Изобретение относится к производству строительных и других материалов во вращающихся печах, например, в цементной промышленности.
Цель изобретения - повышение точности управления.
Способ осуществляется следующим образом.
Предварительно для печи экспериментально определяют спектр основных частот изменений режимных технологических па-. раметров (температур материала и отходящих газов, тока, потребляемого приводным двигателем печи), выделяя из него самую
низкую, которая определяется временем прохождения материала по печи.
В связи с тем, что при ведении процесса обжига машинист субъективно влияет на уровень технологических параметров, их усредняют отдельно в каждой смене.
При этом из времени усреднения вычитают предварительно время тихих ходов и остановок за текущую смену, так как технологические параметры во время нерабочих режимов могут существенно отклоняться от нормативных.
Предельно допустимые значения для модулей разности устанавливают такими,
О
2
СЯ О
VI
что управляющие воздействия, соответствующие данным отклонениям, не приводят к существенным изменениям хода процесса обжига непосредственно после начала автоматического управления.
Если переключение на автоматическое управление происходит раньше, чем через заданное время, определяемое временем прохождения материала по печи после регламентируемой смены работы (обслуживающего персонала), то в качестве заданий на режимные параметры принимают их средние значения за предыдущую смену, обес- печивавшие нормальное ведение процесса, если модуль разности среднего за предыдущую смену и мгновенного (в момент начала управления) значений меньше ранее установленного предельно допустимого значения. Если же этот модуль разности больше заданного, то процесс следует считать отличным от процесса, протекавшего в течение предыдущей смены, и задания на режимные технологические параметры автоматически устанавливаются равными соответствующим мгновенным значениям в момент начала автоматического управления.
Однако, если переключение на автоматическое управление производится позже, чем через заданное время после регламентируемой смены обслуживающего персонала, то сырьевая смесь после этой смены уже успевает пройти практически всю печь и уже средние режимные параметры с начала регламентированной смены до момента начала автоматического управления правильнее отражают ход процесса, чем за предыдущую смену, так как в них лучше проявляются ближайшие внутренние и внешние возмущения, влияющие на ход процесса, а также индивидуальные особенности машиниста текущей смены. Поэтому устанавливаются в качестве заданий на режимные параметры соответствующие средние значения, если модуль разности среднего и мгновенного значений меньше заранее заданного предельно допустимого значения, то процесс следует считать отличным от установившегося и задания на режимные параметры автоматически устанавливают равными соответствующим их значениям в момент начала автоматического управления.
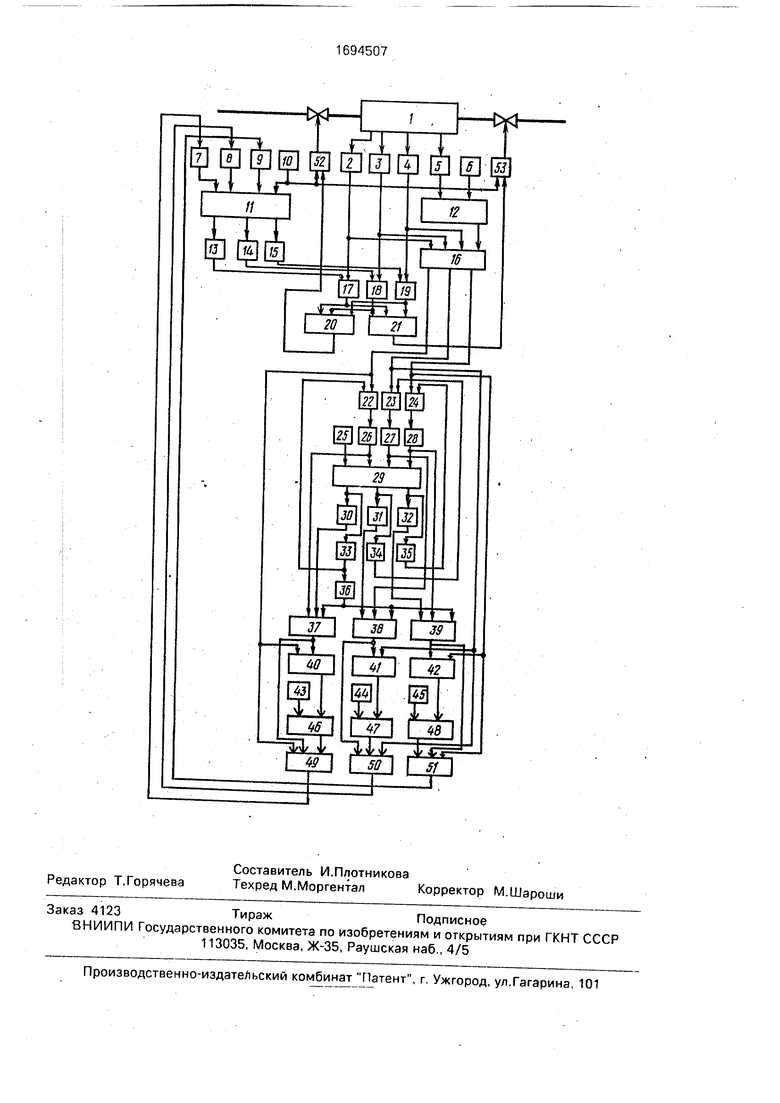
На чертеже изображена блок-схема устройства, реализующего предлагаемый способ
Устройство управления процессом обжига во вращающейся печи 1 содержит датчик 2 юка потребляемого приводным двигателем печи дятчик 3 температуры материала в печи, датчик 4 температуры отходящих газов на выходе печи, датчик 5 скорости вращения печи, задатчик 6 скорости вращения задатчик 7 тока, потребляемого
