Изобретение относится к цветной металлургии и может быть использовано при монтаже подин электролизеров алюминия, магния и других, футерованных угольными блоками.
Цель изобретения - улучшение условий эксплуатации и повышение срока службы .подины.
На чертеже показан фрагмент подины, содержащий угольные блоки 1, 2, шов из угольной массы 3, токопроводящую вставку 4; блюмсы 5, 6. На чертеже стрелками показан ход тока от блока к блоку при пропускании его вдоль подины, а - вставка со стружками; б - с лентами; в - с графитовой крупой.
Подина изготавливается по следующей технологии.
При крайнем нижнем положении вставок 4 в зазоры между блоками 1,2 катодного узла, подготовленного к набойке швов, засыпают слоем высотой 20-30 мм коксовую пыль м планируют по высоте. Затем (вармантно) засыпают либо слой железных (стальных) стружек, либо металлические ленты. Стружки следует брать от фрезерных, разделочных станков длиной 3-15мм. Металлические ленты (полосы) должны быть выровнены подлине, если посте рубки (резки) они потеряли плоскость. Длина этих лент 0,5-1 м (возможна иная). Засыпка стружек должна сопровождаться планировкой их таким образом, чтобы спой стружек у граней блоков был не ниже, чем между ними. Ленты следует положить так, чтобы одно ребро, например, верхней ленты взаимодействовала с гранью блока 1, а нижнее - с гранью блока 2, ленты в середине шва образовывали нахлест. Контролировать взаимодействие следует путем визуального наблюдения и измерением температуры нагрева вставок по длине. Для этого к блюмсам блоков 1 и 2 подключают источник тока с напряжением 3-4 В, мощностью 35-40 кВА. Наряду с гарантированным качеством организации вставок при таком контроле нагреются
мюга&
L«Jb
стенки блоков, что благоприятно для последующей набойки швов. Контролировать нагрев вставки можно прибором типа ЭТП или термопарой с милливольтметром. Следующая операция -операция засыпки проводящей вставки коксовой пылью слоем 20-30 мм с последующей планировкой слоя по высоте. Затем укладывают на вставку первый слой подовой массы высотой 30-50 мм и утрамбовывают его (как обычно). При этом уплотняются и фиксируются слои вставки Таким образом делают вставки во всех межблочных швах. При изготовлении вставок из дробленого электродного графита коксовая пыль не используется. Засыпается графитовая крупа с фракциями 8-0 мм слоем высотой 50-60 мм (в уплотненном состоянии будет 40-50 мм). Планируется. Уплотняется вместе со слоем шва В последующем производится набойка всех межблочных швов (как обычно), если вставки обесточены. Если же одновременно с набойкой пропускать ток по вставкам, то швы стенки блоков будут в процессе набойки разогреваться, повысится уплотняемость подовпй массы, ее адгезия со стенками блоков, по- . высится качество набойки. Возможна установка вставок выше, чем показано на чертеже, например на высоте верхней грани блюмса. Тогдз производится по обычной технологии набойка jsa до указанной высоты, затем изготавливают пстаски по одному из вариантов, как описано вышсз, затем про должается набой са шва до шьпочки. Высота установки вставок влияет на время разогрева швов, на градиент температуры го высоте шва. При нижнем положении вставок следует ожидать наибольших значений градиента температуры по высоте швов, наименьшей скорости нагрева верхних слоев швов. Весь шов будет монолитен по высоте. Это обусловит высокую прочность подины, При установке вставок ча уровне 0,5 высоты блока градиенты по высоте шва будут миии- мальными, быстрее прогреются самые верхние слои шва. Однако наличие кескок- совавшейся вставки в середине шва может его ослабить механически, Для различных типов электролизеров (в зависимости от задач нагрева) положение вставок по высоте может быть разным в пределах указанного интервала. Установка вставок в верхней части шва нецелесообразна по условиям фильтрации алюминия во вставки: возможного разрушения вставки и шва. В процессе нагрева подины теплоприток будет от вставок. Вставки будут нагреваться на 50-100°С выше самой подины. В кта
вах вставок будут идти эндотермические реакции. Наименьшие изменения будут ьо вставках из электродного графита. В них возможны дополнительная графитизация и золопоявпение (если вэ вставку будет поступать кислород воздуха). Во вставках из кокса и железа будут идти процессы карбонизации железа ; превращением его в чугун, во вставках MJ кокса и будет образовываться карбид акюммния. Б
каждом варианте будет расти сопротивление вставок. Чем больше темпеоатура перегрева случайного треста вставки, тем быстрее этом мест- будет карбонизация металла, рост согретчвлечия Это обусловит снижение тока и остывание участка Таким образом, процессы карбонизации направлены на выравнивание условий нагрева вставок по цлияе,следовательно, нагрева швов и подины в целом
Формул а изобретения
1.Подовый узел электролизера, содержащий подовые блоки и угольную набоечную массу в швах между блоками, отлива- ю ш и и с я гем, что с целью упучшен(/.я
условий эксплуатации и повышения срока службы подины, в тело каждого межблочного чша почины включают тонкую одинаковую и- плине шва гокопроводящую вставку, содержащую метаплч«еские или графитозие элементу с электропроводностью уставки выше, чем электропроводность всего шва в направлении от блока к блоку во всегч диапазоне температур нзфееа подины
2.Узел по п. т отличающийся тем, что в качестве проводниковых элементов вставки используют стальные или алюминиевые стружки, стальные или алюминиевые
ленты из расчета порядка одною килограмма на погонный метр шва, уплотненные сверху, снизу и по всему свободному пространству между элементами коксовой пыли.
