I
А
2
Р
Ј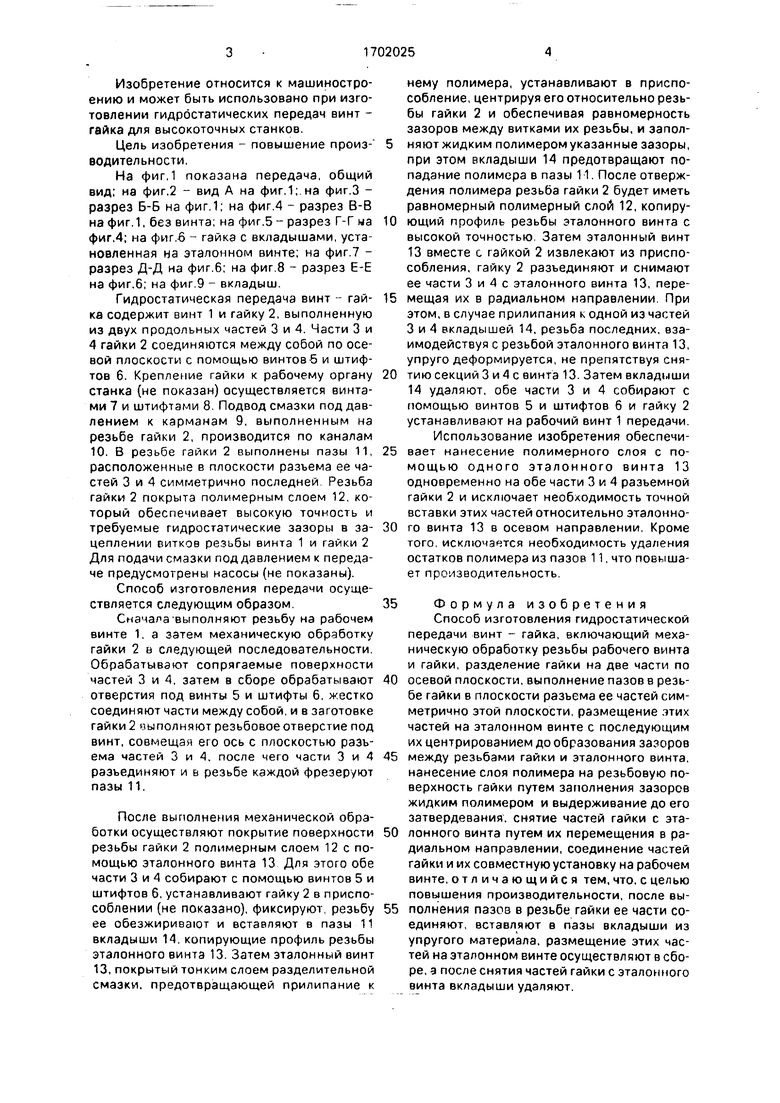
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИДРОСТАТИЧЕСКОЙ ГАЙКИ (ВАРИАНТЫ), ГИДРОСТАТИЧЕСКАЯ ГАЙКА И ГИДРОСТАТИЧЕСКИЙ УЗЕЛ | 1994 |
|
RU2127384C1 |
| Шарнирное соединение | 1979 |
|
SU842258A1 |
| Винтовой пресс и способ его эксплуатации | 1989 |
|
SU1831430A3 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЦЕНТРОБЕЖНЫЙ НАСОС С РОТОРОМ НА ПОДШИПНИКАХ КАЧЕНИЯ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2485352C1 |
| Устройство для совмещения деталей | 1979 |
|
SU845305A1 |
| ПРЯМОХОДНЫЙ ИСПОЛНИТЕЛЬНЫЙ ЭЛЕКТРОМЕХАНИЗМ | 2005 |
|
RU2297088C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Электрический соединитель | 1986 |
|
SU1390674A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1549766A1 |
| Способ изготовления гидростатической передачи винт - гайка | 1988 |
|
SU1618954A1 |
О
ГО
о
S3 О1
Изобретение относится к машиностроению и может быть использовано при изготовлении гидростатических передач винт - гайка для высокоточных станков.
