Лолжеме 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки шпилек к пластине | 1987 |
|
SU1698029A1 |
| Полуавтомат для приварки шпилек | 1978 |
|
SU795807A1 |
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| Автоматическая линия для изготовления сварных дисков | 1989 |
|
SU1736684A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |
| Устройство для сборки резьбовых соединений | 1988 |
|
SU1512749A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| Пистолет для приварки шпилек | 1980 |
|
SU912436A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
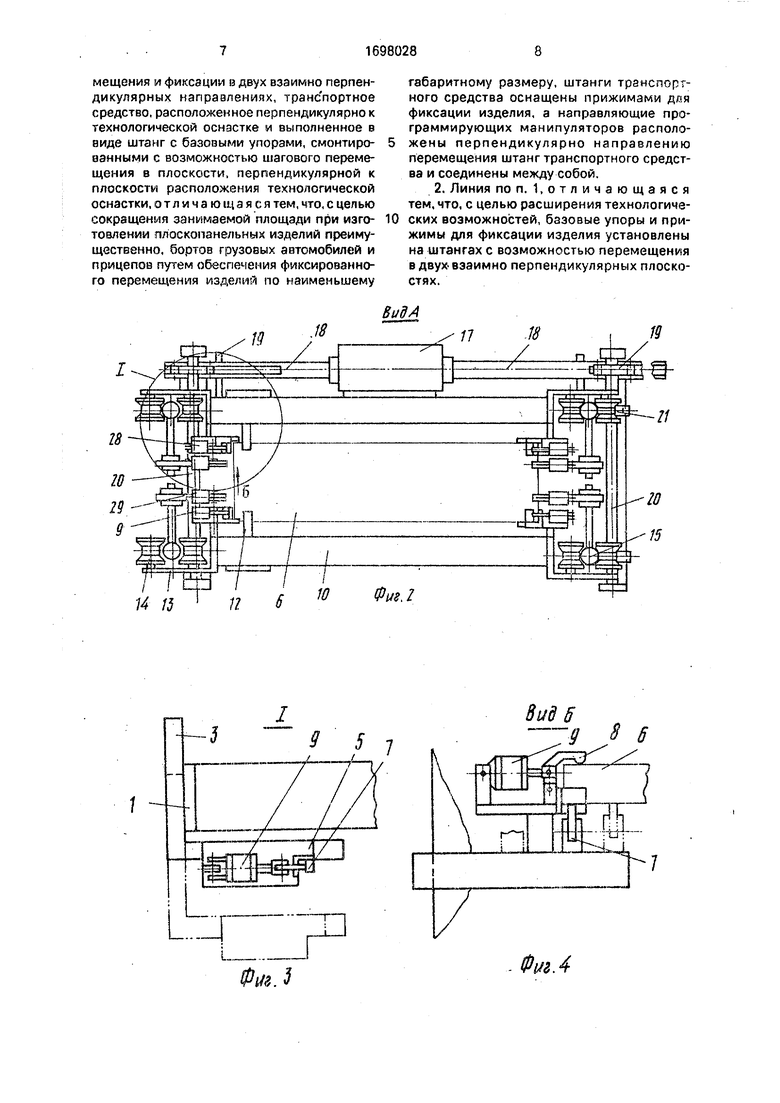

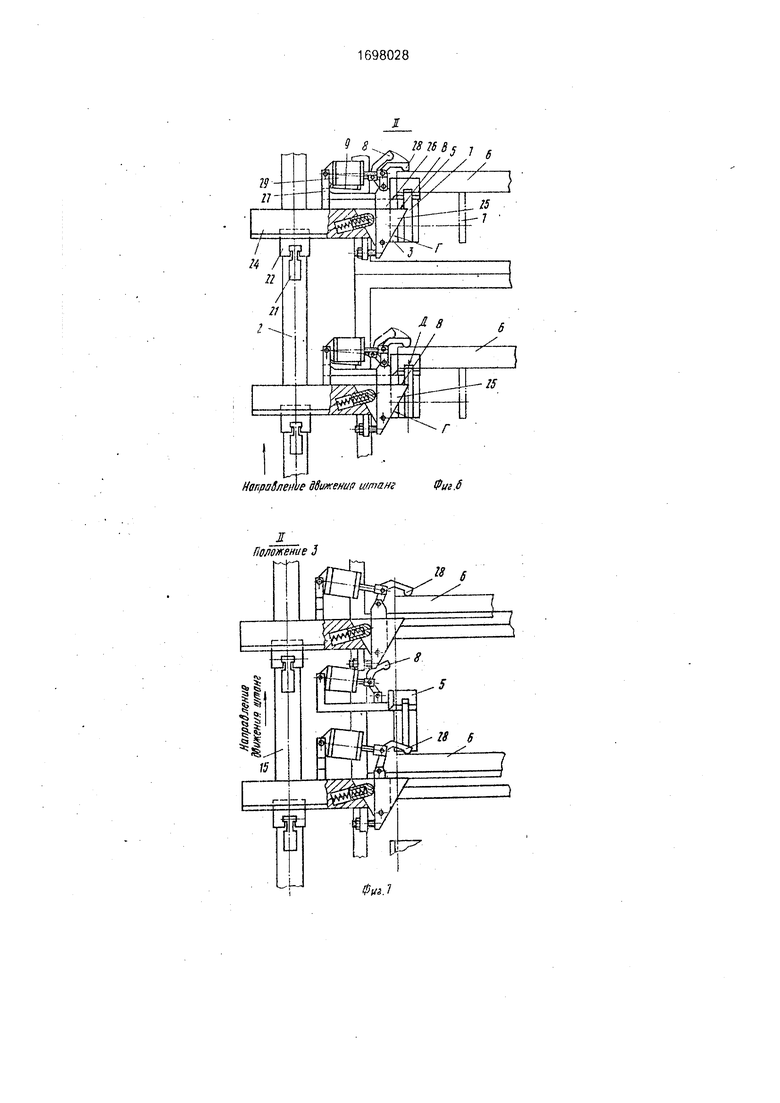


Изобретение относится к сварке, а именно к конструкциям автоматических сварочных линий с технологическим оборудованием, преимущественно в виде программируемых манипуляторов, и может найти применение при сварке плоскопанельных конструкций в автомобильной промышленности. Цель изобретения - сокращение занимаемой площади и расширение технологических возможностей. Цель достигается оснащением штанг 15 транспортного средства 16 прижимами 28 для фиксации изделия и установкой их, как и базовых опор 25 с возможностью перемещения в двух взаимно перпендикулярных плоскостях Направляющие 1C программирующих манипуляторов 11 расположены перпендикулярно направлению перемещения щтзы 15 транспортного средства 16 и ссе/жнены между собой. Для