2. Форма для центробежного литья, содержащая корпус установочную втулку, расположенную соосно корпусу, ограничительную крышку и выталкиватель с выполненными на их внутренних торцах углублениями для знаков концент.рично форме устанавливаемого стержня, разделяквдего полость формл на автономные части, о т л ичающая ся тем, что, с целью расширения технологических возможностей за счет изготовления одновременно нескольких отливок ассиметричного сечения, уст,ановочная втулка снабжена сменными установочными кольцами, размещенными по торцам .корпуса с внутренней его стороны, стержень снабжен дополнительным знаком-упором, стыкуемым с внутренней поверхностью цилиндрической части корпуса и выполнен с заливочными отверстиями, перекрываемыми расплавляемой пробкой и сообщающими между собой автономные части форкы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежного литья | 1979 |
|
SU839672A1 |
| Патрон для центробежных литейных машин | 1980 |
|
SU1049175A2 |
| Вертикальная машина для центробежного литья | 1978 |
|
SU1011332A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК РАСЛИТ-ПРОЦЕССОМ | 1992 |
|
RU2015830C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| Устройство для получения отливок | 1974 |
|
SU539683A1 |
| Способ центробежного литья | 1976 |
|
SU607644A1 |

i
Изобретение относится к литейному производству, а именно к центробежному литью.
Наиболее близким к изобретению по технической сущности и достигае- 5 мому результату является способ центробежного литья, включающий порционную заливку расплава в форму и оформление разделительного слоя между концентрическими отливками 1 , jg
Недостатком данного способа является получение отливок только цилинд-; рической формы и их невысокое качествОс
Наиболее близкой к изобретению ,с является форма для центробежного литья, содержащая корпус, установоч- чую втулку, расположенную соосно корпусу, ограничительную крышку и выталкиватель с выполненными на их внут- ; енних торцах углублениями для зна- ,20 ков концетрично форме устанавливаемого стержня, разделяющего полость формы на автономные части С2.3. .
Недоста1 ком известной для центробежного литья являкэтся низкие 25 технологичеркие возможности.
Цель изобретения - расширение технологических возможностей за счет изготовления одновременно нескольких отливок ассиметричного сечения. 30
Поставленная цель достигается тем, что согласно способу центробежного итья, включакяцему порционную эалнвjcy расплава в форму и oфop 4лeниe разделительного слоя между кондент- 35 ричбсхими отливками, разделительный слой оформляют перед подачей расплава в форму, а заливку расплава в форму осуществляют единой порцией через формообразующую полость внут- д ренней отливки.
Поставленная цель достигается тем, что в форме для осуществления предложенного способа, содержащей корпус, установочную втулку, распо- ., ложенную соосно корпусу, ограничительную, крышку и выталкиватель с рыполенными на их внутренних торцах углублениями для знаков концентрично форме устанавливаемого стержня, разделяияцего полость формы на автономные части, установчная втулка снабжена сменными установочными кольцами, размещенными по торцам корпуса с внутренней его стороны, стержень снабжен дополнительным знаком - упором, стыкуемым с внутренней поверхностью цилиндрической части корпуса и выполнен с заливочными отверстиями, перекрываемыми расплавляемой пробкой и сообщающими lvfeждy собой автономные части формЕл,
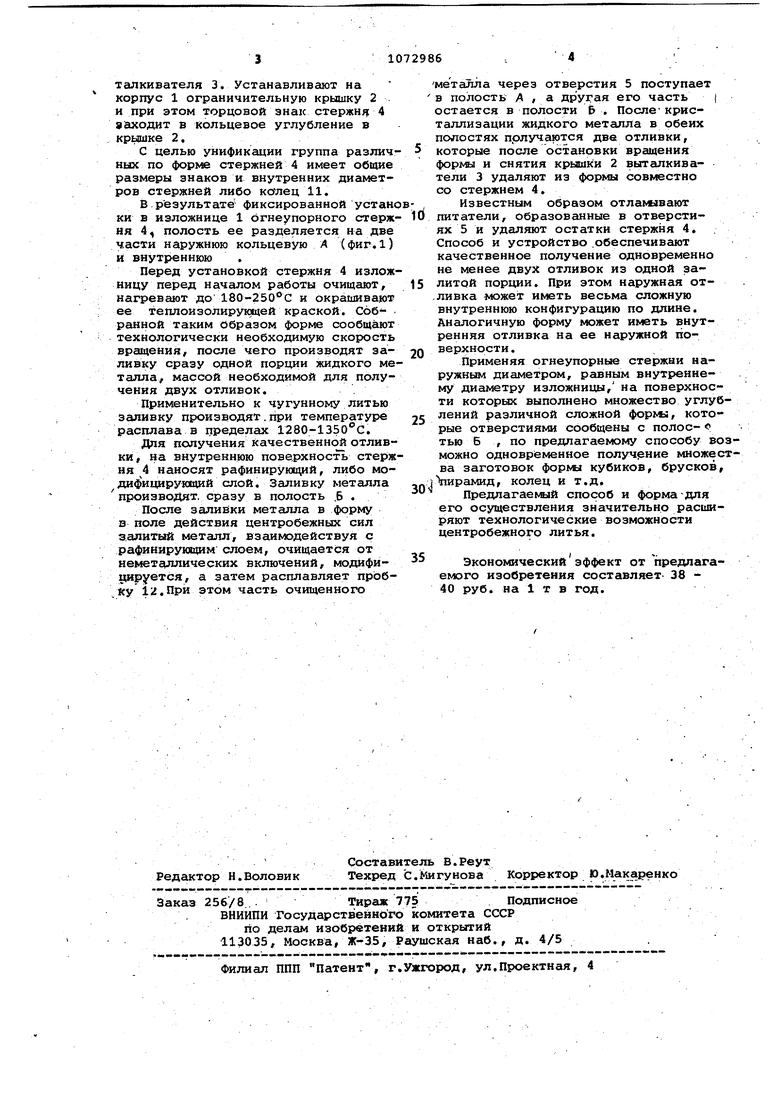
На чертеже изображена форма для центробежного литья, общий вид.
