Изобретение относи гея к станочным приспособлениям и может быть использовано для закрепления деталей, преимущественно типа винта, с боковыми отверстиями или лысками при фрезеровании паза в головке.
Цель изобретения - повышение точности установки и повышение удобства в эксплуатации,
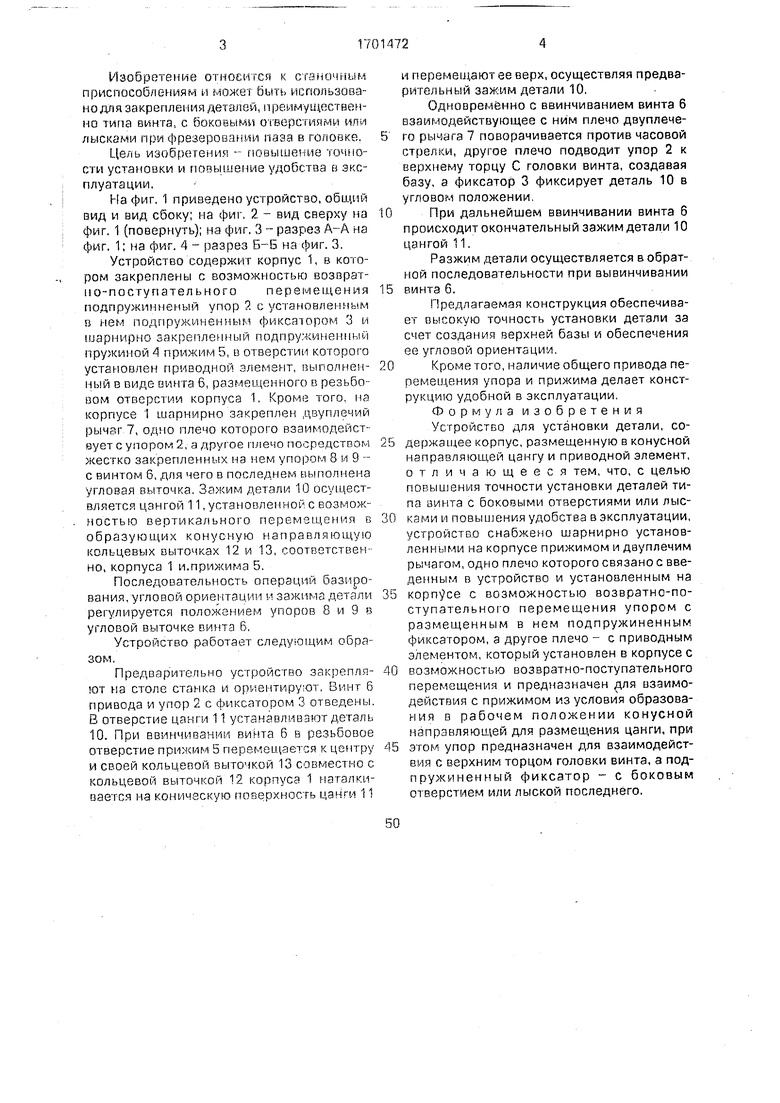
На фиг. 1 приведено устройство, общий вид и вид сбоку; на фиг, 2 - вид сверху на фиг. 1 (повернуть); на фиг, 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на Фиг. 3.
Устройство содержит корпус 1, в котором закреплены с возможностью возвратно-поступательного перемещения подпружинненый упор . с установленным в нем подпружиненным фиксатором 3 и шарннрно закрепленный подпружиненный пружиной А прижим 5, в отверстии которого установлен приводной элемент, выполненный в виде винта 6, размещенного в резьбовом отверстии корпуса 1, Кроме того, па корпусе I шарнирно закреплен двуплечий рычаг 7, одно плечо которого взаимодействует с упором 2, а другое плечо посредством жестко закрепленных на нем упором 8 и 9 - с винтом G, для чего в последнем выполнена угловая выточка. Зажим детали 10 осуществляется цзнгой 11 .установленнойс возможностью вертикального перемещения в образующих конусную направляющую кольцевых выточках 12 и 13, соответственно, корпуса 1 и.прижима 5.
