СЛ
С
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187398C2 |
| Стан для профилирования уголков | 1990 |
|
SU1755996A1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| ИНСТРУМЕНТ ДЛЯ ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2039621C1 |
| Стан для профилирования уголков | 1989 |
|
SU1690892A1 |
| Стан двухрядного профилирования | 1988 |
|
SU1593728A1 |
| Клеть профилегибочного стана | 1982 |
|
SU1015961A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
Изобретение относится к производству холодногнутых профилей проката, в частности к оборудованию для профилирования сортоаых профилей типа уголков. Цель изобретения - расширение эксплуатационных возможностей. Клеть содержит один горизонтальный валок с двумя коническими поверхностями, два вертикальных валка, каждый с буртами и двумя рабочими поверхностями, установленные с зазором. Ширина бочки горизонтального валка, зазор между вертикальными валками и высота буртов определяются по расчетным зависимостям. Клеть позволяет повысить производительность и качество уголков и снизить расход валков.1 ил.
Изобретение относится к производству холодногнутых профилей проката, в частности к оборудованию для профилирования сортовых профилей типа уголков..
Цель изобретения - расширение эксплуатационных возможностей.
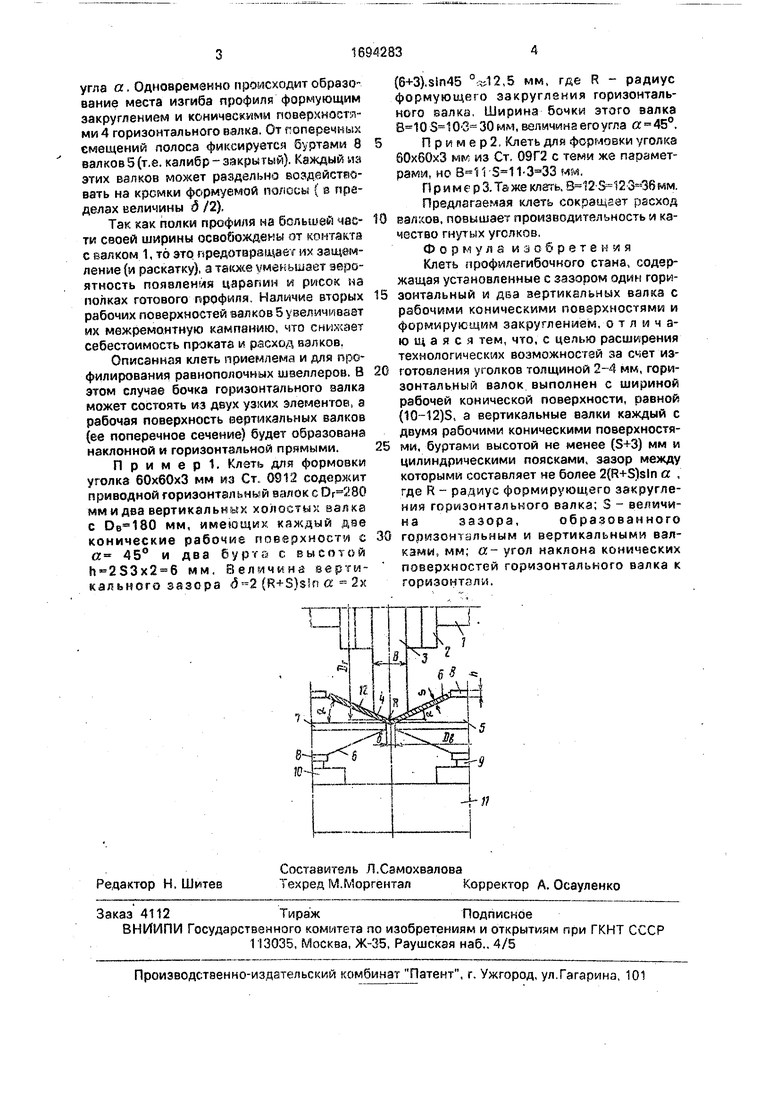
На чертеже показана часть клети для профилирования равнополочкых уголков.
