Изобретение относится к машиностроению и может быть использовано при обработке поверхностно-пластическим деформированием резьбовых деталей.
Цель изобретения - повышение производительности и качества обработки.
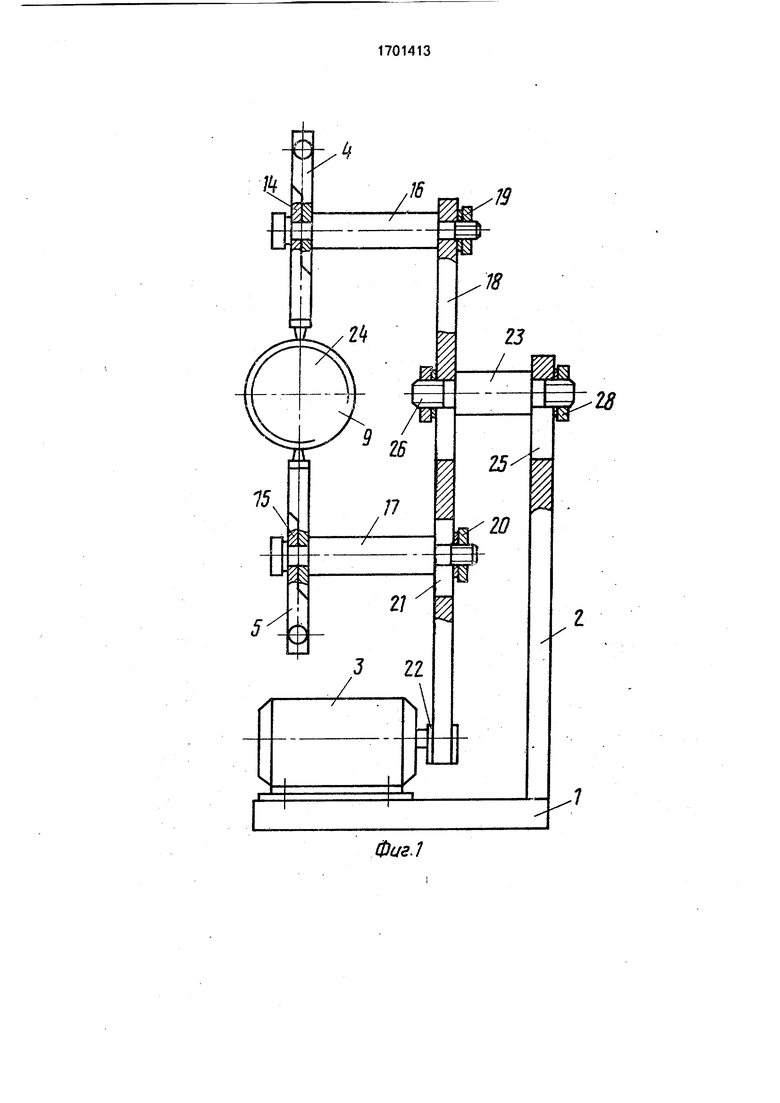
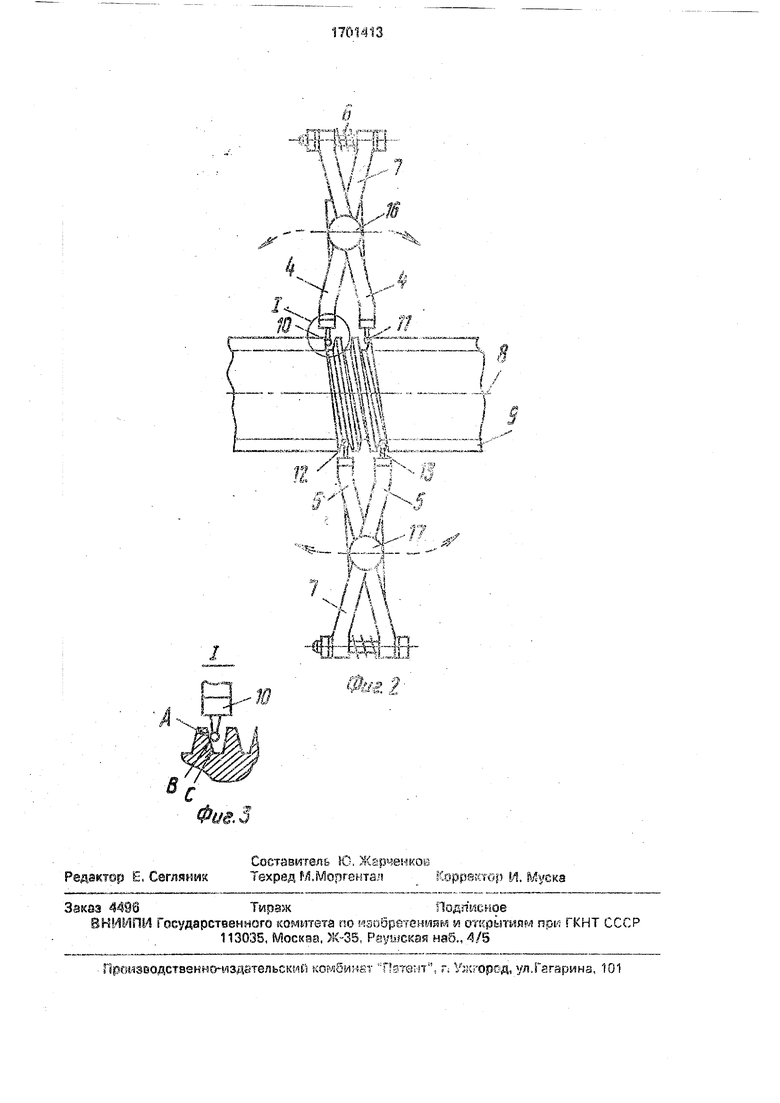
На фиг.1 показан общий вид устройства; на фиг.2 - то же, вид сбоку; на фиг.З - узел I на фиг.1.
Устройство содержит основание 1 с корпусом 2, привод 3, держатели инструментов 4 и 5 с силовыми элементами 6 и 7, расположенные симметрично оси 8 детали 9. Деформирующие элементы 10, 11, 12, 13 попарно, смонтированы в вилкообразных держателях 4 и 5. Держатели 4 и 5 шарнирно посредством подшипников 14 и 15 установлены на осях 16 и 17. Оси 16 и 17 жестко закреплены на кулисе 18, гайками 19 и 20. Одна из осей, например, 17 установлена в пазу 21 для
удобства настройки устройства из размер детали 9. Кулиса 18 жестко связана с эксцен триком 22 привода 3 и установлена на оси 23, расположенной между осями 16 и 17 горизонтально вдоль диаметральной оси 24 детали 9. В корпусе 2 и кулисе 18 выполнены продольные пазы 25 и 26 для перемещения оси 23 и изменения плеч кулисы 18. Ось 23 закреплена гайками 27 и 28.
Устройство работает следующим образом.
Деталь 9 устанавливают в центрах токарного станка (не показан), а устройство - на его суппорте. Перемещением оси 17 по пазу 21 в кулисе 18 устанавливают деформирующие элементы 10-13 на размер детали 9 так, чтобы точка их контакта В соответствовала среднему диаметру винтового профиля. Ось 23 перемещают в пазах 25 и 26 на
ВИмЩзй
XOJZ&
необходимую величину и закрепляют ее гайками 27 и 28.
