Изобретение относится к металлообработке, в частности к борштангам, предназначенным для расточки отверстий малых диаметров.
Цель изобретения - повышение производительности за счет уменьшения вспомогательного времени настройки.
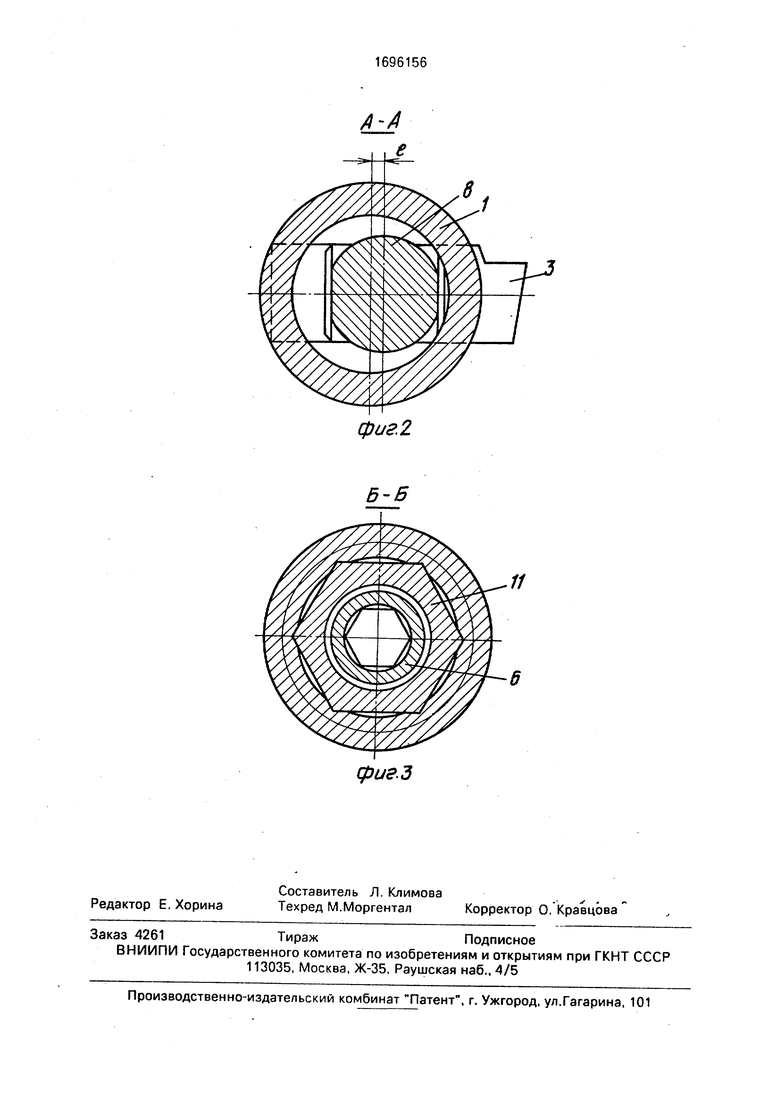
На фиг. 1 представлена конструкция борштанги (продольный разрез); на фиг. 2 - разрез А-А на фиг. 1 (поперечный разрез по регулировочному узлу); на фиг. 3 - разрез Б-Б на фиг. 1 (поперечный разрез по зажимному узлу).
Борштанга состоит из корпуса 1, в сквозном радиальном отверстии 2 которого расположен резец 3 с поперечным пазом. В
передней части корпуса 1 выполнено сквозное продольное ступенчатое отверстие. Ступень 4 большего диаметра выполнена многогранной и резьбовой и расположена на входе продольного отверстия. Ступень 5 меньшего диаметра выполнена цилиндрической, а в ней установлен регулировочный узел, выполненный в виде эксцентриковой втулки 6 и упора 7 с головкой 8. Эксцентриковая втулка 6 выполнена с буртиком 9, со стороны которого средняя часть отверстия втулки 6 имеет многогранную форму под ключ. Упор 7 установлен с эксцентриситетом е во втулке 6 со стороны, противоположной буртику 9, и зафиксирован в осевом направлении шариком 10. Головка 8 упора 7
О
о о
ел
о
размещена в поперечном пазу резца 3. В многогранной резьбовой ступени 4 продольного отверстия корпуса 1 расположен узел зажима, состоящий из многогранной шайбы 11 и полого винта 12 с многогранным отверстием под ключ. Многогранная шайба 11 позволяет исключить влияние крутящего момента при зажиме на резец 3.
