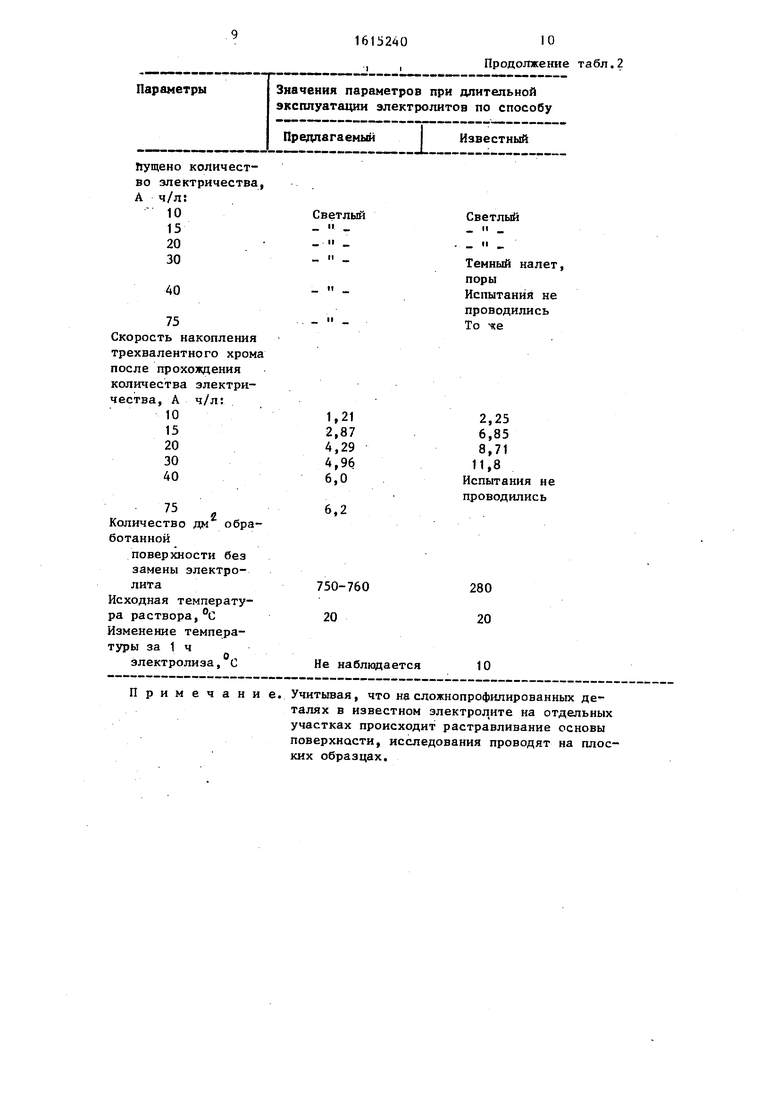
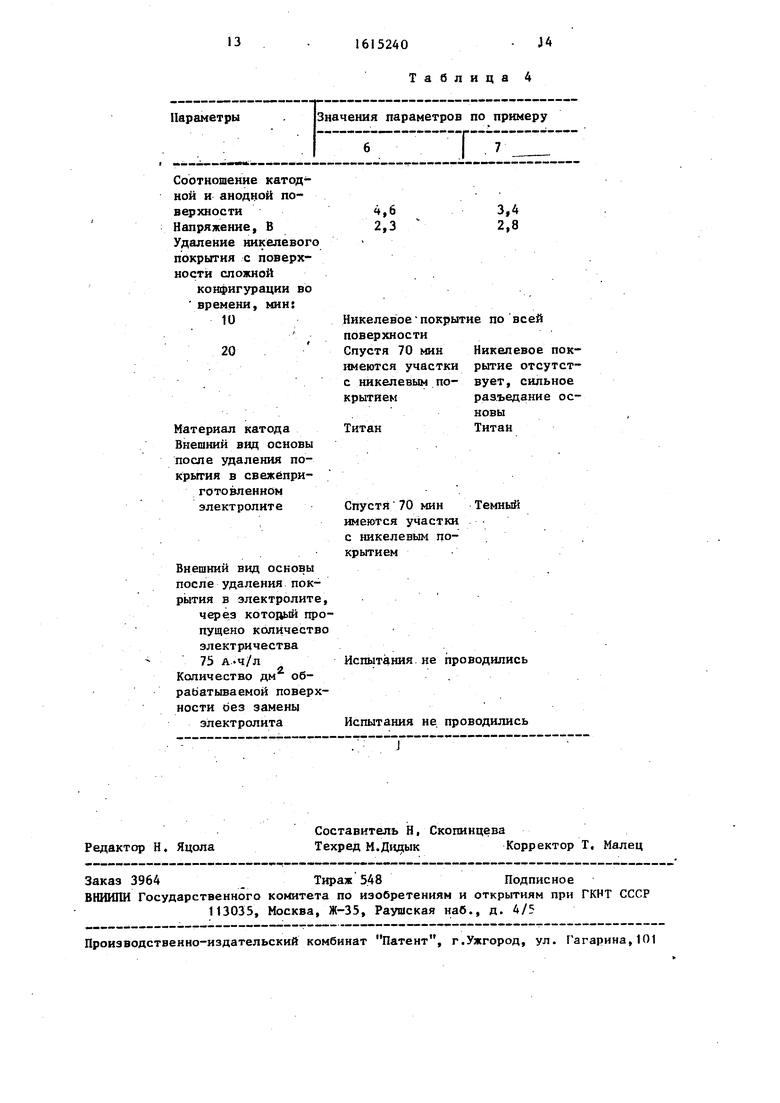
На катоде из титана основной реакцией квляется выделение водорода, протекающее без затруднений. Побочная реакция - восстановление шестивалент- цого хрома до трехвалентного - происходит с небольшой скоростью. Поэтому при длительной эксплуатации электролита уменьшение содержания шестивалентного хрома незначительно и накопление трехвалентного хрома невелико. В результате даже при длительной эксплуатации электролита обеспечивается погшое удаление покрытий без растравливания основы и необходимость в частой замене электролита отпадает (табл. 2), На поверхности сложной конфигурации обнажение основы происходит одновременно как на выступающих- участ ках, так и во впадинах.Основа имеет .светлый вид без пятен, темных налетов и растравленных участков. При повторном никелировании сцепление покрытия с основной получается прочным. При длительной эксплуатации электролита при 75 полное удаление никелевого покрытия также происходит без растравливания основы. Осуществление способа иллюстрируется примерами, приведенными в табл. 3 и 4.
При осуществлении известного.способа напряжение поддерживают равным 6 в а в качестве катода применяют свинец. При этом электролит постепенно разогревается, а на аноде удаление никелевого покрытия сопровождается значительным ввделением киспорода, вызывающим бурное перемешивание электролита в прианодном пространстве. По догрев и перемешивание электролита приводят к резкому снижению поляризуемости, в результате чего распределение тока по поверхности основы становится неравномерным. Поэтому, еслк с поверхности простой конфигурации удаление никелевьт покрытий происходит с одинаковой скоростью на всех участках, то на поверхности сложной конфигурации в первую раство ряется покрытие на вьшуклых участках. 11ри этом во впадинах никелевое покрытие еще не успевает раствориться, а на выпуклых участках уже обнажается основа . Сочетание участков, покрытых ;никелем, и обнаженных участков созда- 1ет гальванопары, работа котррых приводит к усиленному растворению обна
