t7
/
/ V .to t
I
i
- b:..iuLl
Pt
Lfe
1
V
Lfe
Изобретение относится к станкостроению, в частности к инструментальному про- изводству, и предназначено для использования в резьбовых фрезах.
Целью изобретения является повышение качества обрабатываемой поверхности п.ри фрезеровании резьбы, достигаемое за счет снижения сил резания и улучшения условий отвода стружки.
На фиг. 1 показана фреза, общий вид; на фиг.2 - развертка фрезы.
Фреза содержит корпус 1 с расположенными на нем режущими зубьями 2. Боковые поверхности режущих зубьев образованы правой и левой винтовыми поверхностями с осевыми шагами Pi, Pi и числами заходов it, 2, соответственно. Режущие зубья 2 сгруппированы также в кольцевые ряды, смещенные один относительно другого на шаг Рр, равный шагу обрабатываемой резьбы. Число режущих зубьев m в каждом кольцевом ряду выбирается меньше в целое число раз, чем число
стружечных канавок z, т.е. от 1 до - . Передняя поверхность зубьев образована стружечной канавкой с углом наклона ш. Эта канавка обеспечивает получение переднего угла у, Задний угол а ь образован от пересечения правой плевой винтовых поверхностей. Расположение режущих зубьев 2 на корпусе фрезы определяется из следующих зависимостей
Р ФР Р Р и :
Р 1 Р фр Р 2 1 2
Р 2 ( I 1 + I 2 ) Р фр
ZtD t Р 2 - Р 1 ч
ea-rr+f -Fp-pT)и
Рр - шаг кольцевых рядов на фрезе;
Рфр - шаг между двумя зубьями на од- .ной стружечной канавке фрезы а осевом направлении;
Н, ia - числа заходов правой и левой винтовых поверхностей, соответственно;
Pi, P2 - шаги правой и левой винтовых поверхностей на фрезе, соответственно;
DJ - диаметр, по которому ведется расчет параметров фрезы;
а) - угол наклона стружечной канавки, на диаметре;
z - количество стружечных канавок на
фрезе, определяется как сумма чисел заходов правой и левой винтовых поверхностей, численно равна количеству стружечных канавок на фрезе;
m - количество режущих зубьев в кольцевом ряду.
Формула изобретения Фасонная фреза, содержащая цилиндрический корпус с режущими зубьями, боковые поверхности которых выполнены в виде правой и левой винтовых поверхностей с неодинаковыми шагами, и винтовые стружечные канавки, отличающаяся тем. что, с целью повышения качества обрабатываемой поверхности при фрезеровании резьбы, режущие зубья сгруппированы в кольцевые ряды, причем число режущих зубьев в каждом кольцевом ряду выбирается меньше в целое число раз, чем число
