Изобретение относится к металлообработке и может быть использовано для изготовления отверстий в деталях, используемых в различных областях машиностроения, например для глубокого сверления и растачивания отверстий в деталях с высокими требованиями по уводу и непря-.
молинейности оси обрабатываемого отверстия.
Цель изобретения - повышение точности обработки глубоких отверстий, особенно малого диаметра (менее 30 мм), за счет поддерживания во время всей обработки оптимального расстояния от режущей головки до дополнительной опоры борштанги, что обеспечивает определенные формы поперечных колебаний борштанги, способствующих снижению увода, с учетом изменяющихся условий обработки,
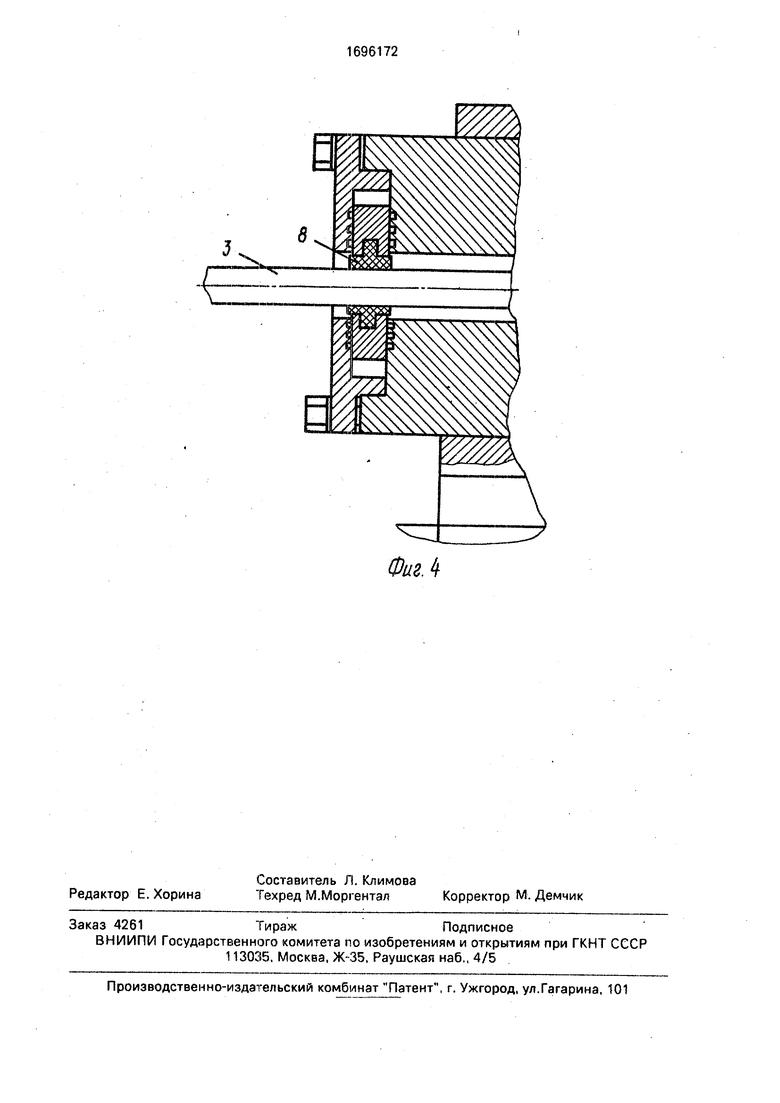
На фиг. 1 представлен станок для обработки глубоких отверстий, общий вид; на фиг. 2 изображен поперечный разрез дополнительной опоры, разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - вариант выполнения узла уплотнения на. фиг. 1.
Станок для обработки глубоких отверстий содержит установленные на направляющих его станины привод 1 вращения заготовки, каретку 2 подач, предназначенную для закрепления в ней борштанги 3 с режущей головкой 4, узел 5 уплотнения борштанги 3, механизм 6 контроля положения режущей головки относительно оси враще- ния заготовки, управляющий блок 7. Узел 5 уплотнения борштанги содержит радиально подвижное уплотнение 8, которое обеспечивает радиальную подвижность самой борштанги в месте ее сопряжения с узлом уплотнения 5 и ее герметизацию. Подвижность уплотнения 8 может быть обеспечена, например, с помощью пружин.
Станок для обработки глубоких отверстий снабжен дополнительной опорой 9 борштанги 3, которая расположена между кареткой 2 подач и узлом 5 уплотнения борштанги 3. Дополнительная опора 9 может быть выполнена в виде роликов (фиг. 2 и 3), в которых жестко установлена борштанга 3, либо в виде стойки, которая устанавливается на станине. Для перемещения дополнительной опорый 9 по длине борштанги 3 имеется привод 10 перемещения дополнительной опоры по длине борштанги, кото- рый может быть электрическим, гидравлическим и т.п. Контроль длины борштанги 3 от режущей головки 4 до дополнительной опоры 9 осуществляется механизмом 11 контроля длины борштанги от режущей головки до дополнительной опоры.