. - Ж5ШШХ участков, как более отрицательных по сравнению с участками, покрытыми никелем. В результате основа сложг ной конфигурации растравливается (табл. 2). На свинцовом катоде выделение водорода происходит со значительными затруднениями.вследствие чего возрастает скорость побочной , Q реакции восстановления шестива- лентното хрома до трехвалентного. Поэтому при длительной эксплуатации электролита содержание шестивалентнот го хрома падает, а концентрация трех- с валентного хрома возрастает. Присутствие определенной концентрации шестивалентного хрома в растворе необходимо для пассивирования обнажающейся основы и защиты ее от растравливающе- Q го действия электролита. При уменьшении содержания- шестивалентного хрома защитный эффект подавляется,
Накопление трехвалентного хрома допустимо только до определенного 5 содержания, .после превышешш которого трехвалентный хром как восстановитель нейтрализует пассивирующее дей-. ствие хрома шестйвалентного. Поэтому при длительной эксплуатации электролита по известному способу из-за уменьшения содержания шестивалентного хрома и накопления трехвалентного хрома растравливание основы происходит даже на поверхности простой.конфигурации (табл. 2). Причем, даже если электролит откорректировать по содержанию шестивалентного хрома, негативное .е трехвалентного хр ома не устраняется. Цинковый сплав включает, дп кроме цинка, алюминий и медь, При подавлении защитного действия тестива-s лентного хрома алюминиевые и цинковые компоненты сплава вытравливаются, а медь вьщеляется на поверхности в виде дс темного порошка, наличие которого препятствует сцеплению вновь осаждаемого покрытия с основой. Из-за этого основа с темным налетом для повторного осаждения покрытия становится не50
пригодной, а электролит,.в котором
55
наступает описанное явление, подлежит замене новым.
