Изобретение относится к обработке металлов давлением, в частности к раскрою тонколистового материала на полосы.
Многодисковые ножницы применяемые в массовом крупносерийном производстве для прямолинейного раскроя заготовок на полосы, содержат основание, на котором установлены станины, привод механизма резания. Станины соединены между собой приводными валами, на которых установлено несколько пар дисковых ножей, расстояние между которыми устанавливается с помощью калиброванных по длине колец. Для настройки валы снимаются с ножниц Недостатком таких ножниц является сложная переналадка на другие размеры полос и ограничение ширины заготовки
Наиболее близким к изобретению по достигаемому эффекту являются дисковые двухпарные ножницы, содержащие основание с направляющей два зеркально установленных настанинах режущих механизма с консольно смонтированными парами приводных дисковых ножей привод перемещения одной из станин и устройство ее фиксации Известная конструкция позволяет упростить переналадку на другие размеры полос, однако не устраняет ограничение ширины применяемой заготовки и не обеспечивает направленного движения отрезанных полос, что ухудшает условия прямолинейности реза, кроме того, отрезанные полосы, особенно крайние, получают искривление, что снижает качество
Целью изобретения является расширение технологических возможностей и повышение качества получаемых полос.
Указанная цель достигается тем. что в дисковых двухпарных ножницах, содержащих зеркально установленные на станинах два режущих механизма в виде корпусов с консольно смонтированными парами приводных дисков ножей, привод перемещения одной из станин и устройство ее фиксации, корпус каждого режущего механизма выполнен в виде верхней и нижней вертикальных жестко соединенных между собой направляющих плит, при этом плоскость их
сл
с
о ю ю VI
ю
JV
соединения совпадает с плоскостью резания, верхний нож расположен на верхней направляющей плите, нижний нож - на нижней направляющей плите, ножницы снабжены наклонными столами, расположенными под верхними направляющими плитами, нижние торцовые поверхности которых образуют с наклонными столами равномерный зазор.
Выполнение каждого режущего механизма в виде верхней и нижней вертикальных жестко соединенных между собой направляющих плит, плоскость соединения которых совпадает с плоскостью резания, верхний нож расположен на верхней направляющей плите, нижний нож - на нижней направляющей плите, позволяет расположить за зоной резания консоли дисковых ножей, снимая ограничение с ширины заготовки и улучшая условие прямолинейности реза.
