Изобретение относится к способам очистки углеводородсодержащего газа от кислых компонентов путем абсорбции и момет быть использовано в газовой, нефтяной, нефтехимической, химической, коксохимической и других отраслях промышленности для очистки природного, нефтяного, коксового газа, газа пиролиза и крекинга, металлургического газа ч т.д. от кислых компонентов - сероводорода и диоксида углерода и сернистых соединений,
Известен многозонныч способ, в ко-- тором абсорбент подают в каждую из нескольких зон, стадий абсорбции в яерх
каждой зоны, т.е. в участки с меньшим давлением, и выводят с низа каждой зоны или стадии абсорбции, т.е. кз мест с большим давлением. При этом очищенный газ подают в самую нижнюю зону или стадию абсорбции, имеющую наибольшее давление, пропускают последовательно через все зоны и выводят очищенный газ из зоны наименьшего давления. Оптимальное количество мас,сообменных элементов в каждой зоне четыре, количество зон, стадий, абсор беров зависит от температуры, давления, концентрации кислых компонентов в очищаемом газе, типа, концентрации
абсорбента и колеблется в пределах 2-10.
Недостатки известного способа - большие энергетические затраты, связанные с подачей в каждую зону абсорбции регенерированного абсорбента при все уменьшающихся от зоны к зоне парциальных давлений кислых компонентов в очищаемом газе9 невысокая селектив- ность извлечения СОЈ и Н2Я; низкая степено насыщения абсорбента кислыми компонентами (0,1-0,3 моль/моль); недостаточная очистка газа от серооки- си углерода COS, в результате малого времени контакта его с раствором амина (например, диэтанопамина), что приводит к низкой степени гидролиза COS до СО и невозможность применения для очистки богатых кислыми компонен-
тами (10-50 об.%) углеводородных газов
экономичных способов очистки с использованием высококонцентрированных ами- новых растворов (25-30 мас.% МЭА, 40- 50 мас.% ДЭА) из-за выделения больше го тепла реакции при малых расходах абсорбента; металлоемкость и громоздкость установки очистки, связанная с необходимостью применения большого количества аппаратов и низкой степенью насыщения абсорбента кислыми газа ми (0,1-0,3 моль Аюль).
Известен способ очистки газа от кислых компонентов в трех абсорбционных зонах, стадиях,, аппаратах. Для удаления сероводорода и диоксида угле, рода из газового потока, содержащего углеводороды, в известном способе проходит последовательно три стадчч абсорбции с уменьшающимся давлением9 в каждую из которых подается регенерированный амин и из каждой стадии выводится насыщенный кислыми компонентами абсорбент, который в каждой стадии поступает в зону с меньшим давлением, а выводится из зоны с большим давлением.
Недостатки известного способа - большие энергетические затраты, занные с подачей в каждую зону абсорб ции регенерированного абсорбента при ( все уменьшающихся от зоны к зоне парциальных давлений кислых компонентов в очищаемом газе; невысокая селективность извлечения и низкая степень насыщения абсорбента кислыми компонентами (0,1-0,3 моль/ /моль); невозможность применения для очистки богатых кислыми компонентами
Q 15 ,п
(10-50 об.%) углеводородных газов эко-, комичных способом очистки с использованием высркоконцентрированных ами- новых растворов (25-30 мае.Г MJA t- 50 мас.% ДЭА) в связи с увеличенном температуры абсорбции при вьщет чии в зонах тепла реакции, ведущей к значительному снижению степени насыщения абсорбента; недостаточная свистка газа о г COS в результате чизчой температуры абсорбции (ЗГ-50 С),/связанная
5
Ю
S5
с низкой стеленью насыщения и недостаточным временен ко текта COS с абсорбентом; металлоемкость ч громоздкость установки очистки, связанная с необходимостью применения большого количества аппаратов и низкой степенью насыщения абсорбента кислыми газами (0,1- 0,3 мс TIL /моль).
Цель изобретения - сн чение онерге- тических затрат на процесс очистки газа от кислых компонентов и соединений сзры, увеличение степени насыщения абсорбента.
Поставленная цель достигается тем, что согласно способу очлстки газа от кислох компонентов и сернистых соединений плгтем абсорбции в нескольких стзп;ияхэ ступенях, массообменных зона:: с подачей регенерированного абсорбента в каждую из зон и выводом насыщенного абсорбента из кплсюй ябсорб- цию ислых компонентов газа гр одят с подачей абсорбента чз имеющей большее давление,, в оку,, имеющую меньшее давление, поичем в зону меньшего давления подают газ с оот ее высоким содержанием кислых компонентов (.в 1,1-10 раз) лэ сравнению с газом, подаваемым в зону большего давления, и перед подг-чей абсорбента из зоны большего давления в меньшего давления абсорбент подвергаю охлаждению 45 До минус 20-50°С„ а разницу давлений между зонами поддерживают равной
0,002-6,0 МПа.