Многогранная форма шайбы 11 продиктована упрощением технологии изготовле- ния ступени 4 продольного отверстия корпуса 1, обеспечивающего угловую фиксацию шайбы 11. Винт 12 выполнен с внутренней выточкой 13, один из торцов которой имеет возможность взаимодействия с внут- ренним торцом буртика 9 втулки 6 при демонтаже. Наличие буртика 9 и шарика 10 облегчает демонтаж регулировочного и зажимного узлов. Сопряженные поверхности контакта резец-упор могут быть выполнены в виде рифлений.
Регулировка и зажим резца 3 производятся в следующей последовательности. Сначала осуществляют предварительный зажим резца 3 при помощи винта 12, затем поворачивают ключом эксцентриковую втулку 6, воздействуя на резец 3 посредством головки 8 упора 7, эксцентрично распо- ложенного во втулке 6, контролируя положение вершины резца 3 известными
средствами измерения. После этого производят окончательный зажим резца 3 через шайбу 11, упор 7 и втулку 6 посредством винта 12. Тем самым одним приемом зажимаются резец 3 и регулировочный узел. Точность настройки резца 3 определяется величиной е выбранного эксцентриситета упора. Борштанга имеет повышенную виброустойчивость.
Формула изобретения Борштанга, содержащая корпус, в котором выполнены радиальное и продольное ступенчатое отверстия, резец с регулировочным узлом и узлом зажима, отличающаяся тем, что, с целью повышения производительности за счет уменьшения вспомогательного времени настройки, ступень большего диаметра выполнена многогранной и резьбовой и расположена на входе прбдольного отверстия корпуса, при этом в Ней размещен узел зажима, состоящий из многогранной шайбы и полого винта, а в ступени меньшего диаметра установлен регулировочный узел, выполненный в виде эксцентриковой втулки и упора с головкой, причем резец выполнен с поперечным пазом, предназначенным для взаимодействия с головкой упора, и расположен в радиальном отверстии корпуса.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки разнонаправленных конических поверхностей | 1985 |
|
SU1303303A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173239C2 |
| Резец | 1991 |
|
SU1754338A1 |
| Шпиндельный узел | 1986 |
|
SU1743719A1 |
| Борштанга | 1984 |
|
SU1197784A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173240C2 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
Изобретение относится к металлообработке, в частности к борштангам, предназначенным для расточки отверстий малых диаметров. Цель изобретения - повышение производительности за счет уменьшения вспомогательного времени настройки. Для этого в борштанге, содержащей корпус 1. в котором выполнены радиальное 2 и продольное ступенчатое отверстия, резец 3 с регулировочным узлом и узлом зажима, ступень 4 большего диметра выполнена многогранной и резьбовой и расположена на входе продольного отверстия корпуса 1, при этом в ней размещен узел зажима, состоящий из многогранной шайбы 11 и полого винта 12. В ступени 5 меньшего диаметра установлен регулировочный узел, выполненный в виде эксцентриковой втулки 6 и упора 7 с головкой 8, причем резец 3 выполнен с поперечным пазом, предназначенным для взаимодействия с головкой 8 упора 7, и расположен в радиальном 2 отверстии корпуса 1. При окончательном зажиме резца 3 через шайбу 11, упор 7 и втулку 6 посредством винта 12 одним приемом зажимаются резец 3 и регулировочный узел. Многогранная шайба 11 позволяет исключить влияние крутящего момента при зажиме на резец 3. Зил. СО с
Фм.1
А-Л
8
фиг2
б-Б
| Расточная оправка | 1977 |
|
SU691245A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
