Изобретение относится к литейному производству, в частности к литью с кристаллизацией под давлением.
Целью изобретения является повышение плотности отливок и выхода годного.
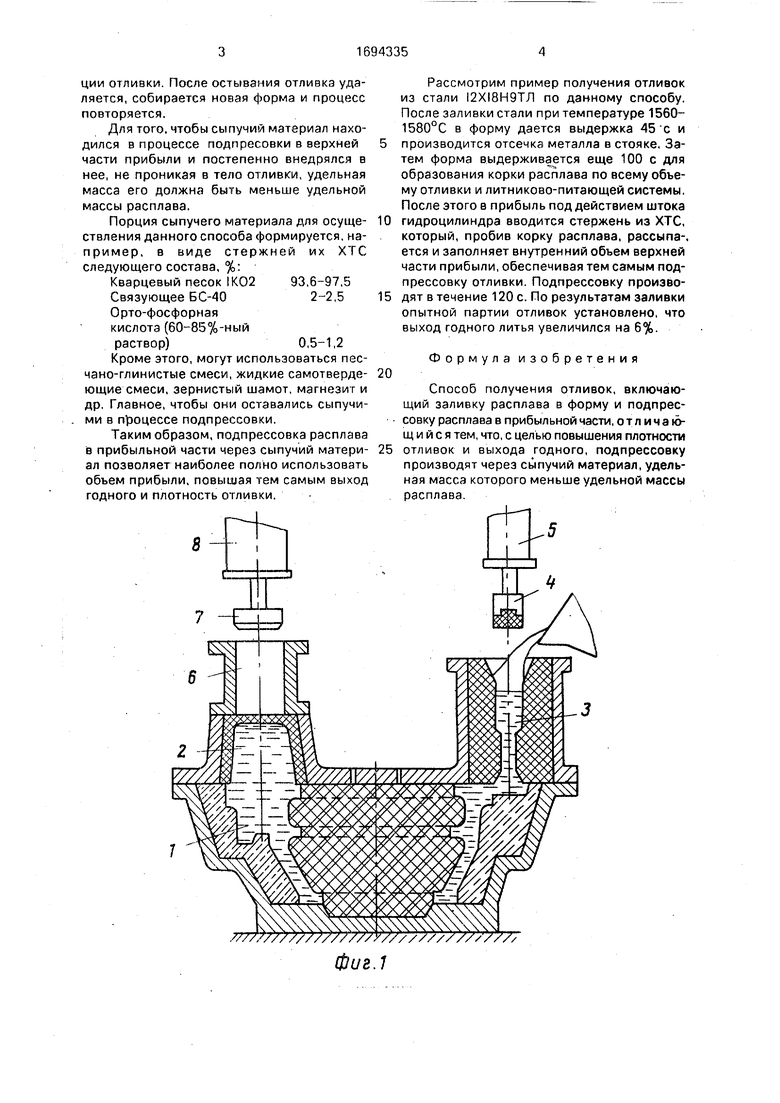
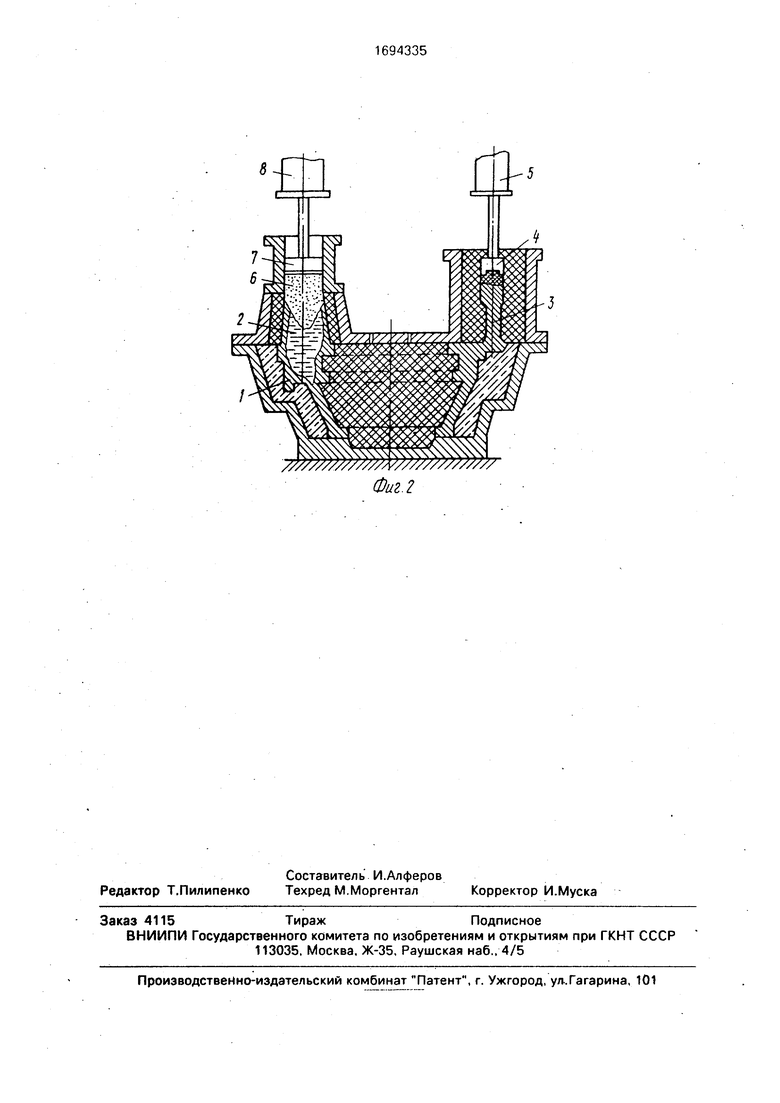
На фиг. 1 представлена залитая металлом форма; на фиг. 2 - форма в момент подпрессовки металла.