Отрезанные на дисковых ножницах крайние полосы получают искривление и нуждаются в правке. Поэтому наличие в конструкции дисковых двухпарных ножниц на- клонных столов, расположенных под верхними направляющими, нижние торцовые поверхности которых образуют с наклонными столами равномерный зазор, позволяет уменьшить искривление и отгибание полос.
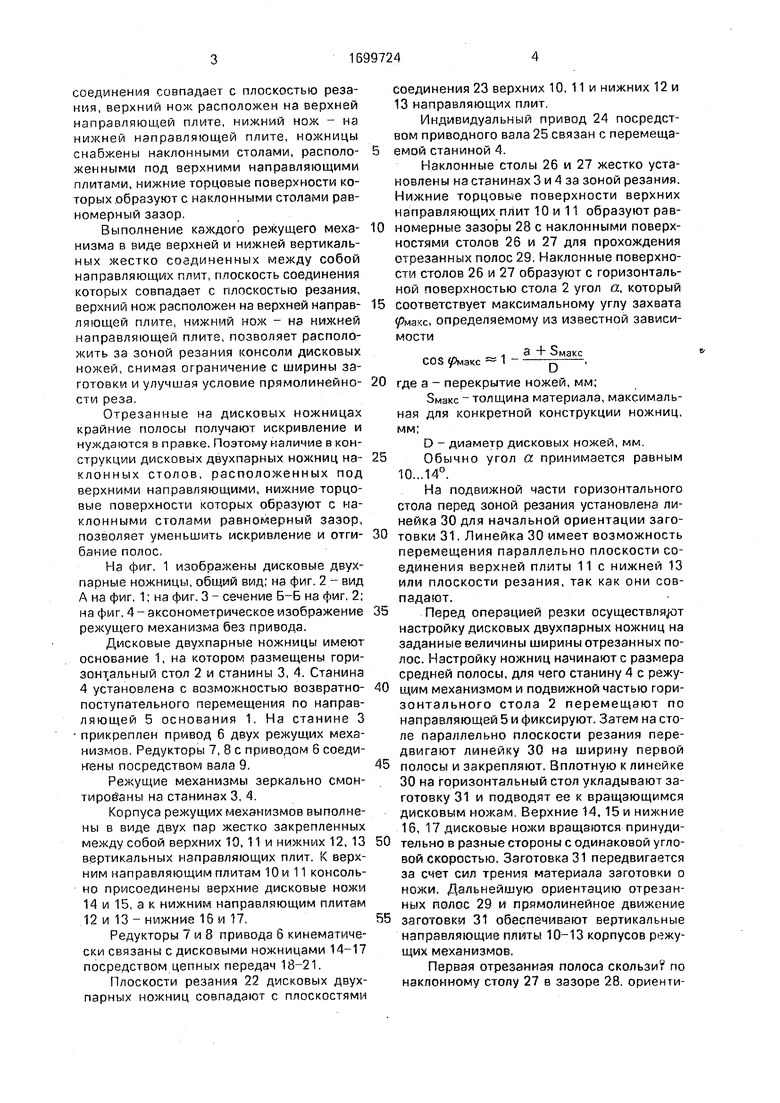
На фиг. 1 изображены дисковые двух- парные ножницы, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг, 2; на фиг. 4 - аксонометрическое изображение режущего механизма без привода.
Дисковые двухпарные ножницы имеют основание 1, на котором размещены горизонтальный стол 2 и станины 3, 4. Станина 4 установлена с возможностью возвратно- поступательного перемещения по направляющей 5 основания 1. На станине 3 прикреплен привод б двух режущих механизмов. Редукторы 7, 8 с приводом 6 соединены посредством вала 9.
Режущие механизмы зеркально смонтированы на станинах 3, 4.
Корпуса режущих механизмов выполнены в виде двух пар жестко закрепленных между собой верхних 10, 11 и нижних 12, 13 вертикальных направляющих плит. К верхним направляющим плитам 10 и 11 консоль- но присоединены верхние дисковые ножи 14 и 15, а к нижним направляющим плитам 12 и 13-нижние 16 и 17.
Редукторы 7 и 8 привода 6 кинематически связаны с дисковыми ножницами 14-17 посредством цепных передач 18-21.
Плоскости резания 22 дисковых двухпарных ножниц совпадают с плоскостями
соединения 23 верхних 10, 11 и нижних 12 и 13 направляющих плит.
Индивидуальный привод 24 посредством приводного вала 25 связан с перемещаемой станиной 4.
Наклонные столы 26 и 27 жестко установлены на станинах 3 и 4 за зоной резания. Нижние торцовые поверхности верхних направляющих плит 10 и 11 образуют рав0 номерные зазоры 28 с наклонными поверхностями столов 26 и 27 для прохождения отрезанных полос 29. Наклонные поверхности столов 26 и 27 образуют с горизонтальной поверхностью стола 2 угол а, который
5 соответствует максимальному углу захвата , определяемому из известной зависимости
С08 акс-1-а+8маКС 0
D
где а - перекрытие ножей, мм;
Змакс - толщина материала, максимальная для конкретной конструкции ножниц, мм;
D - диаметр дисковых ножей, мм.
5Обычно угол а принимается равным
10...14°.
На подвижной части горизонтального стола перед зоной резания установлена линейка 30 для начальной ориентации заго0 товкм 31. Линейка 30 имеет возможность перемещения параллельно плоскости соединения верхней плмты 11с нижней 13 или плоскости резания, так как они совпадают.
