w
rS
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1985 |
|
SU1315470A1 |
| СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1999 |
|
RU2165353C1 |
| ЗАЩИТНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2141509C1 |
| ЗАЩИТНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1999 |
|
RU2170757C2 |
| ЗАЩИТНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2186836C2 |
| ЗАЩИТНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1999 |
|
RU2167922C2 |
| ЭМУЛЬСОЛ ДЛЯ ПРИГОТОВЛЕНИЯ ВОДОСМЕШИВАЕМОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ПРОКАТКИ ЦВЕТНОЙ ЛЕНТЫ | 2005 |
|
RU2281318C1 |
| ЗАЩИТНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2200186C2 |
| ЗАЩИТНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2249030C1 |
| ЗАЩИТНАЯ СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2204587C2 |
Изобретение относится к смазкам для холодной обработки металлов давлением и может быть использовано при холодной листовой штамповке, преимущественно асимметричной вытяжке нержавеющих сталей. Смазка содержит, мае. %: продукт омыления сульфатированного пека галлового масла 5- 25; натрийкарбоксиметилцеллюлозу 0,3- 1,5; эмульсол на основе нефтяного масла 0,01Ч),05; вода - остальное. Применение предлагаемой смазки обеспечивает отсутствие отклонений от плоскостности, уровень коэффициента вариации шероховатости составляет 0,22-0,26 мм, обрывность снижается на 20%. 2 табл
Изобретение относится к смазкам для холодной обработки металлов давлением и может быть использовано при холодной листовой штамповке, преимущественно ас- симметричной вытяжке нержавеющих сталей.
Целью изобретения является повышение качества обработанной поверхности и производительности процесса за счет расширения диапазона оптимальной антифрикционной эффективности смазки.
Для приготовления смазки используют продукт омыления, предпочтительно неполного омыления, сульфатированного пека таллового масла. Пек галловый представляет собой продукт ректификации таллового масла и является отходом лесохимической промышленности. По внешнему виду - вязкая темно-коричневая жидкость, в состав которой входят нейтральные вещества 25- 35%, смоляные кислоты 10-26%. жирные кислоты 30-39% (типа олеиновой), а остальное - продукты полимеризации
Полное омыление сульфатированного таллового пека производится раствором NaOH при 250°С в течение 0,5 ч до числа омыления 18-22 мг КОН/г.
Неполное омыление сульфатированного таллового пека производится 1 % NaOH от массы пека при 60-90°С в течение 0,2 ч до достижения числа омыления 55,0-49.5 мг КОН/r. Неполное омыление сульфатированного таллового пека позволяет получить продукт, который обладает высокими антифрикционными и адгезионными свойствами.
(
О
о N о
00
Наличие в смазке продукта омыления сульфатированного галлового пека менее 5 мас.% приводит к обрывности заготовок и снижению производительности штамповки за счет снижения антифрикционных свойств смазки. Также наблюдается рост неравномерности шероховатости по площади поверхности изделия за счет налипания металла заготовки на инструмент и задиров. Повышение количества продукта омыления сульфатированного таллового пека свыше 25 мас.% приводит к ухудшению качества поверхности изделия из-за гофрообразова- ния и роста неравномерности шероховатости поверхности изделия, вследствие увеличенной толщины смазочного слоя.
Наличие в смазке менее 0,3 мас.% на- трийкарбоксиметилцеллюлозы приводит к ухудшению качества изделий и понижению производительности за счет появления за- диров и обрывов заготовок.
Введение в смазку более 1,5 мас.% на- трийкарбоксиметилцеллюлозы не приводит к изменению смазочных свойств, но повышает ее вязкость, что делает смазку нетех- нелогичной при нанесении на заготовку.
Наличие в смазке менее 0,01 мас.% эмульсола (эмульсола Т) на основе нефтяного масла приводит к ухудшению качества продукции за счет сужения диапазона опти- мальной антифрикционной эффективности смазки и увеличению неравномерности шероховатости по поверхности изделия.
Введение в смазку эмульсола на основе нефтяного масла в количестве свыше 0,05 мас.% способствует более полному омылению сульфатированного таллового пека и, в связи с этим, повышению обрывности заго- товок и снижению производительности процесса вследствие сужения диапазона оптимальной антифрикционной эффективности.
Смазку готовят следующим образом.
В теплой воде 40-50°С растворяют натрий карбоксиметилцеллюлозу при перио- дическом перемешивании. Затем готовят водный раствор 1 % NaOH от массы пека таллового масла. Пек разогревают до 60-90°С и вливают его в водный раствор щелочи. Раствор натрийкарбоксиметилцеллюлозы влива- ют в продукт омыления, затем добавляют эмульсол Т.