Подача абсорбента из зоны большего давления в зону меньшего давления позволяет селективно дона сытигь абсорбент кислыми компонентами при подача в зону меньшего давления углеводородных газов с более высокой концентрацией кислых компонентов.
Такая подача абсорбента позволяет с большей энергетической выгодой очистить, например, газы сепарации нефти, содержащей кислые газы, в которых газ первой ступени сепарации имеет цавле40
55
ние 4-6 МПа при низком содержанки кислых компонентов (до 10 об.%), а газ второй и третьей ступеней сепарации имеет давление соответственно 2-3 и
0,6-1,0 МПа, Кроме того, предлагаемая подача абсорбента позволяет с большей экономической выгодой очистить газ различных месторождений на одной и той же установке.
При подаче сероводородсодержащих газов первой ступени сепарации на очистку в первую зону абсорбции степень насыщения абсорбента кислыми компонентами составляет 0,3-0,45 моль/моль а при подаче газов второй или третьей ступени сепарации нефти во вторую абсорбционную зону - 0,4-0,8 моль/моль. Следовательно, при подаче абсорбента из первой зоны во вторую, т.е. из зоны с большим давлением в зону с меньшим давлением, абсорбент донасы- щается кислыми газами, при этом расход абсорбента во второй зоне снижается на 10-40%, что приводит к снижению пара на регенерацию абсорбента, энергии на перекачку и охлаждение, т.е. к снижению энергетических затрат.
Кроме того, при подаче абсорбента из одной з оны, имеющел более высокое давление, в другую, имеющую низкое давление, вместо вывода его на регенерацию увеличивается время гидролиза COS и и СО, причем при более высокой температуре, что способствует снижению концентрации COS в очищаемом газе и в газах регенерации амина и увеличению степени очистки газа по COS, а следовательно, и уменьшению COS в отходящих газах установки Клауса, что в конечном итоге ведет к снижению энергетических затрат, связанных с гидрированием COS на установке доочистки.
Промежуточное охлаждение насыщенного абсорбента перед подачей в абсорбционную зону, имеющую низкое давление, позволяет снизить температуру абсорбента до 5-40°С,. снять тепло реакции, что ведет к увеличению сте- шени насыщения обычных растворов ами- на я селективности и позволяет приме- нить для абсорбции высококонцентрированные растворы абсорбентов, в частности МЗА (25-30 мас.%) и ДЭА (40- 55 мас.%), что ведет к резкому (на 20 40%) снижению энергетических затрат на процесс разделения.
Q
0 5
о о
5
0
5
Подача газа с большим содержагнех кислых компонентов в зону меньшего давления позволяет очищать газы низких ступеней сепарации неЛтн на оцнгй установке с газами высоких ступеней сепарации (по давлению), а также газы различного давления с разных месторождений,
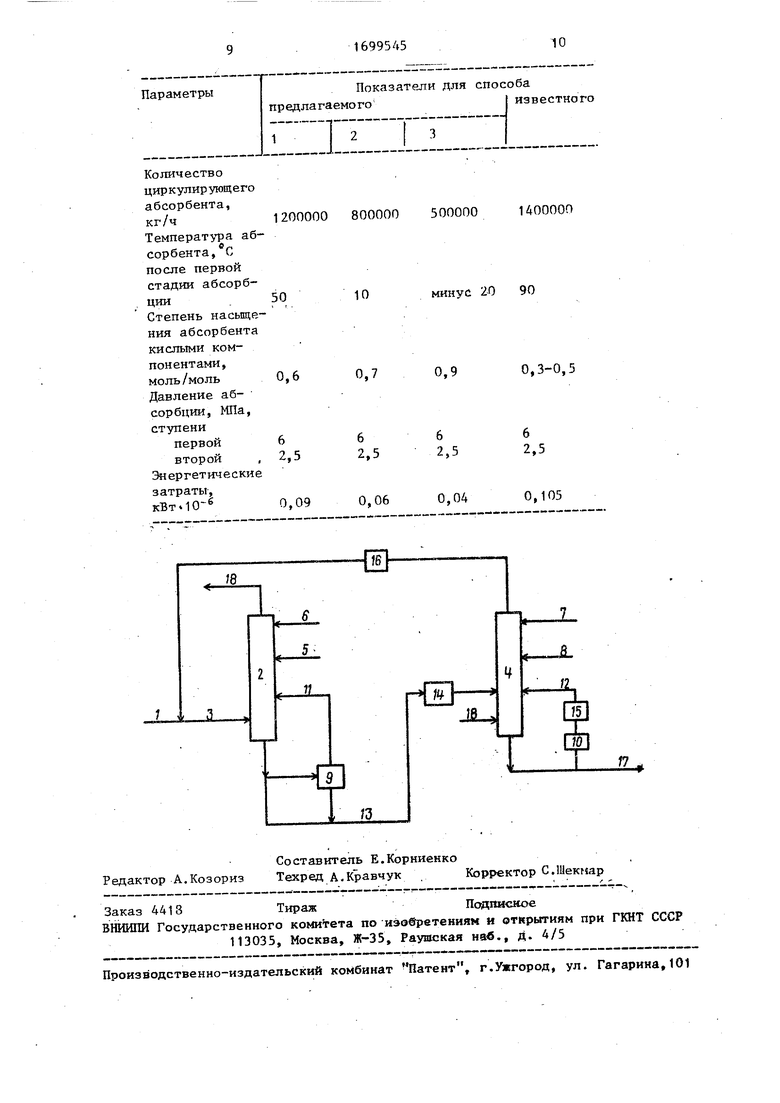
На чертеже показана схема, иллюстрирующая предлагаемый способ.