5 Перед операцией резки осуществляет настройку дисковых двухпарных ножниц на заданные величины ширины отрезанных полос. Настройку ножниц начинают с размера средней полосы, для чего станину 4 с режу0 щим механизмом и подвижной частью гори- зонтального стола 2 перемещают по направляющей 5 и фиксируют. Затем на столе параллельно плоскости резания передвигают линейку 30 на ширину первой
5 полосы и закрепляют. Вплотную к линейке 30 на горизонтальный стол укладывают заготовку 31 и подводят ее к вращающимся дисковым ножам. Верхние 14,15 и нижние 16, 17 дисковые ножи вращаются принуди0 тельно в разные стороны с одинаковой угловой скоростью. Заготовка 31 передвигается за счет сил трения материала заготовки о ножи. Дальнейшую ориентацию отрезанных полос 29 и прямолинейное движение
5 заготовки 31 обеспечивают вертикальные направляющие плиты 10-13 корпусов режущих механизмов,
Первая отрезанная полоса скользи по наклонному стопу 27 в зазоре 28. ориентируясь торцом по вертикальной поверхности нижней направляющей плиты 13 Вторая (средняя) полоса проходит по горизонтальному столу 2 между верхними направляющими плитами 10, 11 Третья полоса скользит по наклонному столу 26 в зазоре 28, ориентируясь торцом по вертикальной поверхности нижней направляющей плиты 12, причем ширина третьей полосы ничем не ограничена.
Формула изобретения 1. Дисковые двухпарные ножницы, содержащие зеркально установленные на станинах два режущих механизма в виде корпусов с консольно смонтированными парами приводных дисковых ножей, привод перемещения одной из станины и узел ее
21
фиксации, отличающиеся тем, что, с цельчз расширения технологических возможностей и улучшения качества получаемых полос, .орпус каждого режущего инструмента
выполнен в виде верхней и нижне- вертикальных жестко соединенных собой направляющих плит, при этом плоскость их сопряжения совпадает с плоскостью резания, верхний нож расположен на верхней
0 направляющей плите, а нижний - на нижней направляющей плите
2. Дисковые двухпарные ножницы по п, 1,отличающиеся тем, что они снабжены наклонными столами, расположенными под
5 нижними торцовыми поверхностями верхних направляющих плите равномерным зазором
Щ
16 / % Я
26 I

| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЕ ДИСКОВЫЕ НОЖНИЦЫ | 1998 |
|
RU2149738C1 |
| Дисковые ножницы для резки листов | 1979 |
|
SU814599A1 |
| Устройство для получения изделий из листового материала | 1988 |
|
SU1660872A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 2002 |
|
RU2246385C2 |
| КОМБИНИРОВАННЫЕ ДИСКОВЫЕ КРОМКОКРОШИТЕЛЬНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286865C2 |
| Дисковые двухпарные ножницы | 1983 |
|
SU1138264A1 |
| Установка для подачи к ножницам, сортировки и удаления заготовок | 1985 |
|
SU1465196A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Устройство для резки | 1986 |
|
SU1479218A1 |
| ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО К НОЖНИЦАМ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2093319C1 |

Изобретение относится к обработке металлов давлением, в частности к раскрою тонколистового материала на полосы. Цель изобретения - расширение технологических возможностей и повышение качества получаемых полос. Корпус каждого режущего механизма выполнен в виде верхней 10 и нижней 12 вертикальных жестко соединенных между собой направляющих плит, Плоскость сопряжения плит совпадает с плоскостью резания Верхний нож 14 расположен на верхней направляющей плите 10, нижний нож 16 - на нижней направляющей плите 12. Двухпарные дисковые ножницы содержат наклонные столы, расположенные под верхними направляющими плитами с равномерным зазором. 1 з.п. ф-лы, 4 ил
Вид А
30 3/ f6
/4
Б
Ю (28) fo 20. 2
f8/25/ /01 6
фуг.З
16 т
фигЛ
| Целиков А И | |||
| и др Машины и агрегаты металлургических заводов | |||
| - М | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
