Изобретение относится к машиностроению, в частности к методам оценки величины износа режущих кромок инструментов.
Цель изобретения - повышение точности за счет повышения чувствительности способа.
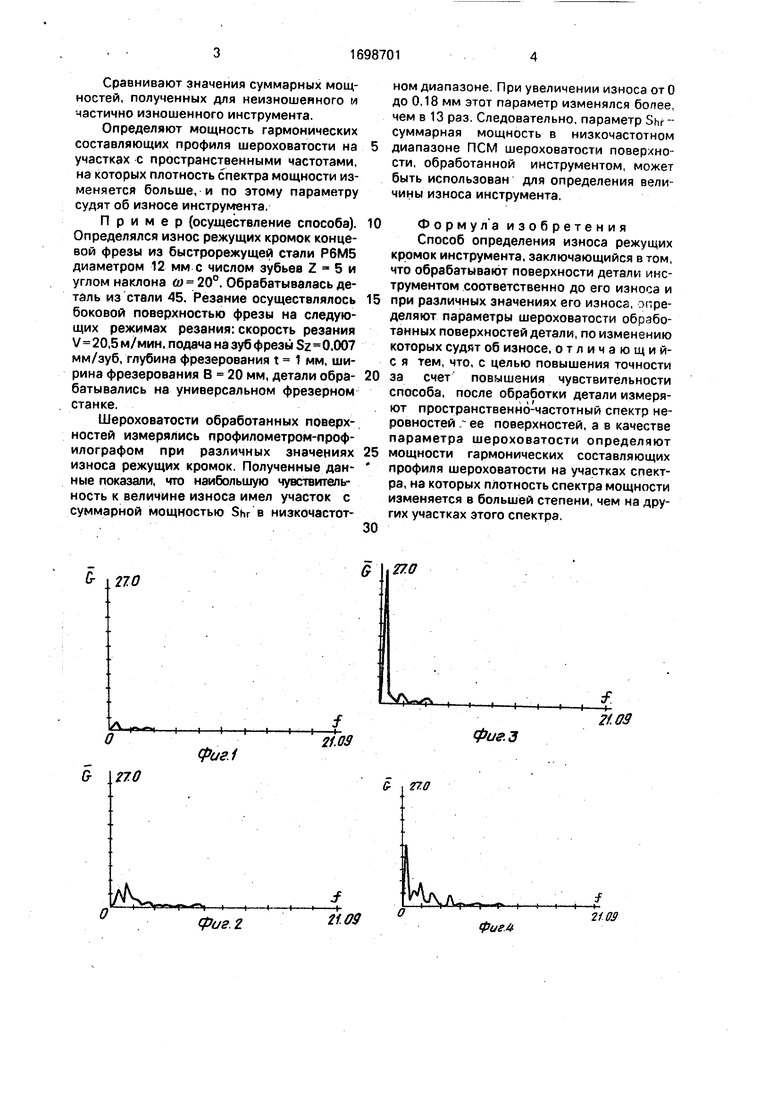
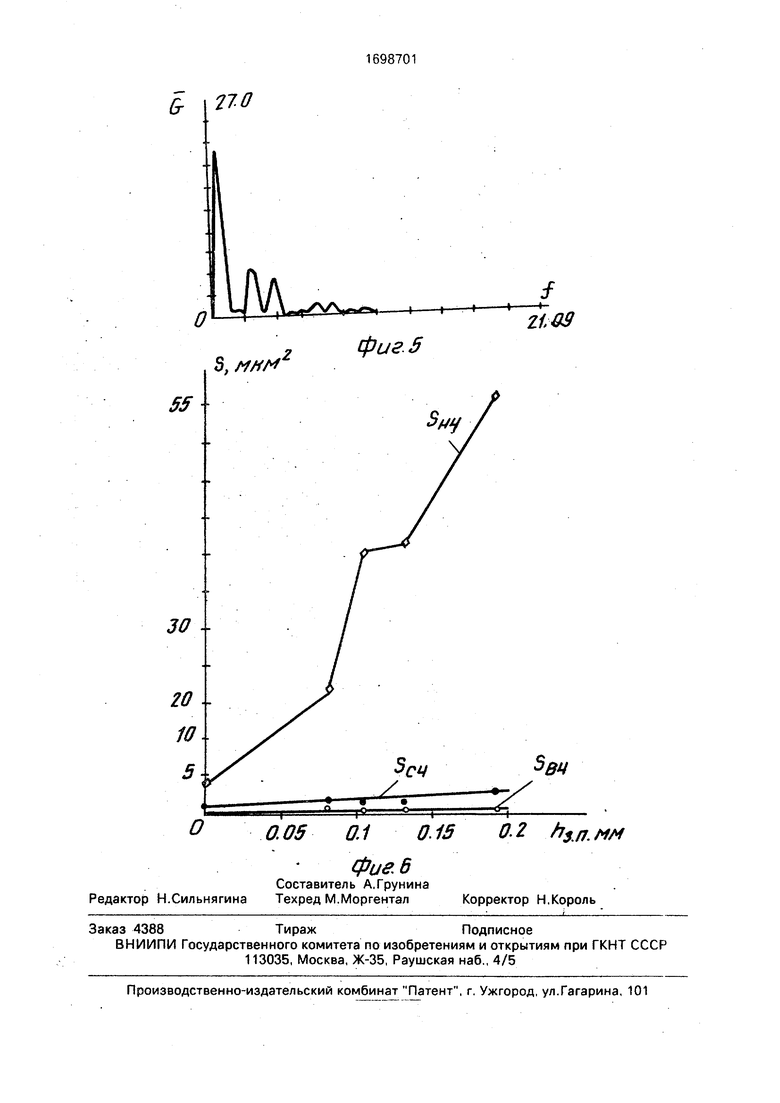
На фиг. 1-5 представлены функции плотности спектра мощности для шероховатости при различных значениях износа инструмента; на фиг. 6 - зависимости мощностей от износа зубьев испытуемой фрезы.
