Изобретение относится к машиностроению и может быть использовано для исправления дефектов деталей из чугуна, в том числе в литейном производстве при обработке отливок.
Цель изобретения -улучшение качества и механической обрабатываемости наплавленного металла при одновременном снижении себестоимости проволоки.
Для поддержания высокой легкоплавкости и уменьшения склонности к отбелу в сплав вводится алюминий 0,1-0,6 мас.%, обеспечивающий также полное раскисление сплава и наименьшее содержание в нем окисных включений, являющихся одной из главных причин снижения жид коте кучести сплава и связанных с этим затруднений при отливке тонких электродов.
Для улучшения структуры как наплавленного металла, так и структуры переходной зоны вводятся модификаторы в виде кальция и/или магния 0,01-0,05 мас.%. основное действие которых заключается в ускорении процесса графитообразования и выделении графита в виде сферических частиц, а также в увеличении пластичности, а следовательно, обрабатываемости наплавленного металла.
Содержание меди поддерживается на уровне 30-40%, что позволяет сохранить легкоплавкость сплава, уменьшить вероятность образования закаленного и отбеленного пограничного слоя, поскольку и никель, и медь являются графитообразующими элементами, проникающими (диффундирую00
со о
W
с
щими) в этот слой чугуна основы отливки.
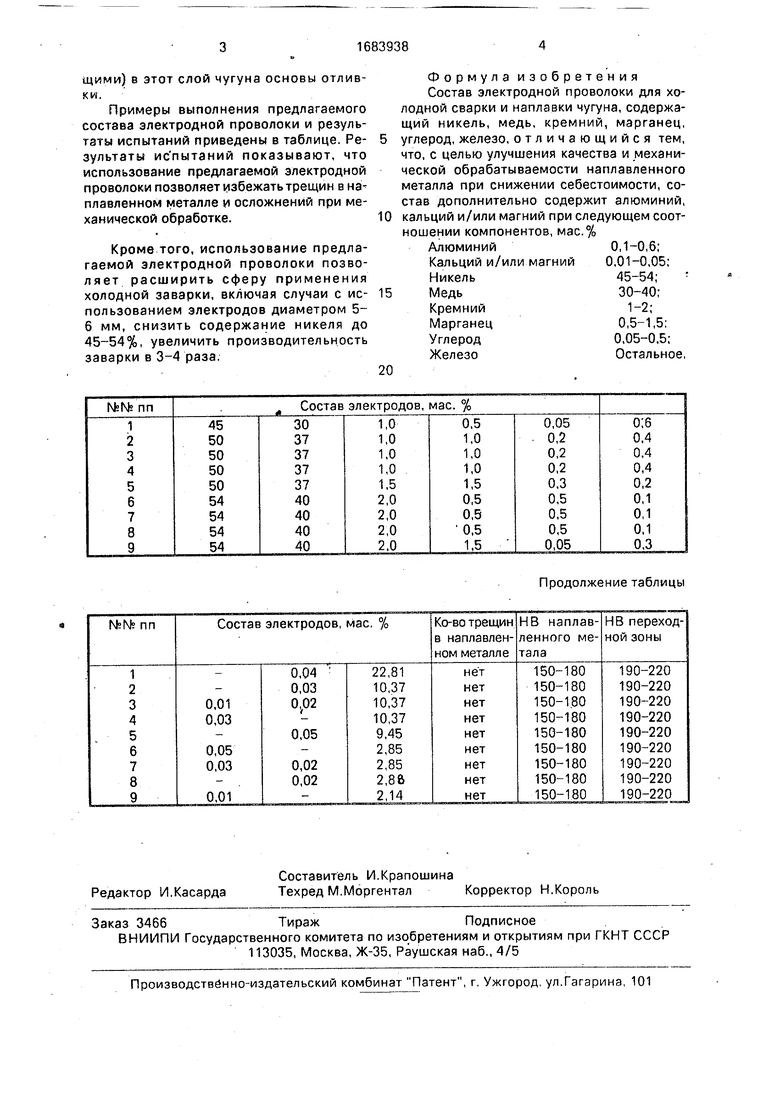
Примеры выполнения предлагаемого состава электродной проволоки и результаты испытаний приведены в таблице. Результаты испытаний показывают, что использование предлагаемой электродной проволоки позволяет избежать трещин в наплавленном металле и осложнений при механической обработке.
Кроме того, использование предлагаемой электродной проволоки позволяет расширить сферу применения холодной заварки, включая случаи с использованием электродов диаметром 5- 6 мм, снизить содержание никеля до 45-54%, увеличить производительность заварки в 3-4 раза.
0
Формула изобретения Состав электродной проволоки для холодной сварки и наплавки чугуна, содержащий никель, медь, кремний, марганец, углерод, железо, отличающийся тем, что, с целью улучшения качества и механической обрабатываемости наплавленного металла при снижении себестоимости, состав дополнительно содержит алюминий, кальций и/или магний при следующем соотношении компонентов, мас.%
Алюминий
Кальций и/или магний
Никель
Медь
Кремний
Марганец
Углерод
Железо
0,1-0,6; 0,01-0,05; 45-54; 30-40;
1-2;
0,5-1,5; 0,05-0,5; Остальное,
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав сварочной проволоки для сварки чугуна | 1981 |
|
SU961906A1 |
| Состав сварочной проволоки | 1984 |
|
SU1291338A1 |
| Состав электродного покрытия | 1991 |
|
SU1776526A1 |
| Состав сварочной проволоки | 1980 |
|
SU941110A1 |
| Порошковая проволока | 1986 |
|
SU1400833A1 |
| Чугун для сварочных прутков | 1987 |
|
SU1638195A1 |
| Чугун | 1990 |
|
SU1749292A1 |
| Чугун | 1981 |
|
SU1014957A1 |
| Состав электродного покрытия | 1988 |
|
SU1539030A1 |
| ЧУГУН | 2012 |
|
RU2487187C1 |
Изобретение относится к машиностроению и может быть использовано для исправления дефектов деталей из чугуна, в том числе в литейном производстве при обработке отливок. Цель изобретения - улучшение качества и механической обрабатываемости наплавленного металла (НМ). Это достигаете я тем, что состав электродной проволоки, содержащий,мае.%: никель 45-54; медь 30-40; кремний 1-2; марганец 0,5-1,5; углерод 0,05-0,5; железо остальное, дополнительно содержит, мае.%: 0,1-0,6 алюминий и кальций и/или магний 0,01- 0,05%. Введение алюминия в количестве 0,1-0,6 мас.% обеспечивает полное раскисление сплава, высокую легкоплавкость и уменьшение склонности к отбелу, а введение кальция и/или магния в количестве 0,01-0,05 мае. % позволяет модифицировать структуру НМ и переходной зоны. 1 табл.
Продолжение таблицы
| Сплав | 1977 |
|
SU733930A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Каталог Сварочные материалы стран- членов СЭВ, Киев-Москва, 1981, с.419 | |||