Способ осуществляют следующим образом.
Полость 1 отливки и прибыльной части
{2 полностью заполняются расплавом.После
этого дается выдержка расплава в форме
для образования корки по всей поверхности
отливки и литниковопитающей системы. В
это время в стояке 3 производится отсечка расплава штоком 4 цилиндра 5. Затем в прибыльную часть 2 подается порция сыпучего материала 6 под действием усилия штока 7 цилиндра 8. Сыпучий материал пробивает корку расплава и рассредотачивается по внутреннему объему прибыли, выжимая расплав из прибыли в отливку, обеспечивая тем самым повышенную ее плотность. Как только образовалась корка расплава на границе с сыпучим материалом, последний под действием нарастающего усилия штока 7 цилиндра 8 разрывает корку, вдавливается в расплав и продолжает подпитку отливки. Так продолжается до полной криссталлизаа о
Јь СА) 00 СЛ
ции отливки. После остывания отливка удаляется, собирается новая форма и процесс повторяется.
Для того, чтобы сыпучий материал находился в процессе подпресовки в верхней части прибыли и постепенно внедрялся в нее, не проникая в тело отливки, удельная масса его должна быть меньше удельной массы расплава,
Порция сыпучего материала для осуще- ствления данного способа формируется, на- пример, в виде стержней их ХТС следующего состава, %:
Кварцевый песок IK02 93,6-97,5
Связующее БС-402-2,5
Орто-фосфорная
кислота (60-85%-ный
раствор)0,5-1,2
Кроме этого, могут использоваться пес- чано-глинистые смеси, жидкие самотверде- ющие смеси, зернистый шамот, магнезит и др. Главное, чтобы они оставались сыпучими в процессе подпрессовки.
Таким образом, подпрессовка расплава в прибыльной части через сыпучий матери- ал позволяет наиболее полно использовать объем прибыли, повышая тем самым выход годного и плотность отливки.
Рассмотрим пример получения отливок из стали 12Х18Н9ТЛ по данному способу. После заливки стали при температуре 1560- 1580°С в форму дается выдержка 45 с и производится отсечка металла в стояке. Затем форма выдерживается еще 100 с для образования корки расплава по всему объему отливки и литниково-питающей системы. После этого в прибыль под действием штока гидроцилиндра вводится стержень из ХТС. который, пробив корку расплава, рассыпа-, ется и заполняет внутренний объем верхней части прибыли, обеспечивая тем самым под- прессовку отливки. Подпрессовку производят в течение 120 с. По результатам заливки опытной партии отливок установлено, что выход годного литья увеличился на 6%.
Формула изобретения
Способ получения отливок, включающий заливку расплава в форму и подпрес- совку расплава в прибыльной части, отличающийся тем, что, с целью повышения плотности отливок и выхода годного, подпрессовку производят через сыпучий материал, удельная масса которого меньше удельной массы расплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА | 2008 |
|
RU2388569C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026147C1 |
| Способ получения стальных слитков | 1975 |
|
SU680806A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 1990 |
|
RU1777286C |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ЗАКРЫТАЯ АТМОСФЕРНАЯ ПРИБЫЛЬ | 1992 |
|
RU2074785C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2001 |
|
RU2192332C1 |
Изобретение относится к литейному производству, в частности, к литью с кристаллизацией под давлением. Целью изобретения является повышение плотности отливки и выхода годного. При получении отливки производят подпрессовку расплава в прибыльной части 2 через сыпучий материал 6. Порция сыпучего материала подается в прибыль штоком 4 цилиндра 5. Под- прессовку осуществляют после отсечки расплава в стояке 3 штоком 7 цилиндра 8 и выдержки расплава в форме для образования корки по всей поверхности отливки и литниковопитающей системы. Введение в прибыль сыпучего материала в процессе подпрессовки расплава из прибыли в отливку позволяет повысить плотность отливки и выход годного. Осуществляется это благодаря сыпучести материала, который распределяется по всему внутреннему объему верхней части прибыли и предотвращает образование корки на границе с расплавом, позволяя тем самым производить гарантированную подпитку отливки и наиболее полно использовать объем прибыли. Для того, чтобы сыпучий материл не проникал в тело отливки, располагаясь в верхней части прибыли, удельная масса его должна быть меньше удельной массы расплава. 2 ил. -з fc
8
//////////////////У.
фиг.1
/7V////////////Y//////////////
Фиг.2
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