Способ осуществляют следующим образом.
Неочищенный газ 1 высокого давления Jp,0-1Q,0 МПа) с температурой 30- 70°С поступает в абсорбер 2, перед которым газ смешиваемся с газами 3, поступающими из абсорбера 4 с более i низким давлением, через компрессор 16, В абсорберах находится, например9 по три и более зон насыщения абсорбентаъ куда подается регенерированный абсорбент 5-8, При этом абсорбент может подаваться насосами 9 и 10 на каждой стадии абсорбции из зоны с более высоким давлением, например с низа абсорберов 2 и 4, на более высокие тарел ки абсорберов, т.е. в зоны с более низким давлением, по линиям 11 и 12 или по линии 13 из первой стадии абсорбции 1 более высокого давления на вторую стадию абсорбции 45 имеющую давление, например, 0,6-1 Ша.
Для снятия тепла абсорбции абсорбент охлаждается в холодильниках 14 и i5 хладагентом. Газ в абсорбер 4 поступает с температурой 30-70°С по линии 18, по линии 17 насыщенный абсорбент поступает на регенерацию. При этом в зависимости от содержания кислых компонентов в очищаемом газе и давления достигается степень насыщения абсорбента 0,5-1, моль/моль. Предлагаемый способ апробируют расчетным путем.
Пример 1. Для очистки во вторую зону абсорбции 4 подают газ второй и третьей ступеней сепарации и стабилизации нефти с давлением 2,5 МПа и содержанием 25 об.%, СО 4 об.%. Частично очищенный газ из второй ступени абсорбции компримя- руют до 6 МПа и вместе с газом первой ступени сепарации с общим содержанием НгЗ 10 об.% и С0г 2 об.% подают на очистку в первую зону абсорбция 1 вы- сокого давления. На моноэтаноламино- .вую очистку подают газы состава к давления установок очистки газа с концентрацией амина }0 мао.%.
При этом регенерированный абсорбент подают (по две па каждой стадии) при температуре ДО5С, по из первой зоныа имеющей высокое давление, насыщенный абсорбент подают на пятнадцатую массообкенную тарелку второй стадии, зоны; имеющей более низкое давление при температуре 6П°С,
Количество газа на очистку з первую зону составляет 15560П кг/ч,, во вторую зону 11550 кг/ч. При этом количество регенерированного абсор- бснта, подаваемого в первую зону, составляет 12000П0 кг/ч (33% раствора ДЗА)s зо вторую 2 ому 2000ПО кг/ч при степенях насыщения Т36 оль/моль. С газом аналогичного состава и кегли- чества проводят абсорбцию известным способом с раздельной подачей абсорбента. При этом оЬдее количество абсорбента на абсорбцию при предлагаемом способе снижается до . 1100000 кг/чэ т,е на 12%. Количество СО с концентратгяи OsOOt об„/Ј сли-- лсается в предлагаемом способе на 80%., з известном а 20%.
Пример 2, С :ачом аналогично- т«о состава и ко тг °ства чрояодяг абсорбцию 43%-пым „астЕором 131 с промежуточным охлаждение по , При этом раскоп абсорбента состятттяет 800000 кг/ч, т„е сл- лгается. с зпнс ш с примером 1 на 20% о По. из ваттному способ/ с подаче аза послед л лтель- но в три абсорбера когичестьо абсор-- бента возрастает в 2.5 раза до степени насыщения кислыми гэчами 0}3 вмес- то 0,7 мопь/моль по предлагаемой гпо L.o6y«
Пример 3„ С гэуом акзлогичтз- го состава и т оли естза аналогичным
образом, как в примерах 1 и 2. проводят абсорбцию при охлажден-iv абсор.- та до минус 203С.