осуществлении переналадки прижимы 28 и опоры 25 перемещают относительно штанг 15 Расположение направляющих 10 позволяет осуществить перемещение изделия 6 по наименьшему габаритному размеру, что снижает занимаемую производственную площадь. 1 з п, ф-лы 11 мл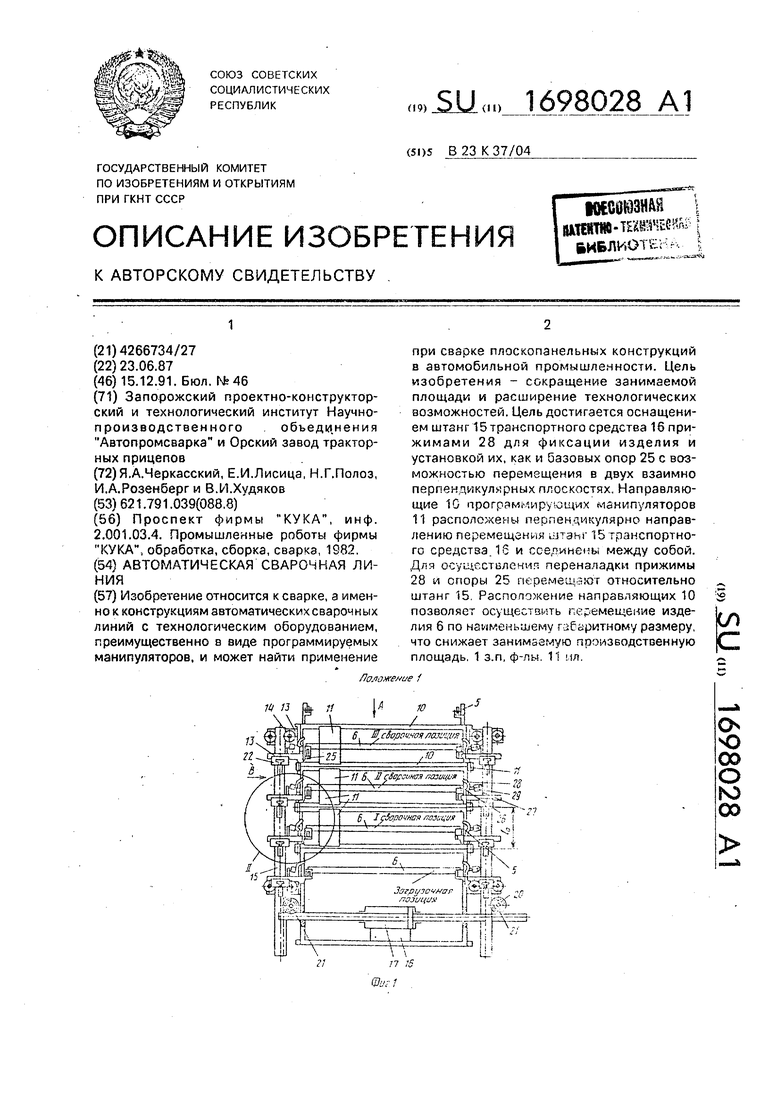
14 13
11
tft JS,cSofjovtoaлажная
,Ю
/-VP i-Д-И
// А Seiopataan /хгхяцх .j I
- «
гд
П
rtjf-ь
$ 1 сЈ оо-/на гсзь ия {Г Jl „
о ю
00
о
ю
00
ll
- ТггЧ-тл
-,I wj
Загризо няг , fss n гозицих IV X
мещения и фиксации в двух взаимно перпендикулярных направлениях, транспортное средство, расположенное перпендикулярно к технологической оснастке и выполненное в
&
Положение 4 а ° 5
-е
25
24 - 231221
S Положение бm ...
Позиция догрузки
Фщ. 11 s
Редактор С.Лисина
Составитель Е.Крюкова
Техред М.МоргенталКорректор А.Осауленко
Заказ 4355ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
габаритному размеру, штанги транспортного средства оснащены прижимами для фиксации изделия, а направляющие программирующих манипуляторов располо1698028
5
Д7
и.
j-,
3
Date : 16/05/2000
Number of pages : 4
Previous document : SU 1698028A1
Next document : SU 1698030A1
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
1
(21) 4314617/27 (22) 15.07.87 (46)15.12.91. Бюл. №46
(71)Ростовский-на-Дону институт сельскохозяйственного машиностроения
(72)В.В.Крупеников, КАБорисова, Д.М.Пахань- ян, Е.Т.Чернущенко, Б.С.Поликарпов и Г.И.Алябьев (53)621.791.039(088.8)
