Изобретение относится к области металлообработки, в частности к способу изготовления резьбонарезных гребенчатых фрез с винтовыми стружечными канавками, и может быть использовано в любой отрасли машиностроительной промышленнбсти.
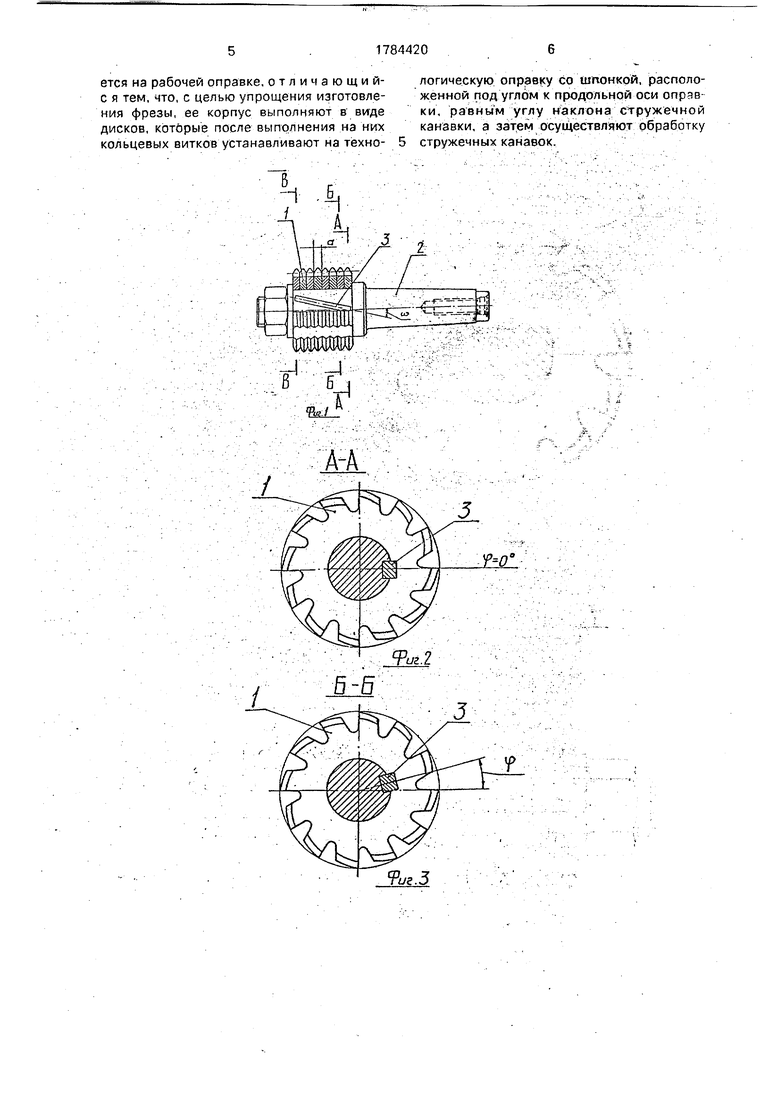
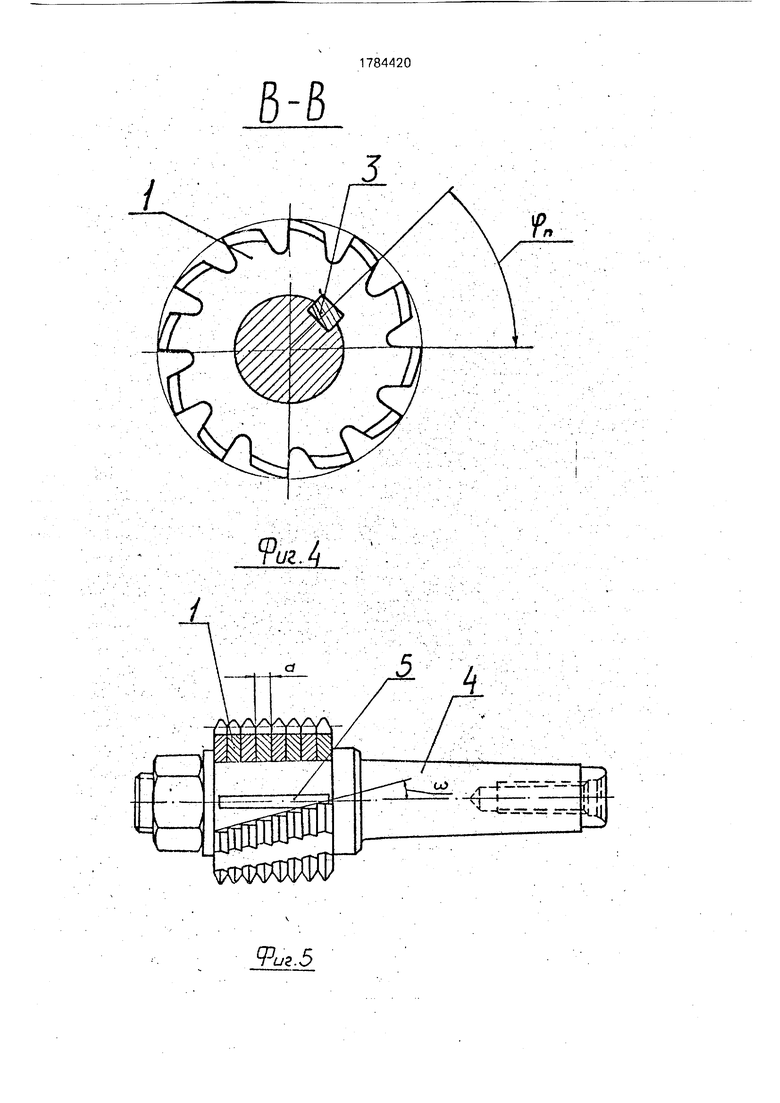
На фиг. 1 дан комплект дисков фрезы, собранный на технологической оправке; ни фиг, 2 - сечение А-А на фиг 1, на фиг. 3 - сечение Б-Б на фиг 1, на фиг 4 - сечение В-В на фиг 1; на фиг 5 - комплект дисков фрезы, собранный на рабочей оправке; на фиг. 6 - схема расположения дисков сборной фрезы на рабочей оправке; на фиг 7 - оправка в сборе..
Резьбонарезную гребенчатую фрезу выполняют сборной насадкой из отдельных дисков с винтовыми стружечными канавками, каждый диск образует кольцевой1 виток по толщине равный шагу нарезаемой резьбы, а переднюю грань зубьев каждого диска выполняют перпендикулярно его опорным торцам.
Винтовое расположение зубьев набора дисков фрезы по длине Стружечной канавки относительно оси шпоночного паза обеспечивают угловым равномерным возрастающим смещением f по окружности зубьев каждого последующего диска 1 относительно предыдущего на величину, соответствующую углу наклона (о винтовой стружечной кёнавки фрезы.