Клеть содержит две станины и нажимное устройство (не показаны) для установки приводного горизонтального валка 1 диаметром Dr, размещенного в подушках (не показаны) и зафиксированного на оси с помощью стопорных колец 2. Бочка 3 валка 1 выполнена с двумя коническими поверхностями 4 и формующим закруглением радиуса R; ширина рабочей поверхности (бочки)- B(10-12)S.
Два холостых вертикальных валка 5 диаметром DB выполнены с двумя рабочими
коническими поверхностями 6, разделенными цилиндрическим пояском 7. Валки 5 также имеют по два бурта 8 высотой не менее п(5+3)мм и установлены с зазором S по отношению к валку 1.
Бочки вертикальных валков 5 насажены в натяг на короткие оси 9, установленные в подпятниках 10, которые, в свою очередь размещены на поперечной траверсе 11. Зазор между валками 5 6 2(R+ S) x sin a, где а- угол наклона к горизонтали конических поверхностей всех валков.
Вертикальные валки могут перемещаться в горизонтальном направлении (с изменением величин 6 и S) и в вертикальном (с изменением только S) с помощью механизмов регулировки (не показаны),
Формуемая полоса 12 при входе в калибр клети подгибается вверх рабочими поверхностями 6 вертикальных валков до
О
ю
Јь Ю 00
со
угла а. Одновременно происходит образование места изгиба профиля формующим закруглением и коническими поверхностями 4 горизонтального валка. От поперечных смещений полоса фиксируется буртами 8 валков 5 (т.е. калибр - закрытый). Каждый из этих валков может раздельно воздействовать на кромки формуемой полосы (в пределах величины д /2).
Так как полки профиля на большей части своей ширины освобождены от контакта с валком 1, то это предотвращает их защемление (и раскатку), а также уменьшает вероятность появления царапин и рисок на полках готового профиля. Наличие вторых рабочих поверхностей валков 5 увеличивает их межремонтную кампанию, что снижает себестоимость проката и расход валков.
Описанная клеть приемлема и для профилирования равнополочных швеллеров. В этом случае бочка горизонтального валка может состоять из двух узких элементов, а рабочая поверхность вертикальных валков (ее поперечное сечение) будет образована наклонной и горизонтальной прямыми.
П р и м е р 1. Клеть для формовки уголка 60x60x3 мм из Ст. 0912 содержит приводной горизонтальный валоксОг 280 мм и два вертикальных холостых валка с мм, имеющих каждый две конические рабочие поверхности с « 45° и два бурта с высотой h-2S3x2 6 мм. Величина вертикального зазора (R+S)sin а 2х
ТЦ
7Х
(6+3),sln45 ,5 мм, где R - радиус формующего закругления горизонтального валка. Ширина бочки этого валка В-10 30 мм, величина его угла ,
П рим е р2. Клеть для формовки уголка
60x60x3 мм из Ст. 09Г2 с теми же параметрами, но мм.
П р и м е р 3. Та же клать, мм. Предлагаемая клеть сокращает расход
валков, повышает производительность и качество гнутых уголков.
Формула изобретения Клеть профилегибочного стана, содержащая установленные с зазором один горизонтальный и два вертикальных валка с рабочими коническими поверхностями и формирующим закруглением, отличающаяся тем, что, с целью расширения технологических возможностей за счет изготовления уголков толщиной 2-4 мм, горизонтальный валок выполнен с шириной рабочей конической поверхности, равной (10-12)5, а вертикальные валки каждый с двумя рабочими коническими поверхностями, буртами высотой не менее (S+3) мм и цилиндрическими поясками, зазор между которыми составляет не более 2(R+S)sln a , где R - радиус формирующего закругления горизонтального валка; S - величина зазора,образованного
горизонтальным и вертикальными валками, мм; а- угол наклона конических поверхностей горизонтального валка к горизонтали.
| Оборудование и технология | |||
| - Производство гнутых профилей | |||
| Под ред | |||
| Тришев- ского И | |||
| С | |||
| М.; Металлургия, 1982, с | |||
| Говорящий кинематограф | 1920 |
|
SU111A1 |
| V | |||
| Насос | 1917 |
|
SU13A1 |