Способ осуществляют следующим образом.
Обрабатывают поверхность детали. Определяют ее шероховатость.
Определяют плотность спектра мощности (ПСМ)С и разделяют ее на диапазоны частот, характеризующие мощность профиля шероховатости как случайной функции, например, в низкочастотной (О-fi), средне- частотной (fi-fz) и высокочастотной (fs-fa) областях спектра. Определяют суммарную мощность Sh4, SC4, Sb4 в выбранных диапазонах
Sh4
в
G(f)df; Se4
ft S G(f)df; fi
о о
00
VI о
Sb4
fa S
f3
G(f)df
Через определенный промежуток времени работы инструмента обрабатывают другую поверхность детали изношенным инструментом. Определяют шероховатость этой поверхности и вновь определяют
Sh4, Sc4 И Sb4.
Сравнивают значения суммарных мощностей, полученных для неизношенного и частично изношенного инструмента.
Определяют мощность гармонических составляющих профиля шероховатости на участках с пространственными частотами, на которых плотность спектра мощности изменяется больше, и по этому параметру судят об износе инструмента.
Пример (осуществление способа). Определялся износ режущих кромок концевой фрезы из быстрорежущей стали Р6М5 диаметром 12 мм с числом зубьев Z 5 и углом наклона у 20°. Обрабатывалась деталь из стали 45. Резание осуществлялось боковой поверхностью фрезы на следующих режимах резания:скорость резания ,5 м/мин, подача на зуб фрезы ,007 мм/зуб, глубина фрезерования t 1 мм, ширина фрезерования В 20 мм, детали обра- батывались на универсальном фрезерном станке.
Шероховатости обработанных поверхностей измерялись профи лометром-проф- илографом при различных значениях износа режущих кромок. Полученные дан- ные показали, что наибольшую чувствительность к величине износа имел участок с суммарной мощностью Shr в низкочастот
5
0 5 0
5
0
ном диапазоне. При увеличении износа от О до 0.18 мм этот параметр изменялся более, чем в 13 раз. Следовательно, параметр 5ы суммарная мощность в низкочастотном диапазоне ПСМ шероховатости поверхности, обработанной инструментом, может быть использован для определения величины износа инструмента.
Формул а изобретения Способ определения износа режущих кромок инструмента, заключающийся в том, что обрабатывают поверхности детали инструментом соответственно до его износа и при различных значениях его износа, определяют параметры шероховатости обработанных поверхностей детали, по изменению которых судят об износе, отличающий- с я тем, что, с целью повышения точности за счет повышения чувствительности способа, после обработки детали измеряют пространственно-частотный спектр неровностей .- ее поверхностей, а в качестве параметра шероховатости определяют мощности гармонических составляющих профиля шероховатости на участках спектра, на которых плотность спектра мощности изменяется в большей степени, чем на других участках этого спектра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения износа режущих кромок инструмента | 1991 |
|
SU1817004A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2416498C1 |
| ГРЕБЕНЧАТАЯ ФРЕЗА | 2006 |
|
RU2323069C2 |
| СПОСОБ ПОДГОТОВКИ РЕЖУЩЕГО ИНСТРУМЕНТА ПОД ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2183544C2 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1999 |
|
RU2152856C1 |
| КЕРАМИЧЕСКАЯ ТОРЦЕВАЯ ФРЕЗА С ПРОФИЛЕМ ДУГИ ОКРУЖНОСТИ ДЛЯ ОБРАБОТКИ СПЛАВА ИНКОНЕЛЬ | 2018 |
|
RU2753934C2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ лазерного восстановления режущей кромки зубьев фрезы | 2019 |
|
RU2707005C1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
Изобретение относится к методам оценки величины износа режущих кромок инструментов. Цель изобретения - повышение точности за счет повышения чувствительности способа. Поверхности детали обрабатывают инструментом до его износа и при различных значениях его износа. Определяют пространственно-частотный спектр неровностей этих поверхностей, определяют мощности гармонических составляющих профиля шероховотости на участках спектра, на которых плотность спектра мощности изменяется в большей степени, чем на других участках, и по этим мощностям определяют величину износа инструмента. Определение в качестве параметра шероховатости указанного параметра позволяет повысить разрешающую способность способа, т.е. оценить износ инструментов, изго- товленных из широкого диапазона материалов. 6 ил.
л
Фие.1
& 27.0
О
tflSv.
фиг. 2
& Я0
f
-i- фигЗ
G- 27.0
- --t-- 1tpueb
2103
Gr V-0
S, AW
0.05 0.1 0.15 0.2 h$M.MM
фие.5
| Вопросы оптимизации процесса резания металлов | |||
| УФА, УАИ им | |||
| С.Орджоникидзе | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
