Изобретение относится к машиностроительной, металлургической, горно-рудной, угольной промышленности, в частности к сварке износостойких изделий - труб.
Цель изобретения - предотвращение трещинообразования и повышение износостойкости.
Термическая обработка перед сваркой включает аустенизацию изделия и специальный низкий отпуск. Низкий отпуск проводится для снятия внутренних напряжений и напряжений, возникающих на границе раздела двух слоев. Он не вызывает разупрочнения внутреннего износостойкого слоя, так как при этой температуре не происходят структурные превращения. Аустенизация и низкий отпуск позволяют подготовить биметаллическое изделие к сварке в полевых условиях.
Этот способ термической обработки биметаллических изделий перед сваркой предотвращает образование холодных трещин в зоне термического влияния в износостойком слое при сварке по среднеуглеродистому или среднелегиро- ванному слою. В свариваемом слое в зонах
сплавления и термического влияния происходит перекристаллизация и измельчение зерна соответственно до 6-7; 10-11 номеров, что полохительно сказывается на качестве сварного шва и пластичности околошовной зоны и зоны термического влияния. Закалочные структуры в этих зонах не образуются.
Наплавка аустенитными электродами производится на 1/2 ширины изотермы 300°С теплового поля от сварочной ванны в ее наиболее широкой части, чтобы исключить объемные изменения, происходящие при фазовых превращениях в ЗТВ при сварке.
Предлагаемый способ осуществляют следующим образом.
Биметаллическое изделие (труба) из стали 30 + Х12 поступает на участок термической обработки и загружается в нагревательную печь с температурой 250- 300°С, выдерживается при этой температуре до прогрева, затем со скоростью 50°С/ч нагревается до 680-720°С, выдерживается при этой температуре до полного прогрева и в дальнейшем с максимальной скоростью
О
о
00
Сл
о
Јь
нагревается до 1100-1150°С, выдерживается до полного прогрева и охлаждается в масле до 50-60°С и выдается на воздух. Затем изделие загружается впечь при 200- 220° С, выдерживается 1,5-2 ч после прогрева и охлаждается на воздухе.
После чего изделия (трубы) поступают на трассу и свариваются между собой по наружному среднеуглеродистому слою (ст.ЗО) электродуговой сваркой электродами марки УОНИ.
Наличие трещин в слое стали Х12 в зоне сварного шва определялось на травленных и нётравленных металлографических шлифах на микроскопе МИМ-8М при увеличении 300 и 500.
Результаты исследований представлены в таблице.
Испытания на износостойкость при гидроабразивном изнашивании проводились на установке АКИ-1, на образцах размером 100 х 30 х 14 мм из стали (30+Х12), которые термически обрабатывались, а затем сваривались по слою стали 30. Изнашиванию подвергалась сталь Х12. Износ определялся весовым методом. Образцы до и после испытаний взвешивались на аналитических весах с точностью до 1.10 г.
Условия испытаний: абразив-песок фракции 0,5-1,0 мм, угол атаки 45-90°, скорость истечения струи 22,8 м/с, консистенция Т:Ж 1:1 по массе. Время испытания 4 ч В таблице приведены средние результаты испытаний из 5 образцов по каждому
виду термообработки, при этом износ стали 20 принят за эталон.
Таким образом, для предотвращения появления трещин в биметаллических изделиях из стали (30+Х12) необходимо перед
сваркой по стали 30 проводить термическую обработку по режиму: аустенизация при 1100-1150°С с последующим отпуском при 200-220°С. После сварки изделия из стали (30+Х12), обработанные по приведенному
режиму, практически не изменяют своей износостойкости.
Формула изобретения Способ изготовления сварных соединений, преимущественно биметаллических,
один слой которых выполнен из средчеугле- родистой мли среднелегированной стали, а другой - из углеродистой высокохромистой стали, включающий закалку, отпуск и сварку, отличающийся тем, что, с целью
предотвращения трещинообразования и повышения износостойкости, закалку осуществляют до 1100 - 1150°С, отпуск проводят при 200-220°С, а сварку ведут по слою, выполненному из среднеуглеродистой или
среднелегированной стали.
