(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической подготовки молотовых штампов | 1980 |
|
SU946764A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВКИ ИЗ ВЫСОКОПРОЧНОЙ ИЗНОСОСТОЙКОЙ СТАЛИ (ВАРИАНТЫ) | 2019 |
|
RU2750299C2 |
| ЛИТАЯ ШТАМПОВАЯ СТАЛЬ | 1996 |
|
RU2095460C1 |
| Способ термической обработки молотовых штампов | 1988 |
|
SU1765210A1 |
| Способ термической обработки штампов | 1989 |
|
SU1696519A1 |
| СПОСОБ ИССЛЕДОВАНИЯ ПРЕВРАЩЕНИЙ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 1992 |
|
RU2090631C1 |
| Состав покрытия для защиты изделий и способ обработки изделий | 1989 |
|
SU1682404A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU564135A1 |
| Отливка из высокопрочной износостойкой стали и способы термической обработки отливки из высокопрочной износостойкой стали | 2020 |
|
RU2753397C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ПРОКАТА ПОВЫШЕННОЙ ХЛАДОСТОЙКОСТИ | 2016 |
|
RU2629420C1 |
Изобретение относится к металлургии и может быть использовано для отпуска молотовых штампов преимущественно из полутеплостойких сталей повышенной вязкости. Цель изобретения - снижение энергозатрат и сокращение длительности отпуска. Способ заключается в следующем. .Штампы попарно устанавливают на под печи так, чтобы гравюры штампов соприкасались в горизонтальной плоскости. Нагрев штампов осуществляют в печи, разогретой до температуры, на 50-60°С превышающей температуру отпуска гравюры штампов, с удельным временем нагрева, равным 0,45- 0,50 мин/мм суммарной толщины штампов. После нагрева гравюры штампов до температуры отпуска проводят выдержку в течение времени, составляющем 0,20-0,25 от времени нагрева, при этом температуру печи понижают до температуры отпуска гравюры. Отпуск молотовых штампов по предложенному способу позволяет в 1,5 раза сократить время и энргозатраты. 1 табл.
Изобретение относится к металлургии и может быть использовано для отпуска мо- notOBbix штампов преимущественно из йолутеплостойких сталей повышенной вязкости.
Цель изобретения - повышение стойкости штампов, повышение производительности и снижение энергозатрат.
Способ заключается в следующем.
Штампы попарно устанавливают на под печи так, чтобы гравюры штампов соприкасались в горизонтальной плоскости. Нагрев штампов осуществляют в печи, разогретой до температуры на 50-60°С, превышающей температуру отпуска гравюры штампов с удельным временем нагрева, равным 0,45- 0,50 мин/мм суммарной толщины штампов. После нагрева гравюры штампов до температуры отпуска проводят выдержку в течение времени, составляющем 0,20-0,25 от времени нагрева, при этом температуру печи понижают до температуры отпуска гравюры.
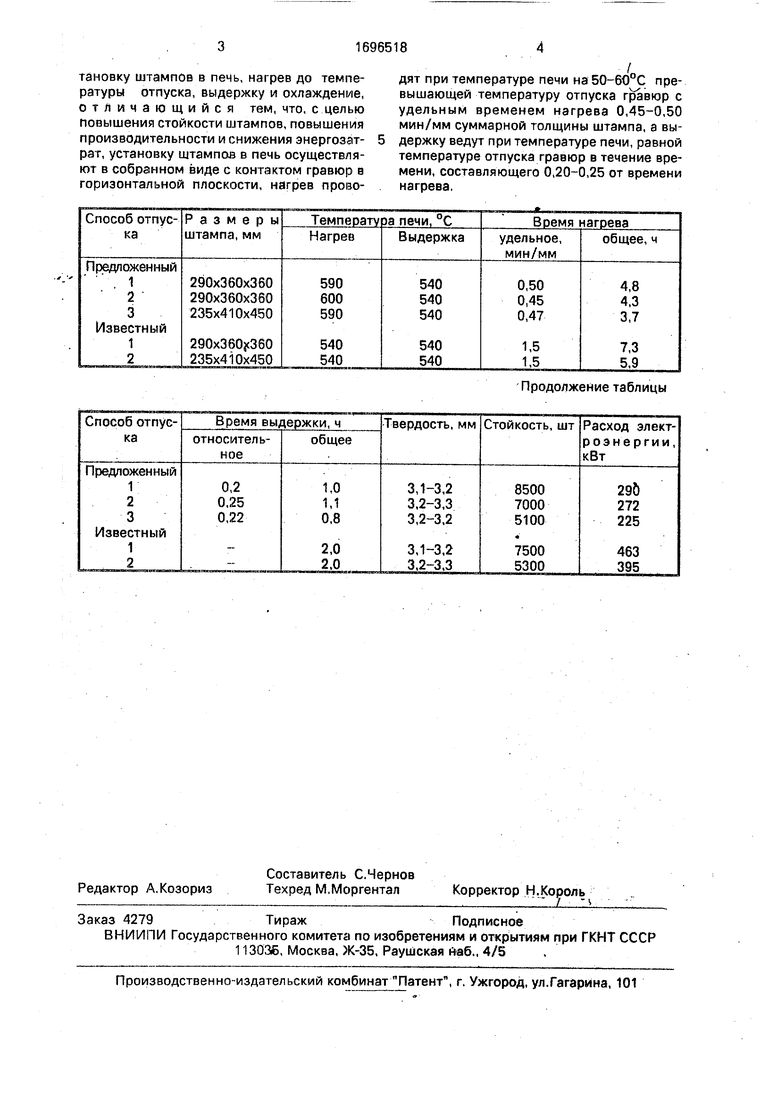
Пример. Проводят отпуск молотовых штампов из стали 5ХНМ, закаленных с температуры 840°С.
Режимы отпуска и свойства штампов приведены в таблице,
Как следует из таблицы, отпуск молотовых штампов по предложенному способу позволяет в 1,5 раза сократить время и энергозатраты.
Формула изобретения
Способ отпуска молотовых штампов, преимущественно из полутеплоскойких сталей повышенной вязкости, включающий усО
о
Os
ел
00
тановку штампов в печь, нагрев до температуры отпуска, выдержку и охлаждение, отличающийся тем, что, с целью повышения стойкости штампов, повышения производительности и снижения энергозатрат, установку штампов в печь осуществляют в собранном виде с контактом гравюр в горизонтальной плоскости, нагрев прово/
дят при температуре печи на 50-60°С превышающей температуру отпуска гравюр с удельным временем нагрева 0,45-0,50 мин/мм суммарной толщины штампа, а выдержку ведут при температуре печи, равной температуре отпуска гравюр в течение времени, составляющего 0,20-0,25 от времени нагрева.
Продолжение таблицы
| Башнин Ю.А | |||
| Технология термической обработки стали | |||
| М., 1986, с | |||
| Способ получения и применения продуктов конденсации фенола или его гомологов с альдегидами | 1920 |
|
SU362A1 |
