Изобретение относится к вспомогательному оборудованию и применяется для шлифовки, снятия заусенцев с концов труб, преимущественно для стыковой сварки, и может быть использовано во всех областях народного хозяйства. Изобретение может быть использовано для обработки концов труб большого диаметра, при этом его устанавливают на шпиндель станка Может также быть использовано для обработки труб малых диаметров (до 100 мм), для этого оно может быть выполнено в виде переносного ручного устройства, которое удобно применять в монтажных условиях
Цель изобретения - повышение качества обработки.
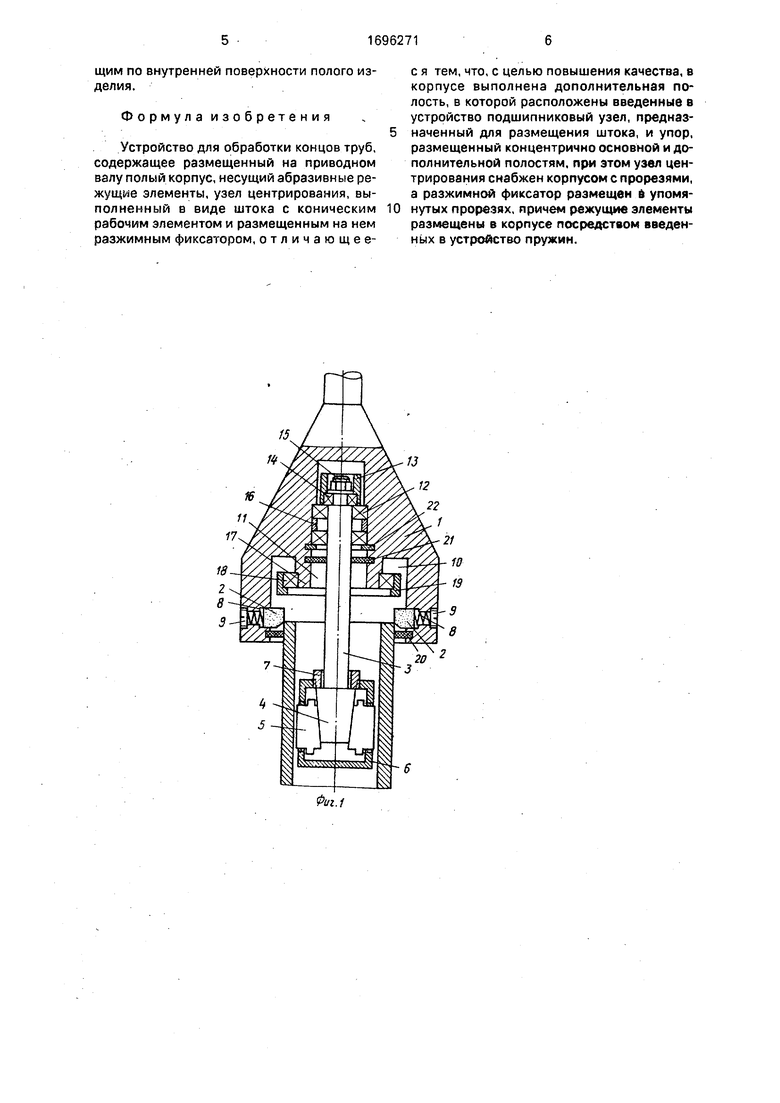
На фиг. 1 изображено устройство для обработки концов труб (в разрезе) на фиг 2 - рабочее положение устройства, двигатель включен, обработка производится на максимальную ширину обрабатываемой полосы
Устройство состоит из приводного двигателя (не показан), полого цилиндрического корпуса 1, режущих элементов 2 (их должно быть не менее трех, размещенных друг от друга на равных угловых расстояниях) из абразивного материала и узла центрирования. Узел центрирования представляет собой шток 3 с разжимным фиксатором на рабочем конце, который выполнен в виде конического толкателя 4 Разжимной фиксатор состоит из фиксирующих элементов 5, корпуса 6 фиксатора и полой резьбовой пробки 7. Режущие эпементы 2 размещены в полости корпуса 1 радиально. Они могут перемещаться в плоскости, перпендикулярной оси штока 3, с помощью пружины 8 и специального упорного винта 9 Корпус 1 состоит из основной С-образной полости 10, дополнительной ступенчатой полости 11 и двух радиально-упорных подшипников 12 установленных между ступенями дополнительной полости 11 Свободный конец штосл
с
кэ 3 пропущен через отверстия подшипников 12 и снабжен упорным кольцом 13, которое надевается на подшипник 14, установленный на шип 15. Подшипники 12 разделены распорной втулкой 16.
Корпус 1 снабжен также упором 17, концентричным основной, дополнительной полостям и штоку. Упор 17 выполнен в виде ступенчатого цилиндра, на котором смонтирован еще один радиапьно-упорный подшипник 18, на который, надето неметаллическое контактное кольцо 19.
Кроме того, устройство снабжено уплот- нительными кольцами 20 (в основной полости 10), а также уплотнительным кольцом 21 и стопорным пружинным кольцом 22 (в дополнительной полости 11).
Работу устройства можно разделить на три стадии.
Первая - приведение устройства в рабочее положение, подготовка к обработке конца трубы. Для этого внутрь трубы вводят узел центрирования, состоящий из штока 3, конического толкателя 4, который вместе с корпусом 6 фиксатора, фиксирующими элементами 5 (не менее трех, расположенных друг от друга на равных угловых расстояниях) и пробкой 7 образует собственно центратор-фиксатор. При этом узел центрирования находится в нерабочем положении, фиксирующие элементы 5 находятся в сжатом состоянии. Свободный конец штока 3, находящийся в дополнительной полости 11 и состоящий из шипа 15 с напрессованным на него подшипником 14 и надетым на этот подшипник упорным кольцом 13, представляет собой узел включения - выключения центратора-фиксатора.