Цель изобретения - повышение произ- водительности,
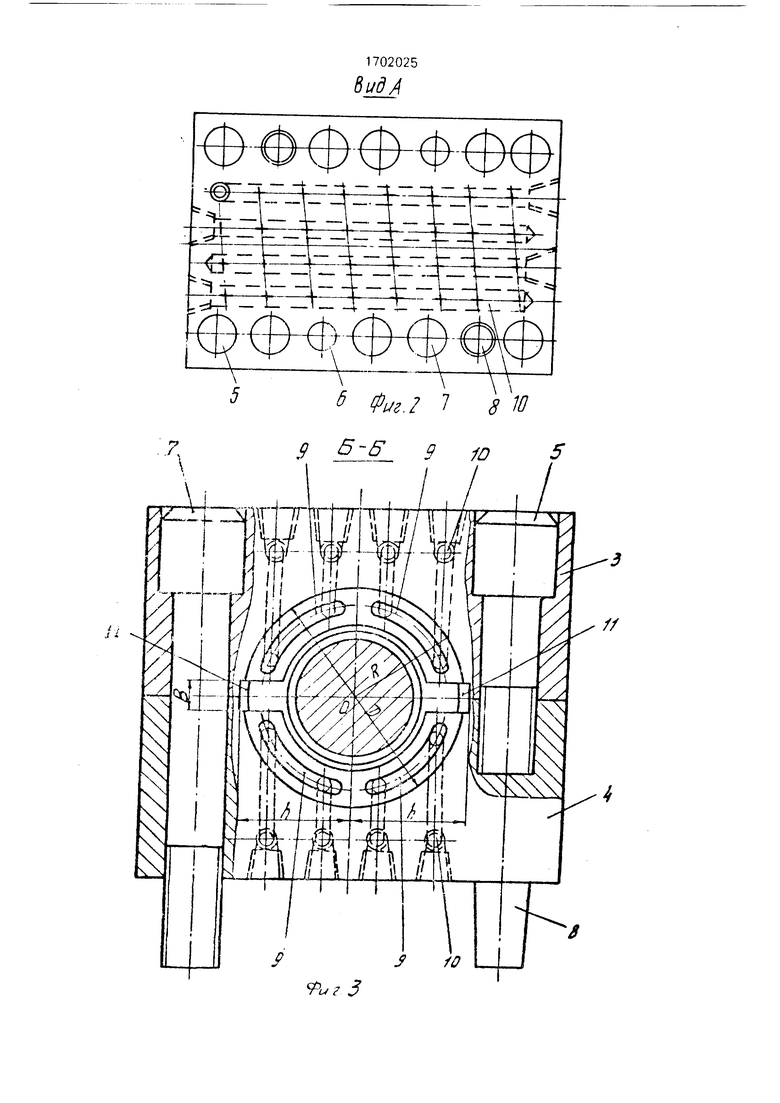
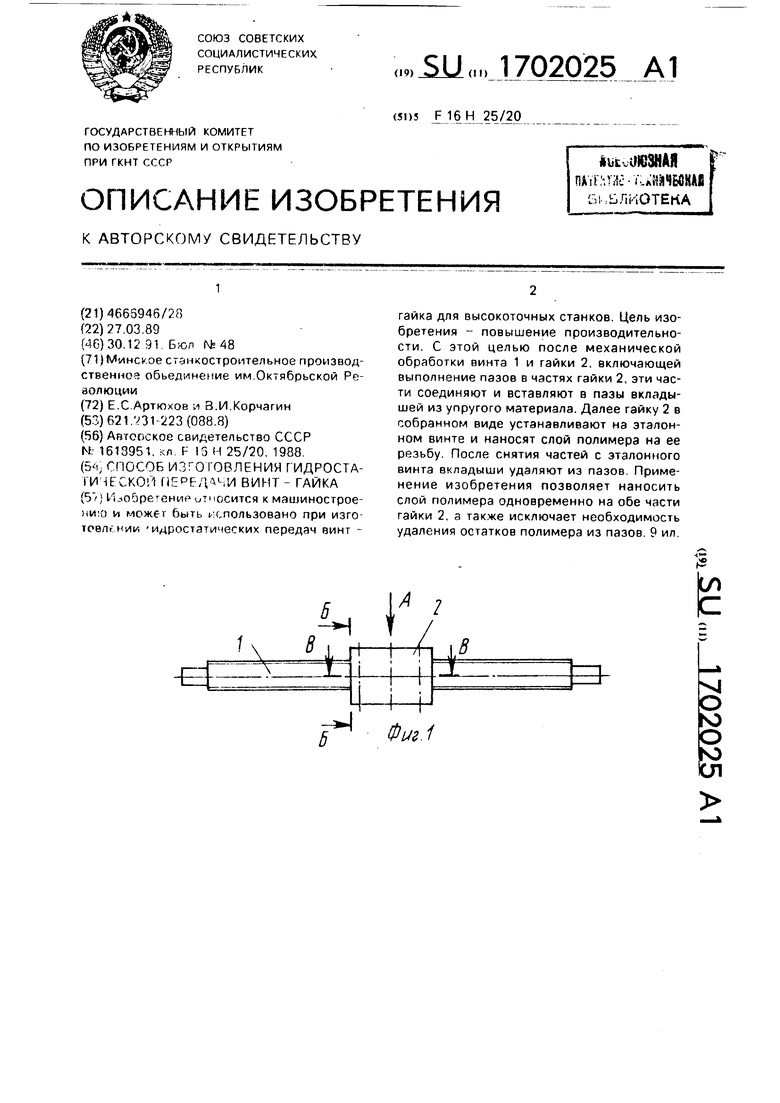
На фиг,1 показана передача, общий вид; на фиг.2 - вид А на фиг. 1;.на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг. 1, без винта; на фиг.5 - разрез Г-Г на фиг.4; на фиг.6 - гайка с вкладышами, установленная на эталонном винте; на фиг.7 - разрез Д-Д на фиг.6; на фиг.8 - разрез Е-Е на фиг.6; на фиг.9 - вкладыш.
Гидростатическая передача винт - гайка содержит винт 1 и гайку 2, выполненную из двух продольных частей 3 и 4. Части 3 и 4 гайки 2 соединяются между собой по осевой плоскости с помощью винтов5 и штифтов 6. Крепление гайки к рабочему органу станка (не показан) осуществляется винтами 7 и штифтами 8. Подвод смазки под давлением к карманам 9, выполненным на резьбе гайки 2, производится по каналам 10. В резьбе гайки 2 выполнены пазы 11, расположенные в плоскости разъема ее частей 3 и 4 симметрично последней Резьба гайки 2 покрыта полимерным слоем 12, который обеспечивает высокую точность и требуемые гидростатические зазоры в зацеплении витков резьбы винта 1 и гайки 2 Для подачи смазки под давлением к передаче предусмотрены насосы (не показаны).
Способ изготовления передачи осуществляется следующим образом.
Сначала выполняют резьбу на рабочем винте 1, а затем механическую обработку гайки 2 в следующей последовательности. Обрабатывают сопрягаемые поверхности частей 3 и 4, затем в сборе обрабатывают отверстия под винты 5 и штифты 6, жестко соединяют части между собой, и в заготовке гайки 2 выполняют резьбовое отверстие под винт, совмещая его ось с плоскостью разъема частей 3 и 4. после чего части 3 и 4 разъединяют и в резьбе каждой фрезеруют пазы 11.