Станок работает следующим образом. В каретке 2 подач устанавливается борштанга 3 с режущей головкой 4. С помощью привода 10 перемещения дополнительной опоры по длине борштанги устанавливается величина Lomрасстояния от режущей головки 4 до дополнительной опоры 9, затем включается подача в зону резания смазоч- но-охлаждающей жидкости, включается привод 1 вращения заготовки и производится обработка глубокого отверстия,
В процессе обработки режущая головка 4 базируется на поверхность обработанного отверстия, совершает вынужденные поперечные колебания с частотой вращения заготовки. Указанные колебания передаются на борштангу 3 и обусловлены наличием увода оси обработанного отверстия, который практически имеет место всегда (каким бы незначительным он ни был), например, вследствие погрешностей заправки режущей головки в начале обработки отверстия. Учитывая то, что в начале обработка ведется с величиной L, равной Lonr, форма вынужденных поперечных колебаний борштанги такова, что происходит уменьшение увода по длине обработки. При этом оптимальная форма колебаний борштанги не искажается радиально подвижным уплотнением 8 узла 5 уплотнения борштанги 3,
В процессе обработки глубокого отверстия на всю длину условия обработки не остаются постоянными: происходит износ режущей-головки 4, изменяется твердость материала заготовки по ее длине и т.п. Указанные обстоятельства могут приводить к отклонению формы колебаний борштанги 3 от оптимальной и, следовательно, к образованию увода.
В процессе обработки величина увода по длине отверстия контролируется механизмом 6 контроля положения режущей головки относительно оси вращения заготовки. При значениях увода выше допустимых от механизма 6 в управляющий блок 7 выдается соответствующая информация, на основании которой привод 10 перемещения дополнительной опоры 9 по длине борштанги 3 перемещает по заданному алгоритму опору 9 вдоль борштанги 3 таким образом, чтобы расстояние от опоры 9 до режущей головки 4 было оптимальным, то есть, чтобы образующийся увод уменьшался.
Контроль длины борштанги 3 от режущей головки 4 до дополнительной опоры 9 осуществляется механизмом 11, который связан с управляющим блоком 7 и приводом 10 перемещения дополнительной опоры 9 по длине борштанги 3.
Станок обеспечивает в течение всего времени обработки отверстия оптимальное расстояние от дополнительной опоры до режущей головки 4 и, следовательно, минимальные величины увода и непрямолинейности оси отверстия.
Формула изобретения Станок для обработки глубоких отверстий, содержащий установленные на направляющих станины привод вращения заготовки, каретку подач, предназначенную ц)я закрепления в ней борштанги с режущей головкой, узел уплотнения борштанги, механизм контроля положения режущей головки относительно оси вращения заготовки и управляющий блок, о т л и ч а .ю- щ и и с я тем, что, с целью повышения точности обработки, станок снабжен дополнительной опорой борштанги, расположенной между кареткой подач и узлом уплотнения борштанги, механизмом контроля длины борштанги от режущей головки
0
до дополнительной опоры и приводом перемещения дополнительной опоры по длине борштанги, который связан с управляющим блоком, механизмом контроля положения режущей головки относительно оси вращения заготовки и механизмом контроля длины борштанги от режущей головки до дополнительной опоры, при этом узел уплотнения борштанги выполнен с радиально подвижным уплотнением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки глубоких отверстий | 1982 |
|
SU1034871A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЯ | 2014 |
|
RU2567933C1 |
| Способ обработки глубоких отверстий | 1989 |
|
SU1710214A1 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| Мобильный станок для обработки отверстий трубопроводной арматуры | 2021 |
|
RU2777795C1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| Стенд для измерения радиального перемещения инструмента | 1978 |
|
SU781026A1 |

Изобретение относится к металлообработке и может быть использовано для изготовления отверстий в деталях, используемых в различных областях машиностроения, например для глубокого сверления и растачивания отверстий в деталях с высокими требованиями по уводу и непрямолинейности оси обрабатываемого отверстия. Цель изобретения - повышение точности обработки глубоких отверстий, особенно малого диаметра (менее 30 мм), за счет поддерживания во время всей обработки оптимального расстояния от режущей головки до дополнительной опоры борштанги, что обеспечивает определенные формы поперечных колебаний борштанги, способствующих снижению увода, с учетом изменяющихся условий обработки. Станок для обработки глубоких отверстий содержит установленные на направляющих его станины привод 1 вращения заготовки, каретку 2 подач, в которой закреплена борштанга 3 с режущей головкой 4, узел 5 уплотнения борштанги 3, механизм 6 контроля положения режущей головки 4 относительно оси вращения заготовки, управляющий блок 7, дополнительную опору 9 борштанги 3, расположенную между кареткой 2 подач и узлом 5 уплотнения борштанги 3, привод перемещения дополнительной опоры 9 по длине борштанги 3 и механизм контроля длины борштанги 3 от режущей головки 4 до дополнительной опоры 9, который связан с управляющим блоком 7 и приводом 10. В процессе обработки при значениях увода оси обработанного отверстия выше допустимых механизм 6 выдает в управляющий блок 7 соответствующую информацию, на основании которой привод 10 перемещает по заданному алгоритму опору 9 вдоль борштанги 3 таким образом, чтобы расстояние от опоры 9 до режущей головки 4 было бы оптимальным, т.е., чтобы образующийся увод уменьшался, при этом оптимальная форма колебаний борштанги не искажается радиально подвижным уплотнением 8 узла 5 уплотнения борштанги 3. 4 ил. (Л С о о Os VJ hO
Фиг. 2
6ид5
Л
Щиг.З
ФигЛ
| Авторское свидетельство СССР Ns 916109, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