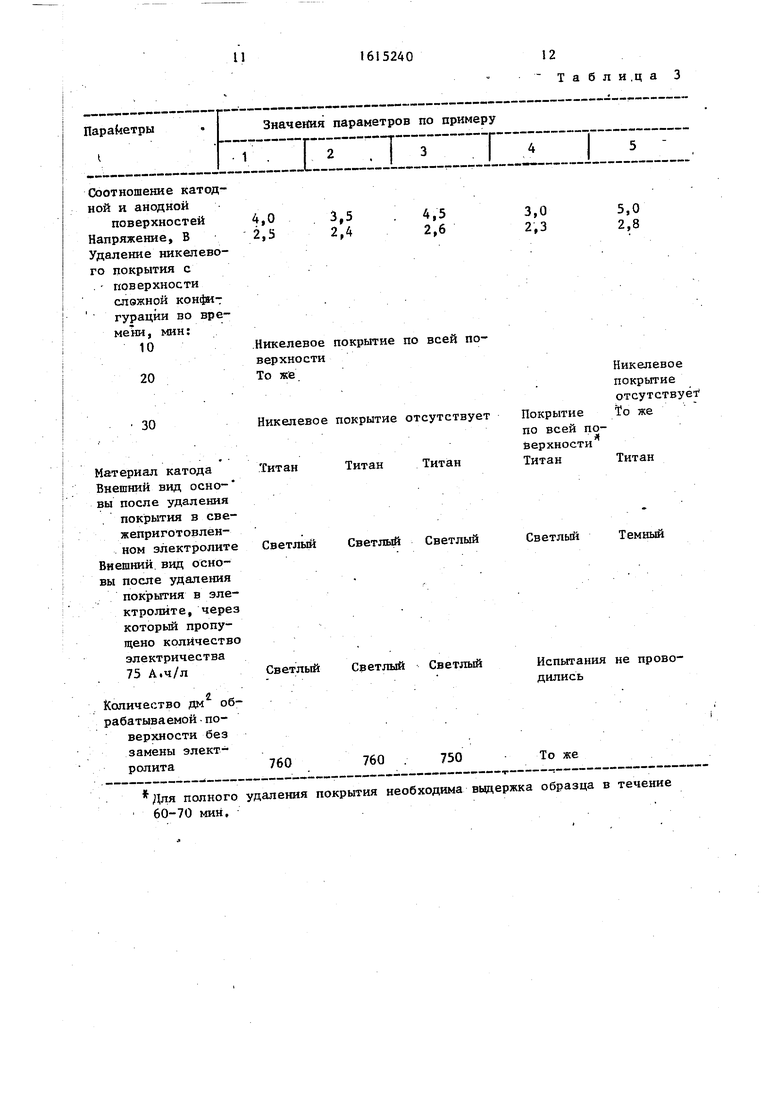
При использовании соотношения катодной и анодной поверхностей ниже 3,5 и напряжение ниже 2,4В скорость удаления никелевых покрытий резко падает и процесс становится непроизводительным (табл. 3, пример 4). Применение соотношения катодной и анодной поверхностей выше 4,5 и напряжения вы5161
ше 2,6В вызьшает растравливание основы при -полном удалении никелевых пок- рытий с поверхности сложной конфигурации (табл. 3, пример 5). Ввиду непригодности предлагаемого способа с запредельными значениями в свежеприготовленном электролите испытания способа с запредельными значениями при длительной эксш1уатаи 1И электролита не проводят.
Такш-i образом, согласно данным табл. 1-4 предлагаемый способ по сравнению с известным об.еспе1Гивает полное удаление никелевых покрытий с поверхности сложной конфигурации без растравливания основы и делает возможным ее повторное использование, увеличивает срок службы электролита без за ме- ны в 2,7 раза и. сокращает расходы -на химикаты и материалы.
При осуществлении предлагаемого способа по сравнению с известным способом - напряжение снижается в 2,5 ра5240°
за, что приводит к экономии расхода электроэнергии. В качестве катода в предлагаемом способе используется титан, т.е. металл менее дефицитный и менее дорогостоящий по сравнению с о свинцом.