стружечных канавок, а расположение режущих зубьев на корпусе фрезы определяется из следующих зависимостей
Р ФР Р Р го :
где Рр - шаг кольцевых рядов на фрезе,
Рфр - шаг между двумя зубьями, расположенными на одной стружечной канавке фрезы;
it, te - числа заходов правой и левой винтовых поверхностей, соответственно;
Pi,P2 - шаги правой и левой винтовых поверхностей на фрезе, соответственно;
DJ - диаметр, по которому ведется расчет параметров фрезы,
со- угол наклона стружечной канавки;
z - количество стружечных канавок на фрезе, определяется как сумма чисел заходов правой и левой винтовых поверхностей;
m - количество режущих зубьев в кольцевом ряду.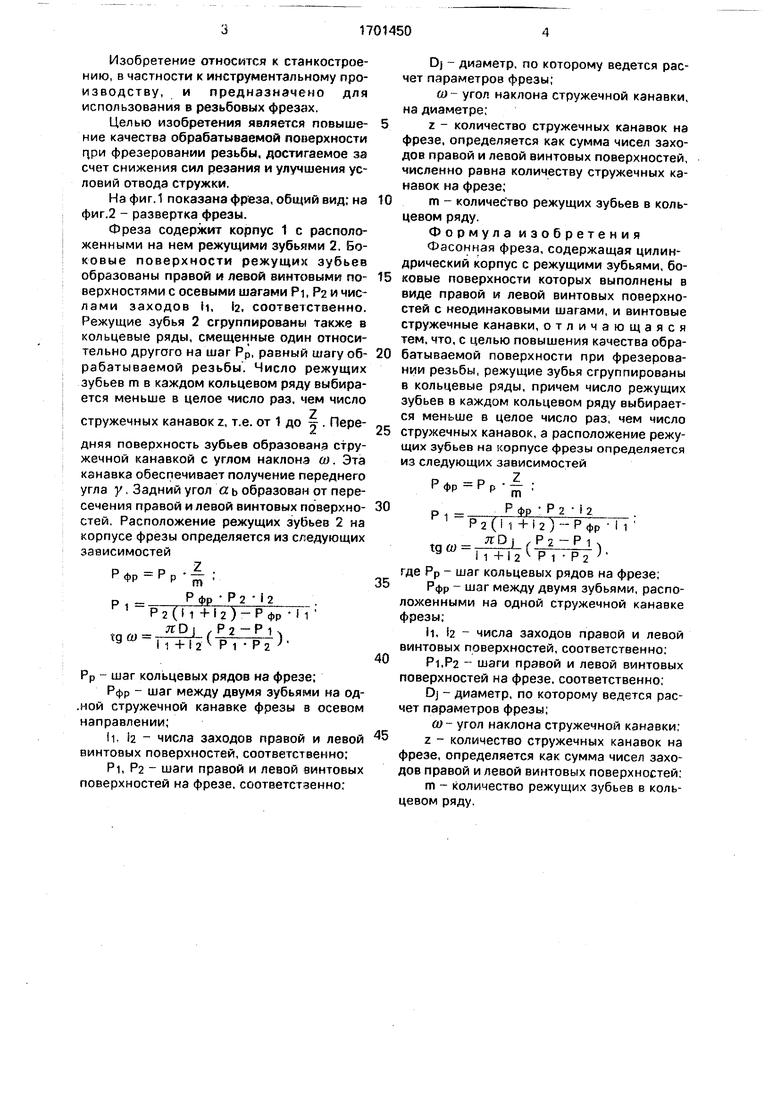
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| ЧЕРВЯЧНАЯ МНОГОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2464133C2 |
| Фреза | 1989 |
|
SU1690967A1 |
| Способ обработки зубчатых колес иуСТРОйСТВО для ОбРАбОТКи зубчАТыХКОлЕС | 1979 |
|
SU841820A1 |
| СМЕННАЯ ТОРЦЕВАЯ ФРЕЗЕРНАЯ ГОЛОВКА С ОБРАЗОВАННЫМ ЗА ОДНО ЦЕЛОЕ РЕЗЬБОВЫМ УЧАСТКОМ ДЛЯ СОЕДИНЕНИЯ С ХВОСТОВИКОМ | 2017 |
|
RU2727632C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| ЧЕРВЯЧНАЯ ОДНОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2444421C1 |
| ТОРЦОВАЯ ФРЕЗА | 2005 |
|
RU2288813C1 |
| Способ изготовления сборной резьбонарезной гребенчатой фрезы | 1988 |
|
SU1784420A1 |
| Способ изготовления чистовой червячной фрезы | 1989 |
|
SU1768360A1 |

Изобретение относится к станкостроению, в частности к инструментальному про- иэводству, и предназначено для использования в резьбовых фрезах. Целью изобретения является повышение качества обрабатываемой поверхности при фрезеровании резьбы за счет снижения сил резания PIA Г 7 W Ь W IV, ; т V Ј | V о ; i У - / / ъ m иулучшения условий отвода стружки. Фреза содержит корпус 1 с расположенными на нем режущими зубьями 2. Боковые поверхности режущих зубьев 2 образованы правой и левой винтовыми поверхностями с неодинаковыми шагами PI и Ра. Передняя поверхность режущих зубьев 2 образована винтовой стружечной канавкой с углом наклона ш. Режущие зубья 2 сгруппированы в кольцевые ряды, расположенные с шагом Рр, причем их число режущих зубьев в каждом кольцевом ряду выбирается меньше в целое число раз, чем число стружечных канавок. Расположение режущих зубьев 2 на корпусе 1 фрезы определяется из ряда зависимостей 2 ил. о / xj О Ј (Я о tr- /
фигА
| Червячная фреза | 1987 |
|
SU1569121A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
