Изобретение относится к металлообработке и может быть использовано для зажима некалиброванных заготовок.
Целью изобретения является повышение надежности зажима посредством равномерного распределения усилий зажима.
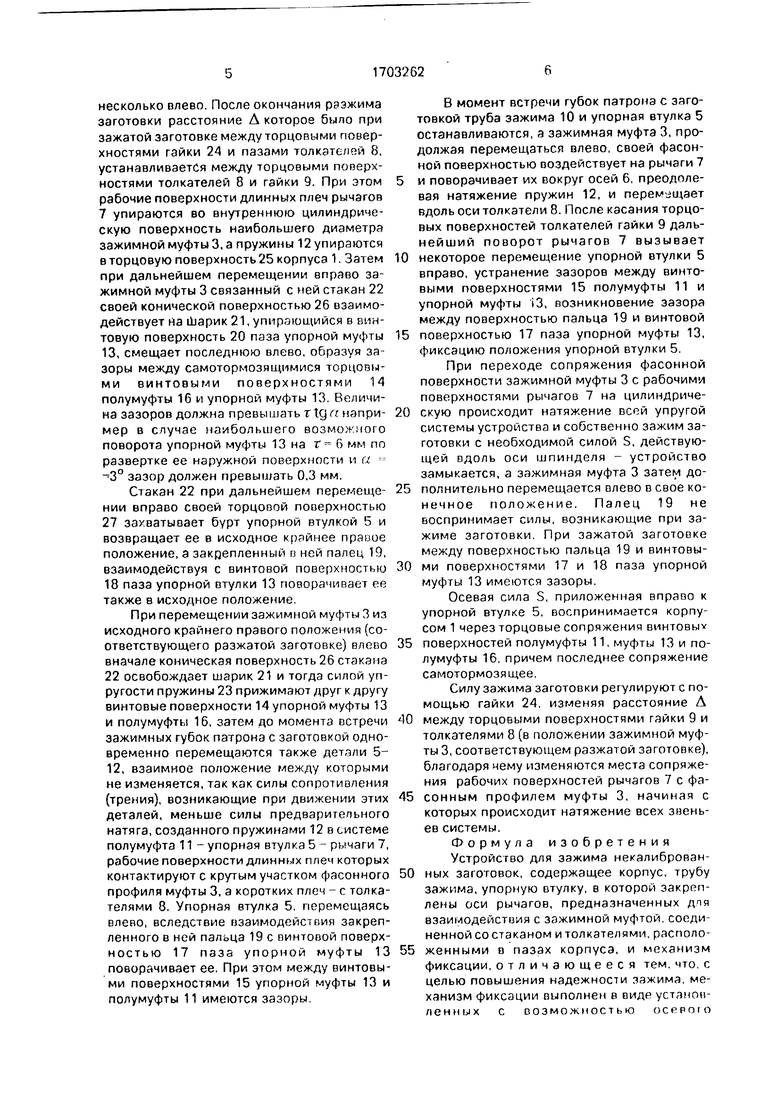
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - упорная муфта развертка (1 /3) по наружному диаметру dM.
Устройство содержит корпус 1, жестко закрепленный на шпинделе 2. На корпусе 1 подвижно смонтирована зажимная муфта 3, снабженная приводом, с которым она связана вилкой 4. Внутренняя фасонная поверхность муфты 3 состоит из двух участков: крутого - для выборки зазоров и полого - для зажима. Длина хода зажимной муфты 3 постоянна, а зажим в зависимости от отклонения размера заготовки происходит на различных участках этого хода.
В упорной втулке 5, подвижной вдоль оси корпуса 1, закреплены оси 6 поворота рычагов 7, плечи которых взаимодействуют с внутренней фасонной поверхностью зажимной муфты 3, з через толкатели 8, гайку 9, трубу зажима 10 - с подвижными элементами зажимного патрона (не показан).
Между торцовыми поверхностями (подвижной) полумуфты 11,связанной с упорной втулкой 5, и толкателей 8 размещены тарельчатые пружины 12 с предварительным натягом, прижимающие толкатели 8 к рабочим поверхностям малых плеч рычагов 7, Упорная муфта 13, свободно сидящая на цилиндрической поверхности корпуса 1, своими торцовыми винтовыми поверхностями 14 и 15 выступов одного направления взаимодействует с винтовыми поверхностями неподвижной полумуфты 16 и подвижной полумуфты 11, а также своими винтовыми поверхностями 17 и 18 паза - с поверхностью пальца 19, закрепленного в упорной втулке 5 (фиг. 3).
Угол а. подъема винтовой поверхности 14 упорной муфты 13 с полумуфтой 16, связанной с корпусом 1, должен быть меньше угла трения, например 3-4°, а угол / подъема вингтовой поверхности 15 сопряжения упорной муфты 13 с полумуфтой 11 для обеспечения надежности работы устройства должен быть принят значительно большим угли трения, например 40-45°.
Угол подъема винтовых поверхностей 17, 18 и 20 пазов упорной муфты 13, взаимодействующих с пальцем 19 и шариком 21, принимают в соответствии с принятыми значениями углов подъема а и /3. Шарик 21, размещенный в отверстии упорной втулки 5, взаимодействует со стаканом 22, закрепленным на зажимной муфте 3, и с упор- ной муфтой 13. Прямая пересечения винтовой поверхности 20 (в которую упирается шарик 21) с плоскостью, перпендикулярной оси шпинделя 2, расположена под углом р к оси отверстия под шарик 21 (фиг.2). Угол р может быть принят, например, равным 30-40°. Тарельчатая пружина
23 прижимает упорную муфту 13 к полумуфте 16. Гайка 24 служит для регулировки силы зажима заготовок.