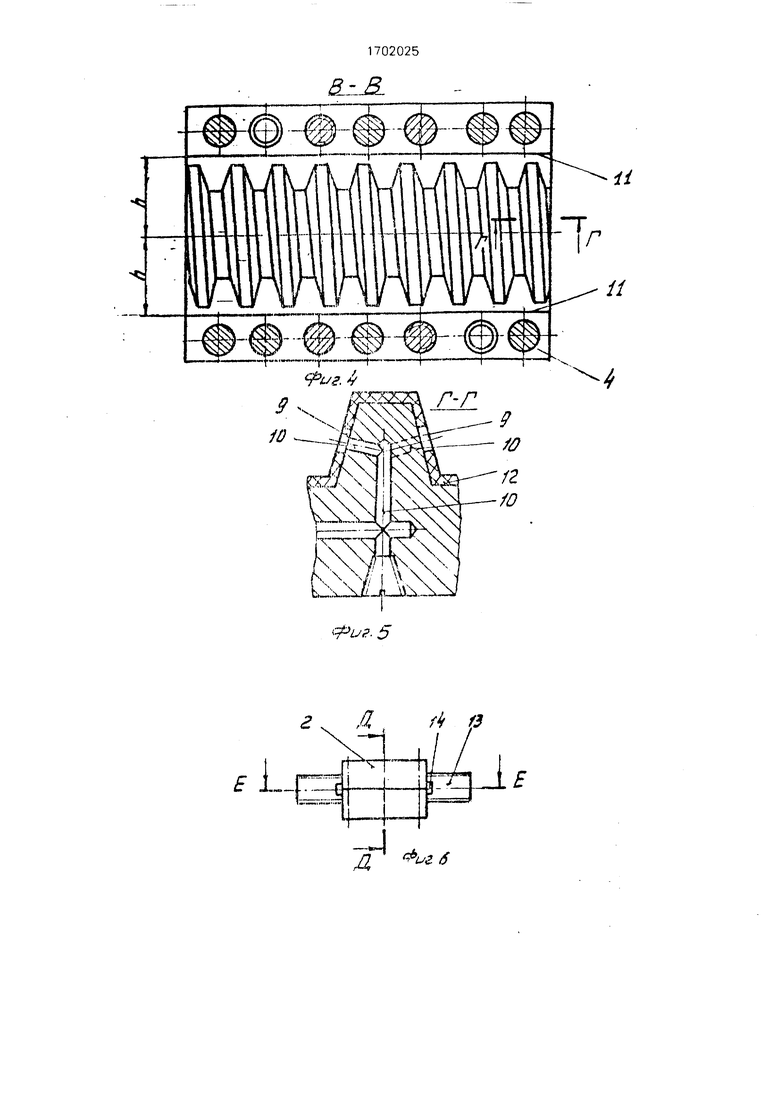
После выполнения механической обработки осуществляют покрытие поверхности резьбы гайки 2 полимерным слоем 12 с помощью эталонного винта 13 Для этого обе части 3 и 4 собирают с помощью винтов 5 и штифтов 6, устанавливают гайку 2 в приспособлении (не показано), фиксируют, резьбу ее обезжиривают и вставляют в пазы 11 вкладыши 14, копирующие профиль резьбы эталонного винта 13. Затем эталонный винт 13, покрытый тонким слоем разделительной смазки, предотвращающей прилипание к
нему полимера, устанавливают в приспособление, центрируя его относительно резьбы гайки 2 и обеспечивая равномерность зазоров между витками их резьбы, и заполняют жидким полимеромуказанные зазоры, при этом вкладыши 14 предотвращают попадание полимера в пазы 11. После отверждения полимера резьба гайки 2 будет иметь равномерный полимерный слой 12, копирующий профиль резьбы эталонного винта с высокой точностью. Затем эталонный винт
13вместе с гайкой 2 извлекают из приспособления, гайку 2 разъединяют и снимают ее части 3 и 4 с эталонного винта 13, перемещая их в радиальном направлении. При этом, в случае прилипания к одной из частей 3 и 4 вкладышей 14, резьба последних, взаимодействуя с резьбой эталонного винта 13, упруго деформируется, не препятствуя снятию секций 3 и 4 с винта 13. Затем вкладыши
14удаляют, обе части 3 и 4 собирают с помощью винтов 5 и штифтов 6 и гайку 2 устанавливают на рабочий винт 1 передачи.