Формула изобретения Способ удаления никелевых покрытий
с деталей из цинковых сшшвов в электролите, содержащем серную фосфорную и хромовую кислоты, включающий анодную обработку, отличаю- щ и и с я тем, что, с целью повьше- ния степени удаления покрытий с поверхности сложной конфигурации без растравливания основы и увеличения срока службы электролита, удаление проводят при соотношении поверхности катода и анода 3,5-4,5 и напряжении ,6 В с использованием титана в качестве материала катода.
Т а б л и ц а 1


| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для удаления никелевых покрытий с цинковых сплавов | 1989 |
|
SU1693133A1 |
| Способ электроосаждения хромовых покрытий из электролита на основе гексагидрата сульфата хрома (III) и формиата натрия | 2023 |
|
RU2814771C1 |
| Способ хромирования | 1987 |
|
SU1502665A1 |
| Способ регенерации электролита хромирования | 2022 |
|
RU2789159C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЛОЖЕК С ПОКРЫТИЕМ НА ОСНОВЕ ХРОМА - ОКСИДА ХРОМА | 2014 |
|
RU2692538C2 |
| Способ получения оксида хрома /III/ | 1989 |
|
SU1788087A1 |
| ПОКРЫТИЯ ХРОМ-ОКСИД ХРОМА, НАНЕСЕННЫЕ НА СТАЛЬНЫЕ ПОДЛОЖКИ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ, И СПОСОБ ПОЛУЧЕНИЯ ТАКИХ ПОКРЫТИЙ | 2013 |
|
RU2655405C2 |
| Способ электрохимического осаждения пленок пермаллоя NiFe с повышенной точностью воспроизведения состава | 2017 |
|
RU2682198C1 |
| ПОКРЫТИЯ ХРОМ-ОКСИД ХРОМА, НАНЕСЕННЫЕ НА СТАЛЬНЫЕ ПОДЛОЖКИ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ, И СПОСОБ ПОЛУЧЕНИЯ ТАКИХ ПОКРЫТИЙ | 2013 |
|
RU2660478C2 |
| СПОСОБ ЭЛЕКТРОПЛАКИРОВАНИЯ НЕПОКРЫТОЙ СТАЛЬНОЙ ПОЛОСЫ ПЛАКИРУЮЩИМ СЛОЕМ | 2017 |
|
RU2743357C2 |
Изобретение относится к электрохимическим производствам и может быть использовано при удалении дефектных покрытий. Целью изобретения является полное удаление покрытий с поверхности сложной конфигурации без растравливания основы и увеличение срока службы электролита. Способ включает анодную обработку деталей при отношении катодной поверхности к анодной 3,5-4,5 и напряжении 2,4-2,5 В с использованием титана в качестве катода. 3 табл.
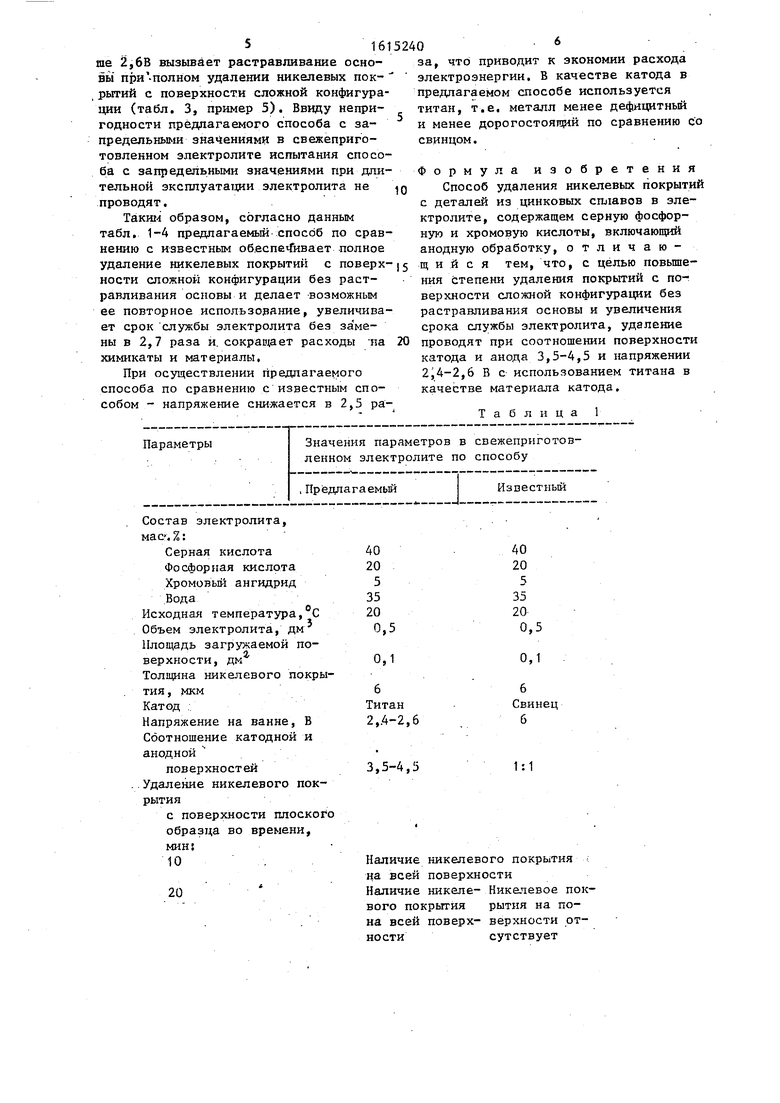
Состав электролита, мас , %:
Серная кислота Фосфорная кислота Хромовый ангидрид Вода
Исходная температура,°С Объем электролита, дм Площадь загружаемой поверхности, дм Толщина никелевого покрытия , мкм Катод
Напряжение на ванне, В Соотношение катодной и анодной
поверхностей
.Удаление никелевого покрытия
с поверхности плоског образца во времени,
МИН
10 , 20
,6
40
20
5
35 20 0,5
0,1
6
Свинец 6
3,5-4,5
1:1
Наличие никелевого покрытия i на всей поверхности Наличие никеле- Никелевое пок- вого покрытия рытия на по- на всей поверх- верхности от- ности сутствует