приводным двигателем печи, задатчик 8 температуры материала в печи, задатчик 9 температуры отходящих газов, ключ 10 переключения режима работы, реле 11 времени, сумматор 12, блоки 13 - 15 запоминания,
0 реле 16, сумматоры 17-19, регуляторы 20 и 21, сумматоры 22 - 24, блоки 26 - 28 деления, таймер 25, блок 29 выбора начала суммирования, блоки 30 - 32 запоминания, блоки 33 - 35 сброса сумматора, реле 36
5 времени, блоки 37 - 39 выбора среднего, сумматоры 40 - 42, задатчики 43 - 45 разности среднего и текущего значений соответственно тока, потребляемого приводным двигателем печи, температуры материала и
0 дымовых газов, сумматоры 46 - 48, блоки 49 - 51 выбора задания соответственно на ток, потребляемый приводным двигателем печи, температуру материала и дымовых газов, реле 52 и 53.
5 Устройство работает следующим образом.
Сигналы датчиков 2-4 поступают на входы сумматоров 17 - 19, на которые одновременно подаются сигналы от блоков 13 0 15, соответствующих задатчиков 7-9, причем на входы блоков запоминания подаются сигналы только в случае переключения ключа 10 из положения ДИС/Т в положение УВМ, которые отключаются при помощи
5 реле 11 по истечении заданного времени (изменения сигналов на блоки 13 - 15 происходят только при последующем переключении ключа 10 из положения ДИС/Т в положение УВМ.
0 Сигналы от сумматоров 17-19 поступают на входы регуляторов 20 и 21, которые непосредственно формируют сигналы на управляющие сигналы расхода топлива и расхода отходящих газов, причем эти сигна5 лы поступают на управляющие органы толь-- Ко в случае, если ключ 10 находится в положении УВМ, т.е. сигналы от регуляторов 20 и 21 поступают на исполнительные механизмы через реле 52 и 53, на входы
0 которых поступает сигнал от ключа 10 выбора режима управления. Сигналы отдатчиков 2-4 поступают на реле 16, которое замыкается только при условии, что скорость вращения печи (датчик 5) не меньше заранее
5 заданной величины (задатчик 6). Если разность, которая формируется в сумматоре 12 текущей скорости и заданной величины, больше нуля, то реле 16 замыкается и сигналы от датчиков 2-4 поступают на входы сумматоров 22 - 24
В блоках 26 - 28 осуществляется деление суммарных значений сигналов соответ- ственно от датчиков 2 - 4 на время измерения.
По окончании смены блок 29 подает сигнал в блоки 30 - 32, а затем в блоки 33 - 35 сброса сумматоров, и запускает реле 31 времени.
Сигналы от блоков 33 - 35 сброса сумматоров подаются на входы сумматоров 22 - 24. На блоки 37 - 39 выбора среднего поступают сигналы текущих значений средних, средних значений за предыдущую смену и сигнал, пропорциональный времени, прошедшего от начала смены.
Если время, прошедшее после регламентированной смены обслуживающего персонала, больше ранее заданной величины для реле 36 времени, то выходом блоков 37 - 39 будет сигнал, пропорциональный текущим средним в противном случае - про- порциональный средним значениям за предыдущую смену. Сигналы от блоков 37 - 39 подаются на сумматоры 40 - 42 одновременно с сигналами от датчиков 2-4 при условии, что скорость вращения печи не меньше заданной.