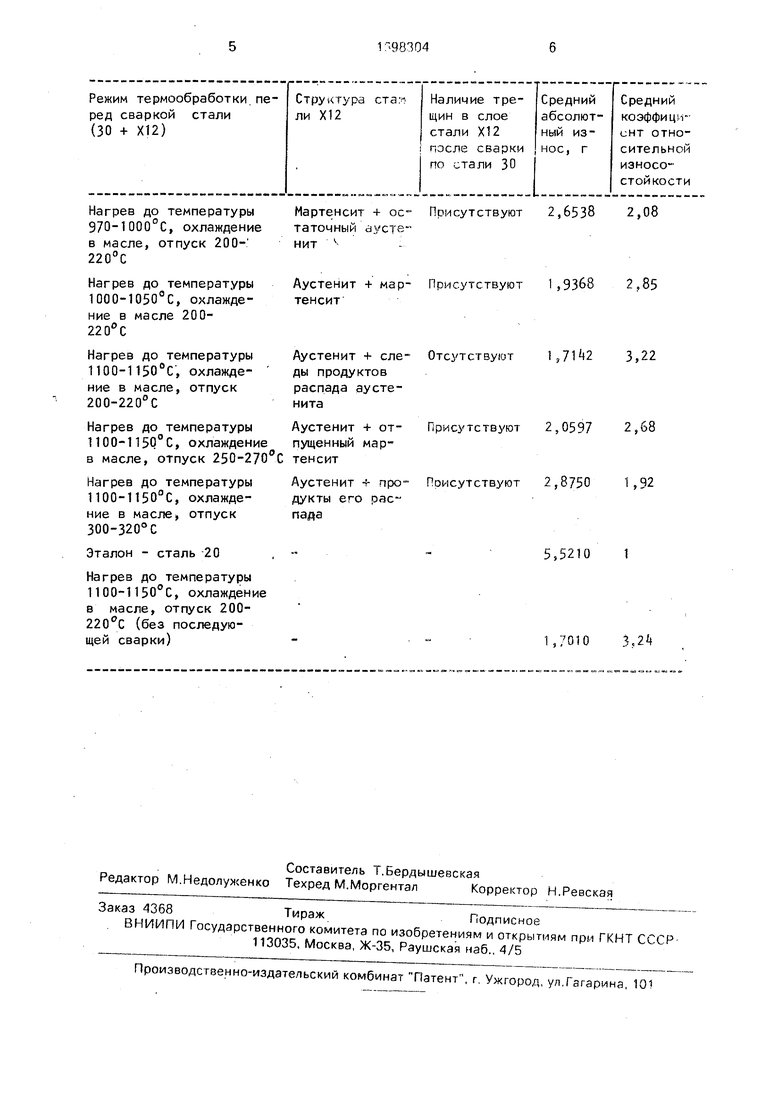
Нагрев до температуры 970-1000°С, охлаждение в масле, отпуск 200- 220°С
Нагрев до температуры 1000-1050°С, охлаждение в масле 200- 220° С
Нагрев до температуры 1100-1150°С, охлаждение в масле, отпуск 200-220°С
Нагрев до температуры 1100-1150°С, охлаждение
Мартенсит + ос- Присутствуют 2,6538 2,08 таточный аусте- нит ч
- Присутствуют 1,9368 2,85
Аустенит + мар тенсит
Аустенит + еле- Отсутствуют 3,22 ды продуктов распада аусте- нита
Аустенит + отпущенный марПрисутствуют 2,0597 2,68
- Присутствуют 1,9368 2,85
Присутствуют 2,0597 2,68
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХСЛОЙНАЯ, СТОЙКАЯ К ДИНАМИЧЕСКОМУ ВОЗДЕЙСТВИЮ, ЛИСТОВАЯ СТАЛЬ ВЫСОКОЙ ПРОЧНОСТИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2011 |
|
RU2501657C2 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU597728A1 |
| Способ упрочнения изделий | 1975 |
|
SU532638A1 |
| Способ изготовления биметаллических изделий | 1975 |
|
SU553080A1 |
| Способ термомеханической обработки металлических изделий | 1987 |
|
SU1420040A1 |
| Способ закалки деталей из низкоуглеродистой борсодержащей стали | 2018 |
|
RU2690386C1 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2812417C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТЫХ КРЕМНИСТЫХ СТАЛЕЙ | 1991 |
|
RU2016137C1 |
| Способ химико-термомеханической обработки стальных изделий | 1989 |
|
SU1680797A1 |
| Способ термической обработки литых валков из заэвтектоидной стали | 1984 |
|
SU1257108A1 |
Изобретение относится к машиностроительной, угольной промышленности, в частности к сварке износостойких изделий-труб. Цель- предотвращение трещинообразова- ния и повышение износостойкости. Биметаллическая труба нагревается в печи до 1100 - 1150°С, охлаждается в масле до 50 - 60°С и подвергается отпуску в течение 1,5 - 2 ч при 200 - 220°С. после чего трубы свариваются между собой по слою,выполненному из среднеуглеродистой или среднелегиро- ванной стали. 1 табл.
в масле, отпуск 250-270
Нагрев до температуры 1100-1150°С, охлаждение в масле отпуск 300-320°С
Эталон - сталь 20
Нагрев до температуры 1100-1150°С, охлаждение в масле, отпуск 200- 220°С (без последующей сварки)
Присутствуют 2,8750 1,92
5,5210 1
1,7010 3,2k
| Земзин В.Н., ШрЪн Р.З | |||
| Термическая обработка и свойства сварных соединений | |||
| Л.: Машиностроение, 1978, с.226. |