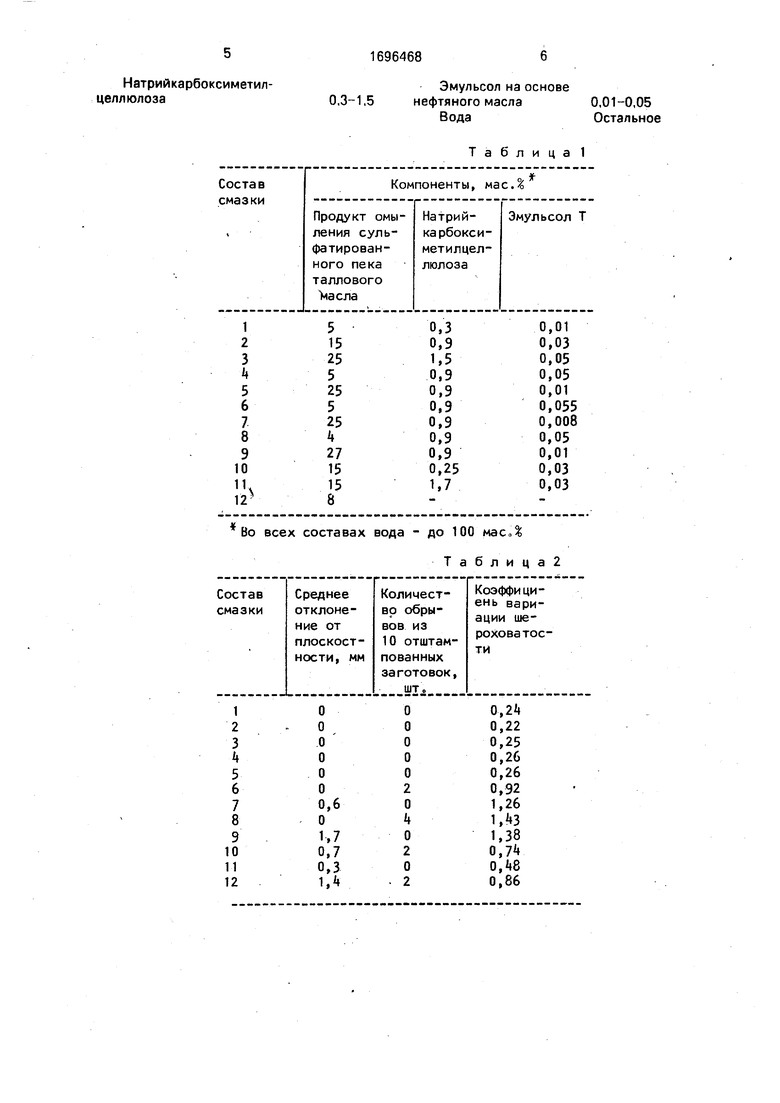
Готовая смазка представляет собой маловязкую непрозрачную однородную жидкость. Составы смазок приведены в табл. 1.
Холодной асимметричной вытяжке подвергаются образцы из стали ДИ-13 диаметром 150 мм, толщиной 0,7 мм. В результате штамповки получают гильзы диаметром 70 мм с наклонным дном под углом 30° к горизонтали. Комплект штампов, состоящий из асимметричного пуансона; прижима и матрицы с вытяжным ребром изготовлен из стали У8 с твердостью 50-55 HRC. Прижим осуществляют специальным устройством с контролируемой затяжкой винтов. Смазки наносят на обе стороны заготовок методом окунания. Для каждого состава смазки штампуют по 10 образцов.
В опытах фиксируют степень гофрооб- разования, обрывность заготовок и неравномерность шероховатости по внешней поверхности изделия.
Степень гофрообразования определяют измерением максимальной амплитуды волны на фланце в области малой деформации. Половина этого размера минус толщина заготовки представляет собой величину отклонения от плоскостности.
Неравномерность шероховатости поверхности изделия оценивают ее коэффициентом вариации С, который определяют как отношение среднего квадратического отклонения шероховатости днища, практически равной исходной шероховатости заготовок, к среднему ее значению в других произвольно взятых местах поверхности изделия. Замеры значений шероховатости производят по десяти свинцовым отпечаткам при помощи профилографа-профило- метра модели К-201. Результаты опытов приведены в табл. 2.
Сравнение предлагаемых составов смазок с известным показывает, что предлагаемые составы смазок при асимметричной штамповке обеспечивают отсутствие отклонений от плоскостности, уровень коэффициента вариации шероховатости 0,22 - 0,26 мм (т.е. высокое качество-поверхности) и отсутствие обрывности (т.е. отсутствие снижения производительности), что является более технологически приемлемым, чем при использовании известной смазки (отклонение от плоскостности 1,4-0,86 мм. обрывность 20%).
Формула изобретения
Смазка для холодной штамповки металлов, содержащая воду и продукт омыления сульфатированного пека таллового масла, отличающаяся тем, что, с целью повышения качества обработанной поверхности и производительности процесса, смазка дополнительно содержит натрий- карбоксиметилцеллюлозу и эмульсол на основе нефтяного масла при следующем соотношении компонентов, мас.%:
Продукт омыления сульфатированного пека таллового масла5-25
Натрийкарбоксиметил- целлюлоэа
16964686
Эмульсол на основе
0,3-1,5нефтяного масла0,01-0,05
ВодаОстальное
Во всех составах вода - до 100 масД
Таблица2
Таблица 1
| Концентрат смазочно-охлаждающей жидкости для механической обработки металлов | 1986 |
|
SU1366525A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU996431A1 |