Выходами сумматоров 40-42 являются сигналы, пропорциональные абсолютным величинам разности входов. Далее эти сигналы поступают на входы сумматоров 46 - 48, к вторым входам которых подведены сигналы от задатчиков 43 - 45, предельно допустимых значений абсолютных величин этих разностей. На входы блоков 49 - 51 выбора уставок подаются сигналы, пропорциональные мгновенным значениям и выбранным средним соответствующих параметрам, а также сигналы от блоков 46-48. При условии, если сигналы от сумматоров 46-48 больше нуля, то выходом блоков 49 -51 являются сигналы, пропорциональные мгновенным значениям, в противном случае - выбранным средним значениям.
Осуществляемое таким образом автоматическое управление приводит к стабилизации процесса обжига путем поддержания режимных технологических параметров вблизи оптимальных значений этих параметров.
5Это приводит к большей стойкости футеровки в результате снижения температурных колебаний и к снижению удельного расхода топлива на обжиг, т.е. к повышению эффективности работы печи. 0
Формула изобретения Способ управления процессом обжига во вращающейся печи, включающий измерение температур материала в печи и отхо5 дящих газов, тока, потребляемого приводным двигателем печи, и изменение расходов топлива и дымовых газов, отличающийся тем, что, с целью повышения точности управления, измеряют скорость
0 вращения печи, определяют задания на температуры материала и отходящих газов, потребляемого приводным двигателем печи тока путем вычисления средних значений указанных технологических пара5 метров при номинальной скорости вращения печи до и после регламентированной смены работы, задания времени от момента начала смены до момента начала управления, определения его текущего значения и
0 последующего их сравнения, при превышении текущего времени над заданным в качестве средних значений технологических параметров принимают их значения за текущее время, а при превышении заданного
5 времени над текущим - их значения до регламентированной смены, послечего вычисляют модули разности выбранных средних и текущих значений технологических параметров, вычитают из этих модулей их задан-,
0 ные предельно допустимые значения, при этом если разность больше нуля, то в качестве задания используют текущие значения технологических параметроа, если разность меньше нуля - выбранные средние значе5 ния технологических параметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессами приготовления и обжига цементной сырьевой смеси во вращающейся печи | 1976 |
|
SU655887A1 |
| Способ управления процессом получения фосфора и устройство для его осуществления | 1980 |
|
SU922066A1 |
| Система автоматического управления процессом обжига абразивного инструмента на керамической связке в щелевой печи | 1982 |
|
SU1104344A1 |
| Устройство автоматического управления процессом обжига сырьевой смеси во вращающейся печи | 1988 |
|
SU1520328A1 |
| Способ автоматического управления процессом термоподготовки керамзитового сырца и устройство для его осуществления | 1982 |
|
SU1062485A1 |
| Устройство для регулирования режимов работы скиповых подъемных установок | 1987 |
|
SU1430334A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЛАМЕННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1994 |
|
RU2068006C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА СЫРЬЕВОГО МАТЕРИАЛА ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1998 |
|
RU2139482C1 |
| Система управления конверторной плавкой | 1982 |
|
SU1046290A1 |
| Устройство для контроля работы производственного оборудования | 1985 |
|
SU1282176A1 |
Изобретение относится к производству строительных и других материалов во вращающихся печах, например, в цементной промышленности позволяет повысить точность управления, Для этого измеряют температуры материала в печи и отходящих газов, тока, потребляемого приводным двигателем печи, определяют задания на данные технологические параметры путем вычисления из средних значений при номинальной скорости вращения печи до и после регламентированной смены работы, задания времени от момента начала смены до момента начала управления определения его текущего значения и последующего их сравнения, при превышении текущего времени над заданным в качестве среднего значения технологических параметров принимают их значения за текущее время, а при превышении заданного времени над текущим - их значения до регламентированной смены, после чего вычисляют модули разности средних и текущих значений технологических параметров, вычитают из этих модулей их заданные предельно-допустимые значения, при этом, если разность больше нуля, то в качестве задания используют текущие значения технологических параметров, если разность меньше нуля - средние значения технологических параметров, затем изменяют расходы топлива и отходящих гаэовг 1 ил. ел С
| Способ автоматического управления процессом обжига сырьевой смеси во вращающейся печи | 1976 |
|
SU586141A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