Включают вращение детали 9 м эксцентриковый привод 3. При этом деталь 9 начи- нает вращаться, а устройство перемещается вдоль оси В. Эксцентрик 22 привода 3 приводит в движение кулису 18, которая, в свою очередь, через жесткую связь с осями 16 и 17 передает качательное движение держателям 3 и 4 и они начинают колебаться относительно своих осой 16 и 17 во взаимно противоположных фазах с одинаковыми или различными амплитудами, а деформирующие элементы 10-13 перемещаются по боковым поверхностям винтового Профиля детали 9,
В результате сложения двух движений: вертикального - по боковой БИНТОВОЙ поверхности и вращения детали 9 в центрах токарного станка при перемещении суппорта вместе с устройством, равной тагу резьбы детали 9 на винтовой поверхности образуется синусоидальный микрорельеф. Вследствие того, что элементы 10, 11 могу перемещаться с амплитудой, отличной от амплитуды элементов 12 и 13, они наносят различные синусоидальные микрорельефы, которые накладываются друг на друга. Процесс заканчивается, когда вся винтовая поверхность детали 9 будет обработана.
В случае, когда не требуется наложения микрорельефов с различными пгараметра- ми, ось 23 кулисы 18 устанавливают вдоль
оси 24 детали 9, и деформирующие элементы перемещаются с одинаковыми амплитудами.
Закрепление держателей 4 и 5 шарнир- но обеспечивает их качательное движение и перекрытие точек контакта инструмента с заготовкой, а, следовательно, повышает качество обработки.
10
Формула изобретения
1.Устройство для обкатывания винтовых поверхностей, содержащее корпус, оп- яозитно расположенные держатели с
деформирующими и силовыми элементами, отличающееся тем, что, с целью повышения качества поверхности за счет получения регулярного микрорельефа, оно снабжено установленной с возможностью
поворота кулисой, осью и эксцентриковым приводом, d каждый из держателей выполнен в виде двуплечих рычагов, соединенных между собой осью, причем деформирующие элементы установлены на одном конце каждого мз двуплечих рычагов, а силовые элементы - на другом, при этом ось кулисы жестко закреплена на корпусе, а оси держателей - на соответствующих концах кулисы.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что в корпусе устройства и на одном
из концов кулисы выполнены продольные регулиоовочные пазы под соответствующие оси кулисы и одного из держателей.
So
Ј
CM
N
И
t4.
Cv4
Csj
I
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2438851C1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| Устройство для отделочно-упрочняющей обработки винтовых поверхностей | 1990 |
|
SU1750934A1 |
| УСТРОЙСТВО ДЛЯ РОТОРНОГО УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354531C1 |
| СПОСОБ РОТОРНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354530C1 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447964C1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| ТРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2001 |
|
RU2200070C1 |
| Устройство для виброобкатки винтовых профилей | 1977 |
|
SU623620A1 |
Изобретение относится к обработке металлов давлением и может быть использова- но для обкатывания винтовых поверхностей, например червяков и ходовых винтов. Цель изобретения - повышение качества обработки поверхностей за счет формирования микрорельефа. Цель достигается за счет того, что устройство для обка- тывания винтовых профилей содержит корпус, держатели с деформирующими и силовыми элементами, снабженные кулисой с осью и эксцентриковым приводом, причем каждый из держателей выполнен в виде двуплечих рычагов, соединенных между собой осью, деформирующие элементы установлены на одном конце двуплечего рычага, а силовые - на другом, причем ось кулисы жестко закреплена на корпусе, а оси держателей - на соответствующих концах кулисы. В процессе обкатывания профиля деформирующие элементы совершают возвратно- поступательные перемещения вдоль оси заготовки и поверхности профиля резьбы, создавая соответствующий микрорельеф. 1 з.г Л-лы, 3 ил. якст
эI
У7Кч /
.-Z-
-i
Ыь
Ш- и
/-
t)
F
Щ
-Haiwd-- 7fr -:x .ffi H r; -
Г ) л
.,. ( v- -Ј-t- V4- :
F /
/Л
/
Jtl -jj-j Kv//
-/
| Устройство для обкатывания винтовых поверхностей | 1982 |
|
SU1031719A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