30
Внешний вид основы после снятия никелевого покрытия
Удаление никелевого покры- тия с поверхности сложной конфигурации по времени, мин: 10
20
Никелевое покрытие на поверхности отсутствует
Светлый
30
Внешний вид основы после снятия никелевого покрытия
Наличие никелевого покрытия на всей поверхности
Наличие никелево- Наличие никеле- го покрытия на вого покрытия в всей поверхности углублениях и
, впадинах, обнажение основы на выступающих участках
Никелевое покрытие во впадинах отсутствует,сильное разъедание основы на выступающих участках Светлый, без рас- Темньш налет по
Никелевое покрытие на поверхности отсутствует
травливания
всей поверхности, крупные поры на- выступающих участках
Объем электролита, дм Площадь загружаемой поверхности, дм
Напряжение на ванне, В
Соотношение катодной и анодной
поверхностей Внешний вид основы после обработки в электролите, через который про
Продолжение табп.1
Никелевое покрытие во впадинах отсутствует,сильное разъедание основы на выступающих участках Темньш налет по
всей поверхности крупные поры на- выступающих участках
Таблица 2
1,-0
0,1 6,0
1:1
,
а
Светлый II
II II
1,21 2,87 4,29 4,96 6,0
6,2
750-760 20
Не наблюдается
Примечание. Учитывая, что на сложнопрофилированных деталях в известном злектрол ите на отдельных участках происходит растравливание основы поверхности, исследования проводят на плоских образцах.
Продолжение табл.2
Светлый
Темный налет, поры
Испытания не проводились
То же
2,25
6,85
8,71 11,8
Испытания не проводились
280 20
10
ление никелевопокрытия с поверхности сложной кон1|и-: гурацйи во вре- Melbi, мин: 10
20
Никелевое покрытие по всей поверхностиТо же
30
Никелевое покрытие отсутствует
Титан
Титан Титан
Светлый Светльй Светлый
Светлый Светлый Светлый
760
ДдГп ного уд1;1;; я покрытия необходима выдержка образца в 60-70 мин.
Табли.ца 3
Никелевое
покрытие
отсутствуе
же
Титан
Светлый Темный
Испытания дились
не прово760 . 750
То же
течение
о
4,6 2,3
3,4 2,8
Никелевоепокрытие по всей поверхности Спустя 70 мин имеются участки с никелевым покрытием
Никелевое рытие отсу вует, силь разъедание новы Титан
, оо
Титан
Никелево рытие от вует, си разъедан новы Титан
Спустя 70 мин имеются участки с никелевым покрытием
Темный
Испытания не проводились
Испытания не проводились
Таблица
4,6 2,3
3,4 2,8
е по всей
Никелевое покрытие отсутствует, сильное разъедание основыТитан
Темный
| Инженерная гальванотехника в приборостроении./Под ред | |||
| А,М | |||
| Гринберга | |||
| - М.: Машиностроение,-1977, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| III./Под ред | |||
| В.И | |||
| Лаййе- ра | |||
| - М,: Металлургия, .1972, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