В дисках 1 (у каждого в отдельности или комплектом) выполняют шпоночный паз, комплект пронумерованных дисков 1 (полуфабрикат) с выполненным угловым профилем, посадочным отверстием; продольным шпоночным пазом устанавливают на технб- логическую оправку 2, ось шпоночного паза кйждого последующего диска 1 смещают по
(Л
с
-ч
00 Ьь
Ьь ГО О
-4
окружности относительно предыдущего на угол наклона винтовой стружечной канавки фрезы. Этот процесс осуществляют на технологической оправке со шпонкой 3, выпол- ненной по винтовой линии, соответствующей углу а) наклона винтовой стружечной канавки фрезы ш. Стружечные канавки и профиль зуба обрабатывают параллельно оси. После обработки первой стружечной канавки комплект дисков 1 при помощи делительной головки проворачивают на угловой шаг и процесс повторяют. После термической обработки производят абразивную обработку как с прямыми стружечными канавками и на такой же технологической оправке с винтовой шпонкой: заточку по передним граням и шлифовку-за- тыловку профиля зубьев
Пронумерованные обработанные диски 1 фрезы на технологической оправке 2 с винтовой шпонкой 3 разбирают и соответственно нумерации устанавливают на рабочей оправке 4 с прямой продольной шпонкой 5 в той же последовательности, что и на технологической, совмещая при этом шпоночные пазы
Этим способом по длине стружечной канавки фрезы обеспечивают спиральное расположение зубьев под углом (о При этом на длине стружечной канавки в линейном измерении получают смещение на величину b каждые последующие зубья относительно предыдущих.
