Изобретение относится к сварке, а именно к присадочным материалам для зз- варки fl;% tKVTOB в чугуне.
ЦелгЮ-изобретения является улучшение механических свойств наплавленного Met алла при удешевлении процесса сварки.
Сплав алюмель известен как материал для отрицательного электрода термопары хромель-алюмель Сплав алюмель марки НМцАК2-2-1 содержит, %: кремний 0,85- 1,5; алюминий 1,6-2,4; марганец 1,8-2,7; кобальт 0,6-1,- никель - остальное. До на- стоящэго времени алюмель применялся исключительно при производстве термопар и никакие другие его характеристики, кроме термоздс, электросопротивления и отдельных механических свойств не регламентировались. Технология производства алюмелееой проволоки предусматривает плавку, в том числе открытую, сортовую горячую прокатку воле-1 н..е « промежуточным и окончательным от К1 ОМ.
Пои ИоГ.ьовлен /и прст-.-юки промежуточного диаметр-, NO- -: и мерять ее термоздс после чего if . « ми ,. - L удовлет- т ебова1 (.чм га j&pia термо- эдс, во-гюч т„ o/.o/Hvo до заданного размера и ч ... состоянии использовать Kav; ci-ь очную Таким образом, отходы термоэле 1 .зцного пооизводства (брак по тзомоз с) мо ут быть использованы эффективно по новому нззчачению. Возможно и отдельное самсхгсягельное производство злюмелевои сварочной гроволоки.
Использование алюмеля позволяет повысить к чесгво ссроно о iuj;a что обусловлено большим содержанием кремния и алюминия, СПЛЯЮ1Ч-1ХСЯ сильными графити- заторзми. Это исключает отбел чугуна при сварке конструкции малой толщмчы
ON Ю
О
ю сл
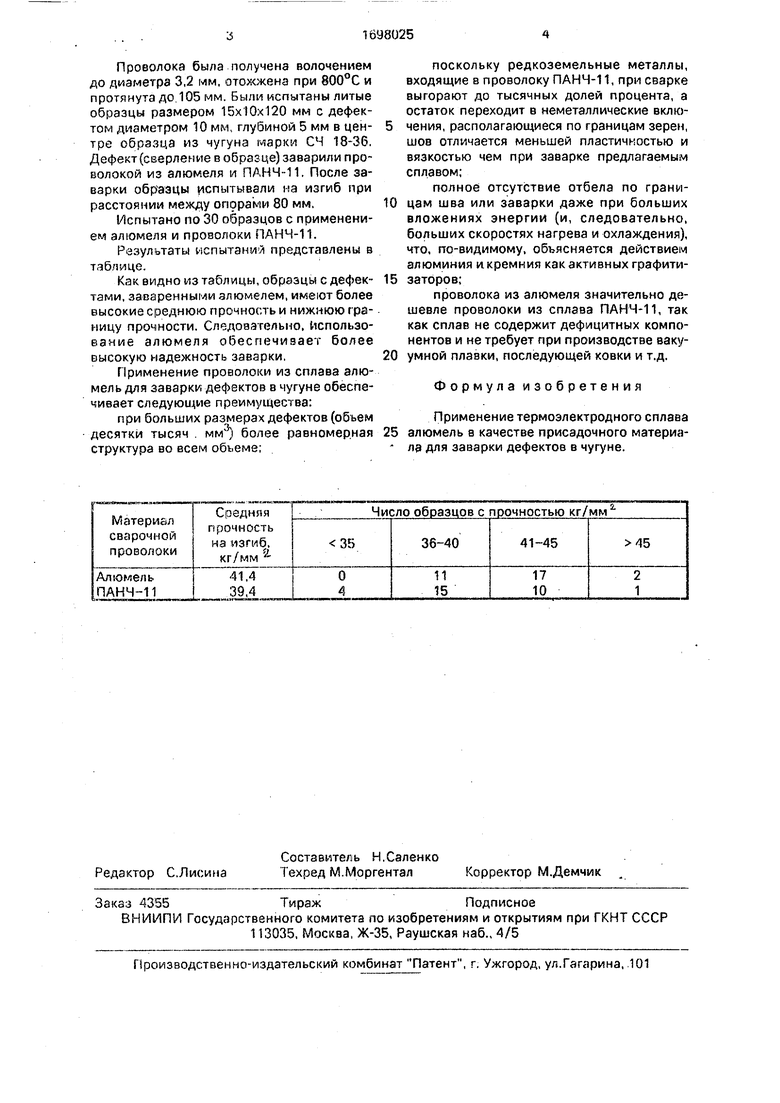
Проволока была получена волочением до диаметра 3,2 мм, отожжена при 800°С и протянута до 105 мм. Были испытаны литые образцы размером 15x10x120 мм с дефектом диаметром 10 мм, глубиной 5 мм в центре образца из чугуна марки СЧ 18-36. Дефект (сверление в образце) заварили проволокой из алюмеля и ПАНЧ-11. После заварки образцы испытывали на изгиб при расстоянии между опорами 80 мм.
Испытано по 30 образцов с применением алюмеля и проволоки ПАНЧ-11.
Результаты испытаний представлены в таблице.
Как видно из таблицы, образцы с дефектами, заваренными злюмелем, имеют более высокие среднюю прочность и нижнюю границу прочности. Следовательно, использование алюмеля обеспечивает более высокую надежность заварки.
Применение проволоки из сплава алю- мель для заварки дефектов в чугуне обеспечивает следующие преимущества:
при больших размерах дефектов (объем десятки тысяч . мм3) более равномерная структура во всем объеме;
поскольку редкоземельные металлы, входящие в проволоку ПАНЧ-11, при сварке выгорают до тысячных долей процента, а остаток переходит в неметаллические включения, располагающиеся по границам зерен, шов отличается меньшей пластичностью и вязкостью чем при заварке предлагаемым сплавом;
полное отсутствие отбела по границзм шва или заварки даже при больших вложениях энергии (и, следовательно, больших скоростях нагрева и охлаждения), что, по-видимому, объясняется действием алюминия и кремния как активных графитизаторов;
проволока из алюмеля значительно дешевле проволоки из сплава ПАНЧ-11, так как сплав не содержит дефицитных компонентов и не требует при производстве вакуумной плавки, последующей ковки и т.д.
Формула изобретения
Применение термоэлектродного сплава алюмель в качестве присадочного материа- ла для заварки дефектов в чугуне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав присадочной проволоки | 1989 |
|
SU1676774A1 |
| Состав электродной проволоки | 1988 |
|
SU1683938A1 |
| СПОСОБ МОНТАЖНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2003 |
|
RU2257984C2 |
| Состав сварочной проволоки | 1984 |
|
SU1291338A1 |
| Чугун для наплавки | 1989 |
|
SU1708912A1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| Чугун для сварочных прутков | 1987 |
|
SU1638195A1 |
| Состав сварочной проволоки для сварки чугуна | 1981 |
|
SU961906A1 |
| Состав сварочной проволоки | 1980 |
|
SU941110A1 |
| Порошковая проволока | 1986 |
|
SU1400833A1 |
Изобретение относится к сварке, в частности к присадочным материалам для заварки дефектов в чугуне. Цель изобретения - улучшение механических свойств наплавленного металла при удешевлении процесса сварки, Изобретение состоит в применении термоэлектродного сплава алюмель в качестве присадочного материала при заварке дефектов в чугуне что обеспечивает благоприятную структур;, ц хорошие механические свойства пзпл впенного металла, а также удешевление м оцесса сварки. 1 табл.