(56)Вайнбом Д.М. Автоматическая дуговая точечная сварка. М.: Машгиз, 1966, с. 183. (54) УСТРОЙСТВО ДЛЯ ПРИВАРКИ ШПИЛЕК К ПЛАСТИНЕ
(57)Изобретение относится к сварке, а именно к сварочному оборудованию для приварки шпилек к пластинам, и может быть использовано в машиностроении и других отраслях народного хозяйства. Цель изобретения-повышение производительности и качества сварного соединения. Цель достигается расположением базовой плиты 7
(19)
SU,,,. 1698029 А1
51)5 В 23 К 37/04, 9/20
TctcSisHA .
&ИБЛИОТЕ
теплоотводящими корпусами 12с охлаждающими трубками 13 и подвижными 14 и неподвижными 15 призмами, расположенными соосно базовым отверстиям 10 для шпилек 11. Подвижные 14 и неподвижные 15 призмы расположены на базовой плите 7 со стороны, противоположной стороне расположения опор 8. Неподвижная призма 15 оснащена упором 16 для шпилек 11 и подпружиненным отсекателем 17, а подвижная призма 14 оснащена толкателем 19, взаимодействующим с подпружиненным отсекатедем 17. После установки шпилек 11 в базовые отверстия 10 базовой плиты и в тзстину 9 перемещают подвижную призму 14 Голкзтель 19 призмы 14 отводит подпружиненный отсекатель 17, и шпильки 11 проскакивают до упоров 16 и прижимаются к неподвижной призме 15. При сварке теплоотводнщие корпуса 12 обеспечивают теплоотвод or сваг .- ваомых деталей. 1 з.п. ф-лы, 3 ил.