Между величинами р , ш и b существует зависимость, определяемая по формулам1
Р
360 tg ш р
- D г
л
b Р tg ш
где D - наружный диаметр фрезы;
tp - угловое смещение по окружности вершин зубьев одного диска относительно другого, град;
b - лине йное смещение по окружности вершин зубьев одного диска относительно другого;
ш- угол наклона винтовой стружечной канавки фрезы;
Р - шаг нарезаемой резьбы, в настоящей заявке толщина каждого диска а принимается равной шагу нарезаемой резьбы.
Переточку фрезы производят по передним граням и выполняют как с прямыми стружечными канавками на той же технологической оправке 2 с винтовой шпонкой 3 При фрезеровании стружечных канавок заготовке сообщают продольное перемещение - продольную подачу, а фасонной обрабатывающей фрезе быстрое вращательное движение - главное движение, После каждои обработки канавки заготовку поворачивают на один зуб.
При заточке по передним граням заготовке сообщают продольное возвратно-поступательное движение - продольную
подачу, а абразивному кругу быстрое вращательное движение. После каждого двойного хода заготовку поворачивают на один зуб. При шлифовке-затыловке профиля зуба заготовке сообщают медленное вращательное движение- круговую подачу, а профильному абразивному кругу быстрое вращательное движение - главное движение и движение затылования, после затыло- вания всех зубьев каждого витка
шлифовальный круг перемещают на величину шага
Предлагаемым способом обработки зубьев, при котором шпоночные пазы дисков, установленных на технологической олравке/получают винтовое расположение, а обработку комплекта дисков выполняют с прямыми стружечными канавками, обеспечивают относительно шпоночного паза каждого из дисков угловое смещение (р вершин
зубьев каждого последующего диска по отношению к предыдущему Смещение р пол- учают возрастающим равномерным и осуществляют так, чтобы оно соответствовало углу наклона а) винтовой стружечной канавки фрезы.
Предлагаемый способ изготовления сборной разьбонарезной гребенчатой фрезы из отдельных дисков с винтовыми Стружечными канавками по сравнению с
прототипом позволил, что отпала необходимость подстройки технологической оправки в механизме деления для каждого диска. Не требуется специальная настройка делительного устройства при обработке стружечных
канавок и, в частности, при заточке по передним граням. В этом случае для получения правильной формы передних граней зубьев не требуется ограничения в размере диаметра абразивных кругов.