Устройство находится в нерабочем положении (фиг.1). Корпус 1 в этот момент расположен так, что режущие элементы 2 находятся в состоянии касания с обрабатываемой трубой (фиг.1).
После этого перемещают корпус 1 в направлении обрабатываемой трубы, режущие элементы 2 надеваются на трубу так. что задняя кромка элемента 2 совпадает с обрезом трубы или минимально выступает за него. Это исходное положение устройства, оно готово к работе, но еще не работает. При таком положении корпуса 1 с режущими элементами 2 дно дополнительной полости 11 входит в касательный контакт с упорным кольцом 13.
При дальнейшем перемещении корпуса 1 по направлению к обрабатываемой трубе дно дополнительной полости 11 надавливает на упорное кольцо 13. Это взывает срабатывание узла центрирования путем распираний фиксирующих элементов 5 коническим толкателем 4. Режущие элементы 2 в этот момент устанавливают в крайнем рабочем положении (т.е. они отведены на максимальную ширину обработки). Двигатель вращательного движения все еще не включен. На этом закончена первая предварительная стадия приведения устройства в рабочее положение.
Вторая стадия - непосредственная обработка конца трубы. Для этого включают двигатель. Корпус 1 отводят назад так, чтобы режущие элементы 2 попали в исходное положение для обработки (см. фиг.2) Разблокирования фиксатора не происходит, так
как шток 3 имеет возможность свободного перемещения внутри подшипникового узла в пределах рабочего хода устройства. При совершении возвратно-поступательного движения, когда режущие элементы 2 перемещаются множественное число раз из начального рабочего положения к предельному, совершается процесс обработки ленточки на конце трубы. Отработанный абразивный материал и снятый
отработанный слой металла скапливаются в полости 10.
Третья стадия - вывод устройства из обработанного изделия. После окончания обработки выключают вращательное движение. Корпус 1 отводят назад, режущие элементы 2 находятся на трубе (фиг.2), Подшипник 12 вступает в контакт с подшипником 14 и, нажимая на него, производит разблокирование разжимного фиксатора.
После этого из полости 10 удаляют шлак. На этом процесс обработки данной детали закончен.
Для обеспечения синхронности работы узла центрирования и корпуса 1 при изготовлении устройства необходимо учитывать, что рабочая поверхность упора 17 должна быть размещена от внешней кромки режущего элемента 2 на расстоянии (или не меньшем) заданной ширины обработки, а
длина дополнительной полости 11 должна быть больше заданной ширины обработки на величину, обеспечивающую зажим фиксатором.
Предлагаемое устройство для обработки полых изделий позволяет получить высокое качество обработки за счет многократного прохода режущих элементов по месту обработки и за счет уменьшения
разностенности обрабатываемого полого цилиндрического изделия и, следовательно, получить впоследствии высокое качество сварного шва. Кроме того, повышается точность обработки благодаря выполнению
фиксатора раздвижным, взаимодействующим по внутренней поверхности полого изделия.
Ф о р м у л а и з о б р ет е н и я
Устройство для обработки концов труб, содержащее размещенный на приводном валу полый корпус, несущий абразивные режущие элементы, узел центрирования, выполненный в виде штока с коническим рабочим элементом и размещенным на нем разжимным фиксатором, отличающее
с я тем, что, с целью повышения качества, в корпусе выполнена дополнительная полость, в которой расположены введенные в устройство подшипниковый узел, предназначенный для размещения штока, и упор, размещенный концентрично основной и дополнительной полостям, при этом узел центрирования снабжен корпусом с прорезями, а разжимной фиксатор размещен 6 упомянутых прорезях, причем режущие элементы размещены в корпусе посредством введенных в устройство пружин.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1996 |
|
RU2104110C1 |
| Устройство для резки труб | 1988 |
|
SU1590221A1 |
| Устройство для пробивки отверстий в полых цилиндрических деталях | 1973 |
|
SU454074A1 |
| ТРУБОРЕЗ-ТРУБОЛОВКА | 2013 |
|
RU2533563C1 |
| МЕХАНИЧЕСКИЙ ПАКЕР | 2002 |
|
RU2294427C2 |
| Инструментальный блок к устройству для отрезки деталей | 1990 |
|
SU1761389A2 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2004 |
|
RU2317180C2 |
| УСТАНОВКА ПОПЕРЕЧНОГО РАСКРОЯ СТВОЛА НА ЧУРАКИ С МЕХАНИЗМОМ ПЕРЕМЕЩЕНИЯ СТВОЛА С УСТРОЙСТВАМИ ОТМЕРА И ФИКСАЦИИ ЕГО И ПИЛЬНЫМ МЕХАНИЗМОМ | 2012 |
|
RU2514756C1 |
| Расширитель для одновременного бурения и расширения на обсадной колонне | 2019 |
|
RU2719880C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАКЕТОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1995 |
|
RU2071897C1 |

Изобретение относится к вспомогательному оборудованию и применяется для шлифовки, снятия заусенцев с концов труб, преимущественно для стыковой сварки, и может быть использовано во всех областях народного хозяйства. Цель изобретения - повышение качества обработки. Для достижения этой цели шток 3 узла центрирования расположен посредством подшипникового узла в дополнительной полости полого конуса 1, в котором распопожен также упор 17 концентрично основной 10 и дополнительной 11 полостям корпуса Разжимной фиксатор расположен в корпусе узла центрирования, в котором выполнены прорези, а режущие элементы 2 подпружинены. 2 ил
15
Н
15№
16
8
13
Фиг. 2
| Головка для зачистки концов труб | 1956 |
|
SU107551A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