о ю со о
Ю О
ФигЗ
Изобретение относится к сварке, а именно к сварочному оборудованию для электродугоаой приварки шпилек к пластинам, может быть использовано в машиностроении и других отраслях народного хозяйства.
Цель изобретений - повышение производительности и качества.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - А на фиг, 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Усфойство состоит из рамы 1, на которой расположены сборочное приспособление 2 и система подачи электродной проволоки, включающаяся в себя кассету 3, правящий механизм электродной проволоки 4 и механизм подачи электродной проволоки 5, сварочные горелки 6 с системой подачи защитного газа. Сборочное приспособление 2 имеет базовую плиту 7 с опорами 8 для плзстины 9 и базовыми отверстиями 10 для шпилек 11.
Соосно базовым отверстиям 10 на базовой плите установлены теплоотводящие корпуса 12 с охлаждающими трубками 13. На противоположной стороне базовой плиты 7, соосно каждому базовому отверстию 10 установлены подаижная 14 и неподвижная 15 призмы.
Неподвижная призма 15 имеет упор 16 для шпилек 11м подпружиненный отсека- тель 17, расположенный между базовой плитой 7 и упором 16 для шпилек 11,
Подвижная призма 14 связана с приводом в виде силового цилиндра 18 и имеет жестко закрепленный толкатель 19, взаимодействующий с подпружиненным отсекате- лем 17 неподвижной призмы 15.
Сборочное приспособление соединено с приводом 20 с возможностью перемещения по рама 1 между ограничителями 21 и 22. Сборочное приспособление оснащено прижимными рычагами 23, связанными с силовым цилиндром 24.
Устройство работает следующим образом.
В начале работы сборочное приспособление 2 находится на нижних ограничителях 22. 3 это время подвижная призма 14 расположена в крайнем левом положении и подпружиненные отсекатели 17 также находятся в крайнем левом положении, перекрывая базовые отверстия 10 плиты 7, в которые ставят ш.пильки 11. На шпильки 11 ставят привариваемую пластину 9 и рычагами 23 прижимают к опорам 8. Силовыми цилиндрами 18 передвигают подвижные призмы 14 в крайнее правое положение. При движении подвижных призм 14 вправо
толкатели 19 выталкивают отсекатели 17 вправо, шпильки 11 падают на упоры 16 и зажимаются между подвижной 14 и неподвижной 15 призмами.
После выполнения этих операций сборочное приспособление 2 приводом 20 поднимают до верхних ограничителей 21 и производят приварку шпильки 11 к пластине 9. После приварки сборочное приспособление 2 опускают до нижнего ограничителя
Устройство позволяет путем автоматизации процесса ориентации шпилек относительно отверстий пластины повысить производительность, а путем нормализации и охлаждения сварного шва при сварке обеспечивает качество соединения и структуру сварного шва.
Фор мула изобретения
пластины и упорами для шпилек, отличающееся тем, что; с целью повышения производительности путем автоматизации процесса ориентации шпилек, базовая плита оснащена смонтированными соосно каждому базовому отверстию со стороны, противоположной расположению опор для пластин, подвижной призмой с толкателем и неподвижной призмой с подпружиненным отсекателем, упор для шпилек смонтирован на неподвижной призме, а толкатель подвижной призмы и отсекатель неподвижной призмы расположены между базовой плитой и упором для шпилек.
путем стабилизации структуры сварного шва базовая плита оснащена теплоотводя- щими корпусами с охлаждающими элементами, соосно установленными относительно базовых отверстий.
//
Фм.1
В ид А
25
.2
| Проспект фирмы КУКА, инф | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Промышленные роботы фирмы КУКА, обработка, сборка, сварка, 1982 | |||