Формула изобретения Способ изготовления сборной резьбонарезной гребенчатой фрезы с винтовыми стружечными канавками, согласно которому на наружной поверхности корпуса выполняют кольцевые витки с резьбовым профилем и стружечные канавки, а на внутренней поверхности корпуса - шпоночный паз, при помощи которого фреза закрепляется на рабочей оправке, отличающий- с я тем, что, с целью упрощения изготовления фрезы, ее корпус выполняют в виде дисков, которые после выполнения на них
логическую оправку со шпонкой, расположенной под углом к продольной оси опрчв ки, равным углу наклона стружечной канавки, а затем осуществляют обработку
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1388210A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| СБОРНАЯ ПРОТЯЖКА | 1991 |
|
RU2012454C1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2080218C1 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2317877C1 |
| Инструмент для правки абразивных кругов | 1990 |
|
SU1750937A1 |
| СПОСОБ ЗУБОДОЛБЛЕНИЯ С ДИФФЕРЕНЦИРОВАНИЕМ СРЕЗАЕМОГО СЛОЯ | 2004 |
|
RU2255842C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
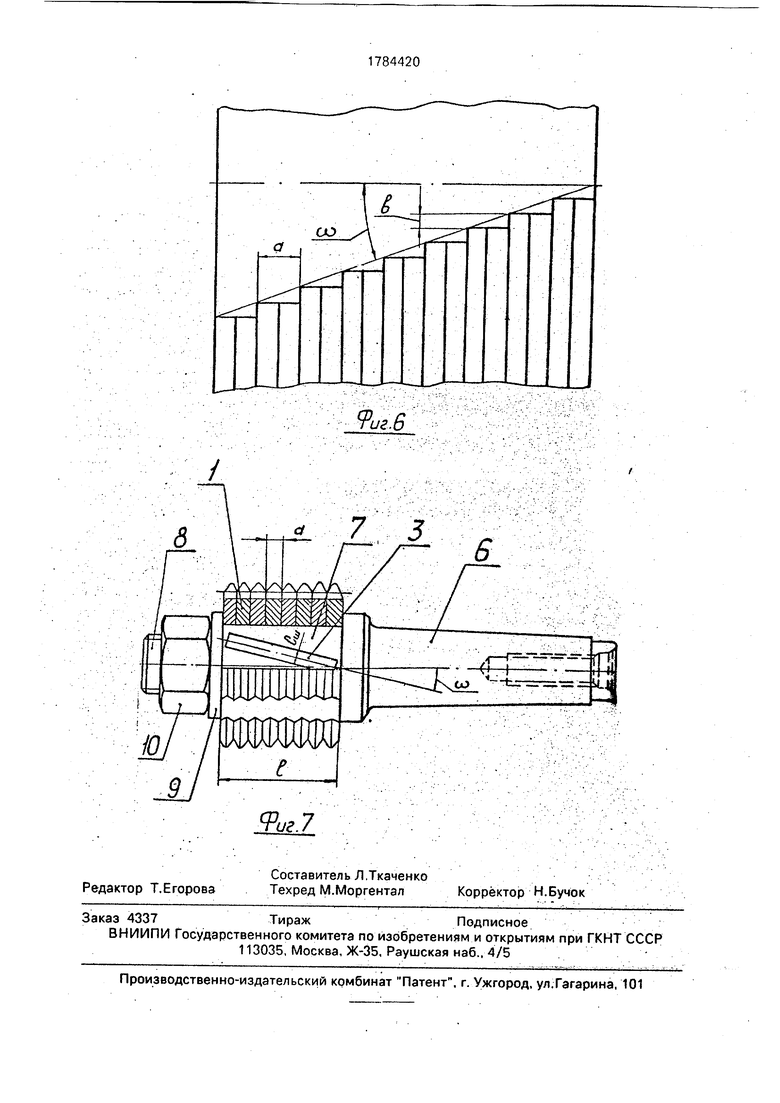
Использование1 изготовление сборных резьбонарезных фрез. Сущность изобретения: резьбонарезная гребенчатая фреза состоит из дисков с винтовыми стружечными канавками, каждый из которых образует кольцевой виток по толщине разный шагу нарезаемой резьбы, установленных на рабочей оправке с прямой шпонкой Для изготовления винтовых струночных канавок комплект дисков устанавливают на технологическую оправку с винтовой шпонкой, соответствующей углу ft) наклона винтовой стружечной канавки Стружечные канавки и профиль зуба обрабатывают параллельно оси Затем комплект пронумерованных дисков устанавливают в той же последовательности на рабочей оправке с прямой шпонкой При этом каждый последующий зуб получает смещение на величину b 7 ил
кольцевых витков устанавливают на техно- 5 стружечных канавок.
J
ТЬг.З
6-6
ЪвА
Vug.5
И,
4
иг.6
7 3
| Способ обработки зубьев сборной гребенчатой фрезы | 1960 |
|
SU138458A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