3. Узел поп 1, отл и ча ющ и йся тем, что в качестве проводниковых элемектов и уплотнения для вставки берут раздробленный электродный графит с фракциями 8-10 мм и засыпают слоем высотой 40-50 им.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления подины электролизера | 1988 |
|
SU1678907A1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1991 |
|
RU2037566C1 |
| Способ монтажа подины электролизера | 1989 |
|
SU1694703A1 |
| ПОДИНА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ЕЕ МОНТАЖА | 1991 |
|
RU2037565C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284375C2 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2200212C2 |
| Способ монтажа подины электролизера для получения алюминия | 1986 |
|
SU1420074A1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270889C2 |
| Катодное устройство алюминиевого электролизера | 1976 |
|
SU735662A1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2303653C2 |
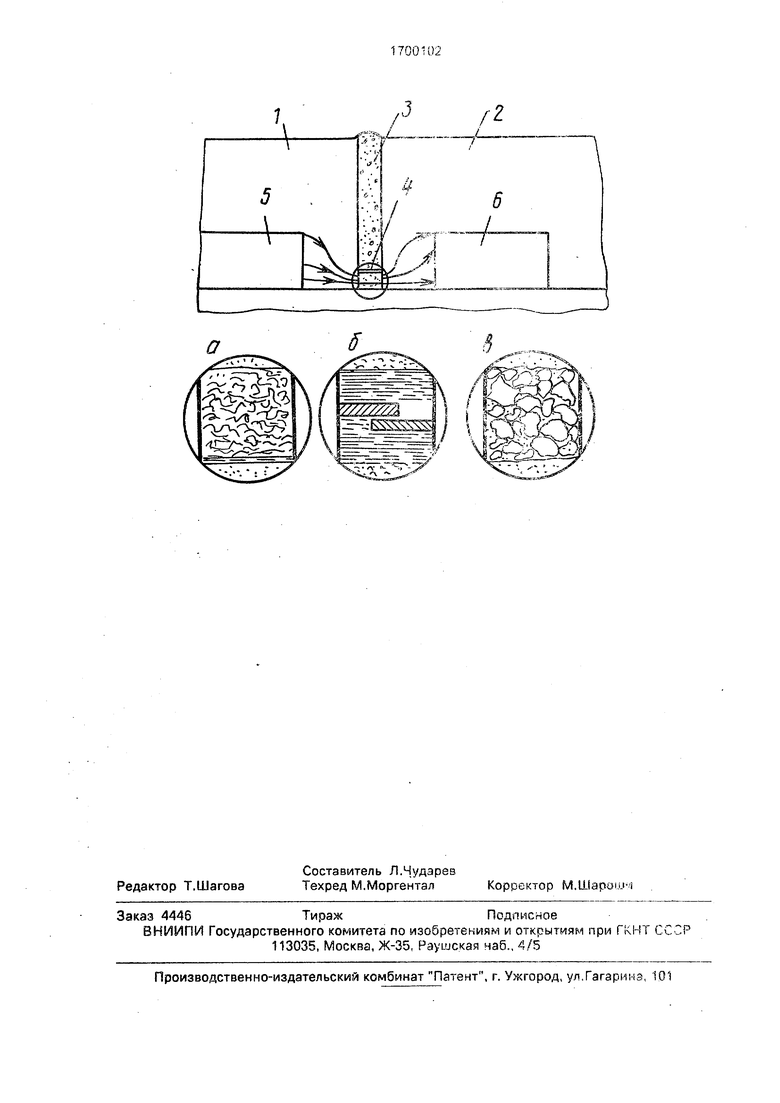
Изобретение относится к цветной металлургии и может быть использовано при монтаже подин электролизеров алюминия, магния и других футерованных угольными блоками. Цель изобретения - улучшение условий эксплуатации и повышение срока службы подины. Для этого в тело межблочного шва подины включают тонкую одинаковую подлине шватокопроводящую вставку, содержащую металлические или графитовые проводниковые элементы. В качестве элементов вставки используют стальные или алюминиевые стружки, ленты, используется такхе раздробленный зчектоодным графит. 2 з.п. ф-лы, 1 ил.
О
Г-у5с„1
7
&ш
О/КХЈ7
&Г
| Справочник металлурга по цветным металлам | |||
| Производство алюминия | |||
| М.: Me- таллургия, 1970, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