Форма состоит из корпуса 1, передней ограничительной крышки 2,. выталкивателя 3 с полым штоком, ог.неупорного стержня 4, отверстия 5, знаковой части стержня б и 7 подвижной установочной втулки В, рафинирующего слоя 9, фланца шпинделя центробежной машины 10, установочных колец 11, расплавляемой пробки 12
, Способ и работа формы осуществляются в следугацей последовательности.
В готовом огнеупорном стержне 4 отверстия 5, выполненные в его теле, перекрывают расплавляемыми пробками 12 , изготовленными из того же металла, который заливают в форму. Расплавляемые пробки 12 устанавливают вручную изнутри стержня. Установочную втулку В перемещают в переднее крайнее положение рукой, вытягивают из полого штока выталкивателя 3 на расстояние равное длине стержня 4 затем рукой надевают стержень 4 на втулку 8 (при этом полистироловые установочные кольца 11 своими внутренними поверхностялда взаимодействуют с втулкой 8), После этого выталкиватель 3 перемещают в заднее крайнее положевие, при этом стержень 4 своим торцовым знаком заходит в кольцевое углубление в тарелке выталкивателя 3. Устанавливают на корпус 1 ограничительную крышку 2 и при этом торцовой знак стержнч 4 ааходит в кольцевое углубление в крьшке 2. С целью унификации группа различ ных по форме стержней 4 имеет общие размеры знаков и внутренних диаметров стержней либо 11. В .результате фиксированной устав ки в изложнице 1 огнеупорного стерж ня 4, полость ее разделяется на две части наружнюю кольцевую А (фиг.1) и внутреннюю . Перед установкой стержня 4 излож ницу перед началом работы очищают, нагревают до 180-250 С и окрашивают ее теплоизолирующей краской. Собранной таким Образом форме сообщают технологически необходимую скорость вращения, после чего производят заливку сразу одной порции жидкого ме талла, массой необходимой для получения двух отливок. . Применительно к чугунному литью заливку производят.при температуре расплава в пределах Г280-1350с. Дня получения качественн эй отливки, на внутреннюю поверхность стерж ня 4 наносят рафинируюищй, либо мо дифицируюадий слой. Заливку металла производят, сразу в полость ,6 . После заливки металла в форму в поле действия центробежных сил запитый металл, взаимодействуя с рафинируккцим слоем, очищается от неметаллических включений, модифигдаруется, а затем расплавляет пробку 12. При этом часть очищенного металла через отверстия 5 поступает в полость уА , а другая его часть i остается в полости Б . После- кристаллизации жидкого металла в обеих полостях прлуча отся две отливки, которые после остановки вращения и снятия крышки 2 выталкиватели 3 удаляют из формы совместно со стержнем 4. Известным образом отламывают питатели, образованные в отверстиях 5 и удаляют остатки стержня 4, Способ и устройство .обеспечивают качественное получение одновременно не менее двух отливок из одной залитой порции. При этом наружная отливка может иметь весьма сложную внутреннюю конфигурацию по длине. Аналогичную форму может иметь внутренняя отливка На ее наружной поверхности. Применяя огнеупорные стержни наружным диаметром, равным внутреннему диаметру изложницы, на поверхности которых выполнено множество углублений различной сложной формы, которые отверстиями сообщены с полос-о тью 6 , по предлагаемому способу возможно одновременное получение множества заготовок формы кубиков, брусков, Ъирамид, колец и т.д. Предлагаемый способ и форма-для его осуществления значительно расширяют технологические возможности центробежного литья. Экономический эффект от предлагаемого изобретения составляет- 38 40 руб. на 1 т в год.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ центробежного литья | 1980 |
|
SU904883A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для центробежного литья | 1979 |
|
SU839672A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