Данные примеров 1-3 сведгны т тао- лицу.
Таким образом, при подаче абсорбента по предлагаемому способ энерге и- ческне затраты, связанные с объемом циркулирующего абсорбента5 снижаются в сравнения с известным способом в 1,2 235.раза блггодаря новому приему аС;-- сорбции з опчетаняч с абсорбента до более низких температур.
Формула изобретения
1.Способ очис кт газа о f сериигтьо соединений, г ключ аюитий их аосорбпи л погготчтелем в Ч скоттэккх массообмеч- ных зонах с ттослед лщит: отводов наем- щеляого поглотителя из КСАЖЦОЙ зоны
на тзегечерацию и ипдзчу регенерированного поглотителя в клятую эону, отличающийся тем, ч гоj с целью снижения энергозатрат и увеличения степени насыцсния поглотителя, абСО1 ЦКТ пг«)1Гог-.т гзлЯЭТ т llVlf т ГЮГЭЧИ
поглс Ч Теля з зоны, имеюие большее давление, в зону, имеь-П ую меньшее па-„1енче3 пгж оазнпце дар геччй меад у :,етмн Os 002-6. О НПа с промежутсччы - г-хл.1-л.ент ем поггтотитепя -годами до ь (чи-н/с 2)}-(5СЛ СС, в ме. ътаегс давления поца- ют . чз с содержанием ппдале ей ч 1, i- 10 раз большим, чем ольшего , даЕтгспчя.
2,Способ по п, 1 s о т л тг ч я м- щ и и с я гем. то при очистке газа с низким содержанием примесей САИ- мают и годают в ЗОНУ большего давления.
Количество циркулирующего абсорбента,
кг/ч
Температура абсорбента, С после первой стадии абсорбцииСтепень насыщения абсорбента кислыми компонентами, моль/моль Давление абсорбции, МПа, ступени
800000 500000 1400000
10
минус 20 90
0,7
0,9
0,3-0,5

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки газа от кислых компонентов | 1990 |
|
SU1725988A1 |
| СПОСОБ И УСТАНОВКА ОЧИСТКИ ПРИРОДНОГО ГАЗА ОТ ДИОКСИДА УГЛЕРОДА И СЕРОВОДОРОДА | 2014 |
|
RU2547021C1 |
| Устройство для аминовой очистки производственного газа и способ ее осуществления | 2022 |
|
RU2788945C1 |
| Устройство для аминовой очистки технологического газа и способ ее осуществления | 2022 |
|
RU2796506C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПРИРОДНОГО ГАЗА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2576738C9 |
| Способ и установка очистки природного газа от диоксида углерода и сероводорода | 2016 |
|
RU2624160C1 |
| Способ отделения диоксида углерода от углеводородных смесей | 1981 |
|
SU998820A1 |
| УСТРОЙСТВО ДЛЯ АМИНОВОЙ ОЧИСТКИ ГАЗА И СПОСОБ ЕЕ ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2500460C1 |
| Способ обезвреживания сернистых соединений кислых газов после аминовой очистки малосернистого углеводородного газа | 2023 |
|
RU2824992C1 |
| СПОСОБ УДАЛЕНИЯ МЕТАНОЛА ИЗ РАСТВОРА АМИНА | 2022 |
|
RU2787770C1 |
Изобретение относится к способам очистки углеводородсодержащего газа от кислых компонентов путем абсорбции и может быть использовано в газовой, нефтяной, нефтехимической, химической, коксохимической и других отраслях промышленности для очистки природного, нефтяного, коксового газа, газа пиролиза и крекинга, металлургически го газа и т.д. от кислых компонентов - сероводорода, диоксида углерода и сернистых соединений. Цепью изобретения является снижение энергетических затрат на процесс очистки газа от кислых компонентов и соединений серы, увеличение степени насыщения абсорбента. Способ заключается в том, что абсорбцию кислых компонентов газа проводят с подачей абсорбента из зоны, имеющей большее давление, в зону, имеющую меньшее давление, причем в зону меньшего давления подают газ с более высоким содержанием кислых компонентов (в 1,1-10 раз) по сравчению с газом, подаваемым в зону большего давления. Перед подачей абсорбента из зоны большего давления в зону меньшего давления абсорбент подвергают охлаждению до минус. 20-50 С, а давление мелцу зонами поддерживают равным 0,002-6,0 МПа. 1 з.п. ф-лы,- 1 ил., 1 табл. з
JL
5 JL
7 ,
П
-Ш-
Т
17
| СПОСОБ ПРИГОТОВЛЕНИЯ СУРРОГАТА ИХТИОЛОВЫХ МАСЕЛ | 1923 |
|
SU4557A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
