ные дефекты, подвергают ремонтной заварке дефектов с помощью сварки в среде за- щитных газов (например, аргона) с пульсирующей подачей плавящегося электрода. Для этого сварочную горелку устанавливают над дефектом, подают на электрод сварочный ток и напряжение, включают подачу защитного газа и заполняют дефект моноблока расплавленным металлом электрода, при этом подачу электрода осуществляют с частотой пульсаций, определенной из формулы
f (0,28...1,0)-Ц-, «d3
где f - частота пульсаций электрода, Гц;
ICB - сварочный ток, А;
d - диаметр электродной проволоки, мм.
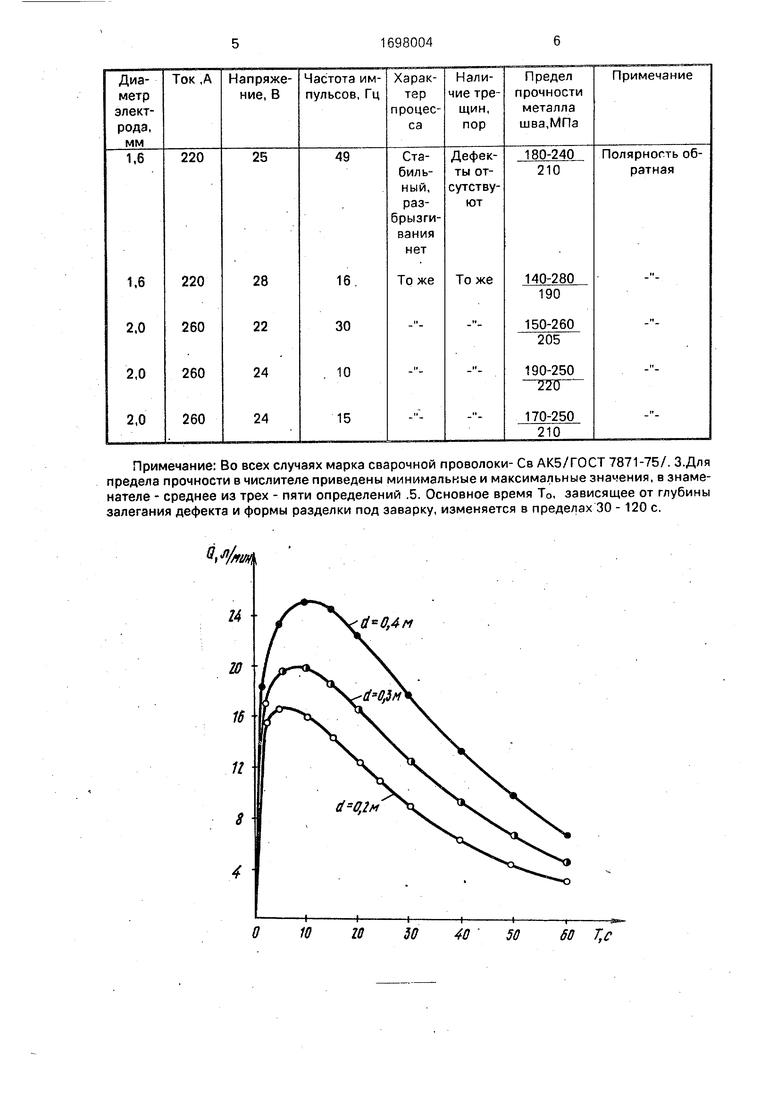
В случае заварки внутренних дефектов моноблока расход защитного газа, подаваемого в зону горения дуги, определяют из формулы
Tg° exp (-0,04Т0), где Q - расход защитного газа, л/мин;
То - текущее время сварки, с;
do - диаметр посадочного гнезда в моноблоке под втулку цилиндра, м.
При заполнении дефекта расплавленным металлом электрода процесс заварки дефекта прекращают.
Частота пульсаций электрода определяет прежде всего размер капель на торце плавящегося электрода, длительность и частоту их перехода через дуговой промежуток. Если выбрать частоту с коэффициентами в формуле менее 0,28, то это вызовет чрезмерное увеличение диаметра капель, их перегрев, повышение доли тепла, передаваемого каплями в ванну, увеличение разбрызгивания, ухудшение формирования наплавленного металла, увеличение тепловложения в основной металл (моноблок). В результате повышается уровень остаточных сварочных напряжений, увеличивается вероятность появления трещин в сварном соединении, снижается прочность и плотность металла шва.
С повышением частоты пульсаций элек - тродной проволоки выше установленных в формуле пределов процесс сварки становится подобным процессу импульсно-дуговой сварки, основным назначением которого является управление каплепереносом и снижение разбрызгивания при сварке, но не управление процессами кристаллизации в сварочной ванне. Именно поэтому назначение частоты пульсаций с коэффициентом более 1,0 приводит к снижению
эффективности влияния процесса на дегазацию металла сварочной ванны и измельчению структуры сварных швов, что объясняется уменьшением вибрации сварочной ванны.