Использование изобретения обеспечи- вает нанесение полимерного слоя с помощью одного эталонного винта 13 одновременно на обе части 3 и 4 разъемной гайки 2 и исключает необходимость точной вставки этих частей относительно эталонно- го винта 13 в осевом направлении. Кроме того, исключается необходимость удаления остатков полимера из пазов 11, что повышает производительность.
Формула изобретения
Способ изготовления гидростатической передачи винт - гайка, включающий механическую обработку резьбы рабочего винта и гайки, разделение гайки на две части по
осевой плоскости, выполнение пазов в резьбе гайки в плоскости разъема ее частей симметрично этой плоскости, размещение этих частей на эталонном винте с последующим их центрированием до образования зазоров
между резьбами гайки и эталонного винта, нанесение слоя полимера на резьбовую поверхность гайки путем заполнения зазоров жидким полимером и выдерживание до его затвердевания, снятие частей гайки с эталонного винта путем их перемещения в радиальном направлении, соединение частей гайки и их совместную установку на рабочем винте, отличающийся тем, что, с целью повышения производительности, после выполнения пазов в резьбе гайки ее части соединяют, вставляют в пазы вкладыши из упругого материала, размещение этих частей на эталонном винте осуществляют в сборе, з после снятия частей гайки с эталонного винта вкладыши удаляют.
4
1 I i I I I I
ИедЧМ
Фиг. 5
L-г
д
ft в
Риг. 7
д-д
ft
W
| Способ определения степени ферментации какао-бобов | 1988 |
|
SU1613951A1 |