Последовательность операций базирования, угловой ориентации и зажима детали регулируется положением упоров 8 и 9 в угловой выточке винта 6,
Устройство работает следующим образом.
Предварительно устройство закрепляют на столе станка и ориентируют, Винт 6 привода и упор 2 с фиксатором 3 отведены. В отверстие цанги 11 устанавливают деталь 10. При ввинчивании винта 6 в резьбовое отверстие прижим 5 перемещается к центру и своей кольцевой выточкой 13 совместно с кольцевой выточкой 12 корпуса 1 наталкивается на коническую поверхность цанги 11
и перемещают ее верх, осуществляя предварительный зажим детали 10.
Одновременно с ввинчиванием винта 6 взаимодействующее с ним плечо двуплечего рычага 7 поворачивается против часовой стрелки, другое плечо подводит упор 2 к верхнему торцу С головки винта, создавая базу, а фиксатор 3 фиксирует деталь 10 в угловом положении.
При дальнейшем ввинчивании винта б
происходит окончательный зажим детали 10 цангой 11.
Разжим детали осуществляется в обратной последовательности при вывинчивании
винта б.
Предлагаемая конструкция обеспечивает высокую точность установки детали за счет создания верхней базы и обеспечения ее угловой ориентации.
Кроме того, наличие общего привода перемещения упора и прижима делает конструкцию удобной в эксплуатации. Формула изобретения Устройство для установки детали, содержащее корпус, размещенную в конусной направляющей цангу и приводной элемент, отличающееся тем, что, с целью повышения точности установки деталей типа винта с боковыми отверстиями или лысками и повышения удобства в эксплуатации, устройство снабжено шарнирно установленными на корпусе прижимом и двуплечим рычагом, одно плечо которого связано с введенным в устройство и установленным на
корпусе с возможностью возвратно-поступательного перемещения упором с размещенным в нем подпружиненным фиксатором, а другое плечо - с приводным элементом, который установлен в корпусе с
возможностью возвратно-поступательного перемещения и предназначен для взаимодействия с прижимом из условия образования в рабочем положении конусной направляющей для размещения цанги, при
этом упор предназначен для взаимодействия с верхним торцом головки винта, а под- пружиненный фиксатор - с боковым отверстием или лыской последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Универсальный патрон | 1990 |
|
SU1814993A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Устройство для зажима детали | 1984 |
|
SU1225702A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА КОНЦАХ ТРУБ | 2005 |
|
RU2297306C1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Станок для непрерывной обработки деталей | 1989 |
|
SU1692764A1 |
| Цанговый патрон | 1986 |
|
SU1351713A1 |
| Поворотно-зажимное устройство | 1983 |
|
SU1127745A1 |

Изобретение может быть использовано для зажима преимущественно деталей типа винта с боковыми отверстиями или лысками при фрезеровании паза в головке. Цель изобретения - повышение точности установки и повышение удобства в эксплуатации. Зажим детали осуществляется цангой, размещенной в выполненных в корпусе 1 и прижиме 5 и образующих конусную направляющую кольцевых выточках 12 и 13. При ввинчивании винта б в резьбовое отверстие корпуса осуществляется осевое перемещение цанги. Одновременно с этим взаимодействующее с винтом 6 плечо двуплечего рычага 7 поворачивается против часовой стрелки, другое плечо подводит упор 2 к верхнему торцу головки винта, создавая базу, а фиксатор 3 фиксирует деталь в угловом положении. Окончательный зажим детали осуществляется при дальнейшем ввинчивании винта 6. Разжим детали осуществляется в обратной последовательности. 4 ил. (Л С --/ Фм.1
ao
6-6
Р
S3
U
Э
ЩцгМ
| Горошкин А.К | |||
| Приспособление для металлорежущих станков: справочник | |||
| М.: Машиностроение, 1979, стр, 198, рис | |||
| слева верхний. |