Изменение расхода защитного газа в процессе заварки внутреннего дефекта по заданной зависимости обеспечивает снижение тепловложения в процессе сварки и
уменьшает расход газа на ведение процесса сварки, так как количество газа, подаваемого в зону сварки, соответствует необходимой потребности в защите зоны сварки, которая при заполнении моноблока защитным газом падает.
Пример. Производили заварку трещин в клапанных перемычках бывших в эксплуатации моноблоков судовых дизелей М400, изготовленных из сплава АЛ 4.
Сварку осуществляли с пульсирующей подачей электрода с изменением коэффициента в формуле по определению частоты пульсации и изменением коэффициентов в формуле по определению расхода защитного газа. Результаты заварки тр ещин приведены в таблице.
Использование предлагаемого способа заварки дефектов в моноблоках дизелей внутреннего сгорания позволяет повысить
производительность процесса заварки, снизить энергозатраты на его осуществление, повысить прочность моноблоков и срок их эксплуатации.
Ф о р м у л а и з о б р ет е н и я
. Способ дуговой наплавки в среде защитных газов, при котором наплавку осуществляют плавящимся электродом, отличающийся тем, что, с целью повышения качества и упрощения способа путем исключения операций подогрева и охлаждения при ремонте моноблоков двигателей внутреннего сгорания, наплавку осуществляют с пульсирующей подачей электрода, частоту пульсаций выбирают из соотношения
45
f m -г-
где ICB - сварочный ток;
f - частота пульсаций, Гц;
d - диаметр электродной проволоки, мм, т$0,28; 1,0,
а расход защитного газа при заварке внутренних полостей выбирают по формуле
Q 15T0loexp(-0,04To), где Q - расход защитного газа, л/мин;
То - текущее время сварки, с; d0 - диаметр посадочного гнезда в моноблоке под втулку цилиндра, м.
Примечание: Во всех случаях марка сварочной проволоки- Св АК5/ГОСТ 7871-75/, З.Для предела прочности в числителе приведены минимальные и максимальные значения, в знаменателе - среднее из трех - пяти определений .5. Основное время Т0, зависящее от глубины залегания дефекта и формы разделки под заварку, изменяется в пределах 30 - 120 с,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ ремонта металлических трубопроводов в полевых условиях и установка для его осуществления | 2020 |
|
RU2734312C1 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
| Способ двухдуговой сварки в защитных газах | 1986 |
|
SU1310146A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ В ЗАЩИТНОМ ГАЗЕ | 2007 |
|
RU2362659C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2006 |
|
RU2328366C2 |
Изобретение относится к электрической сварке и может быть использовано при устранении эксплуатационных дефектов моноблоков дизелей внутреннего сгорания преимущественно из алюминиевых сплавов. Целью изобретения является упрощение способа путем исключения операции предварительного подогрева и последующего замедленного охлаждения моноблока, Изобретение относится к электрической сварке и может быть использовано для устранения эксплуатационных дефектов мо- ноблоков,преимущественно из алюминиевых сплавов,дизелей внутреннего сгорания. Целью изобретения является упрощение способа путем исключения операций предварительного подогрева и последующего замедленного охлаждения моноблока, повышение прочности и плотности сварных повышение прочности и плотности сварных соединений, а также уменьшение тепловло- жения в моноблок. Заварку эксплуатационного дефекта в моноблоке осуществляют с помощью сварки в среде защитного газа с пульсирующей подачей сварочного электрода. Частоту пульсаций при подаче электрода определяют из соотношения f mlcu/d , где f - частота пульсаций электрода, Гц, Св - сварочный ток, d - диаметр электродной проволоки, мм, ,28; 1,0. В случае заварки внутренних дефектов моноблока расход защитного газа, подаваемого в зону горения дуги,определяют из соотношения Q 15 xT0d° -ехр (-0,04Т0), где Q - расход защитного газа, л/мин, То - текущее время сварки, с, do-диаметр посадочного гнезда в моноблоке под втулку цилиндра, м. Выбор частоты пульсации электрода и расхода защитного газа по данным соотношениям позволяет снизить нагрев зоны сварки, вероятность образования кристаллизационных трещин и пор в моноблоке, понизить расход дорогостоящего защитного газа при сохранении качества места заварки. 1 табл., 1 ил. соединений, а также уменьшение тепловло- жения в моноблок. На чертеже изображен график зависимости расхода защитного газа при заварке внутреннего дефекта моноблока от текущего времени сварки. Способ осуществляется следующим образом. Очищенный от загрязнений моноблок дизеля внутреннего сгорания из алюминиевого сплава, имеющий внутренние и наружСП С о о 00 о о 4
//Щ
4
,4м
| Руссо В.Л | |||
| Сварка алюминиевых сплавов в среде инертных газов | |||
| Судпромгиз, 1962, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| Потапьевский А.Г | |||
| Сварка в защитных газах плавящимся электродом | |||
| Машиностроение, 1974, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