Зависимость значения угла у подъема винтовых поверхностей пазов упорной муфты 13 от значений углов подъема а и / ее торцовых винтовых поверхностей следующая. Если считать, что h - разность величин перемещений упорной втулки 5 из исходного крайнего правого положения до момента
встречи губок патрона с заготовками, имеющими минимальный и максимальный размеры, тогда при перемещении влево на величину h упорной втулки 5, из-за сопряжения пальца 19 с винтовой поверхностью 17
паза упорной муфты 13 происходит поворот последней на величину т h/tg у по развертке ее наружной поверхности, а вследствие сопряжения упорной муфты 13 с неподвижной полумуфтой 16 (по винтовЫм
поверхностям 14 с углом подъема а) она смещается при этом вправо вдоль оси на величину г tg а.Поворот упорной муфты 13 без учета ее смещения вдоль оси из-за сопряжения по винтовым поверхностям 15 (с
углом подъема /i) с полумуфтой 11 вызывает перемещение последней (вместе с упорной втулкой 5) влево вдоль оси на величину т tg/. Однако учитывая ее смещение вправо, получается выражение для результирующего перемещения влево упорной втулки rtg/3-rtgo: Таким образом должно быть выполнено условие
tgy tgj3-tga
Устройство работает следующим образом.
При перемещении зажимной муфты 3 вправо из положения, соответствующего зажатой заготовке, ее внутренняя фасонная поверхность позволяет толкателям 8 перемещаться вправо под действием силы упругости пружин 12, а рычагам 7 поворачиваться, т.е. происходит разжим заготовки. Вследствие уменьшения натяжения пружин.12 и перехода сопряжения
рабочих поверхностей длинных плеч рычагов 7 с пологого на крутой участок внутренней фасонной поверхности зажимной муфты 3 упорная втулка 5 перемещается
несколько влево. После окончания разжима заготовки расстояние Д которое было при зажатой заготовке между торцовыми поверхностями гайки 24 и пазами толкателей 8, устанавливается между торцовыми поверхностями толкателей 8 и гайки 9. При этом рабочие поверхности длинных плеч рычагов 7 упираются во внутреннюю цилиндрическую поверхность наибольшего диаметра зажимной муфты 3, а пружины 12 упираются в торцовую поверхность 25 корпуса 1. Затем при дальнейшем перемещении вправо зажимной муфты 3 связанный с ней стакан 22 своей конической поверхностью 26 взаимодействует на шарик 21, упирающийся в винтовую поверхность 20 паза упорной муфты 13, смещает последнюю влево, образуя зазоры между самотормозящимися торцовыми винтовыми поверхностями 14 полумуфты 16 и упорной муфты 13. Величина зазоров должна превышать Tlga например в случае наибольшего возможного поворота упорной муфты 13 на т 6 мм по развертке ее наружной поверхности и а -3° зазор должен превышать 0,3 мм.
Стакан 22 при дальнейшем перемещении вправо своей торцовой поверхностью 27 захватывает бурт упорной втулкой 5 и возвращает ее в исходное крайнее правое положение, а закрепленный в ней палец 19, взаимодействуя с винтовой поверхностью 18 паза упорной втулки 13 поворачивает ее также в исходное положение.
При перемещении зажимной муфты 3 из исходного крайнего правого положения (соответствующего разжатой заготовке) влево вначале коническая поверхность 26 стакана 22 освобождает шарик 21 и тогда силой упругости пружины 23 прижимают друг к другу винтовые поверхности 14 упорной муфты 13 и полумуфты 16, затем до момента встречи зажимных губок патрона с заготовкой одновременно перемещаются также детали 5- 12, взаимное положение между которыми не изменяется, так как силы сопротивления (трения), возникающие при движении этих деталей, меньше силы предварительного натяга, созданного пружинами 12 в системе полумуфта 11 - упорная втулка 5 - рычаги 7, рабочие поверхности длинных плеч которых контактируют с крутым участком фасонного профиля муфты 3, а коротких плеч - с толкателями 8. Упорная втулка 5, перемещаясь влево, вследствие взаимодействия закрепленного в ней пальца 19 с винтовой поверхностью 17 паза упорной муфты 13 поворачивает ее. При этом между винтовыми поверхностями 15 упорной муфты 13 и полумуфты 11 имеются зазоры.
В момент встречи губок патрона с заготовкой труба зажима 10 и упорная втулка 5 останавливаются, а зажимная муфта 3, продолжая перемещаться влево, своей фасонной поверхностью воздействует на рычаги 7
и поворачивает их вокруг осей 6, преодолевая натяжение пружин 12, и перемещает вдоль оси толкатели 8. После касания торцовых поверхностей толкателей гайки 9 дальнейший поворот рычагов 7 вызывает
0 некоторое перемещение упорной втулки 5 вправо, устранение зазоров между винтовыми поверхностями 15 полумуфты 11 и упорной муфты 13, возникновение зазора между поверхностью пальца 19 и винтовой
5 поверхностью 17 паза упорной муфты 13, фиксацию положения упорной втулки 5.
При переходе сопряжения фасонной поверхности зажимной муфты 3 с рабочими поверхностями рычагов 7 на цилиндриче0 скую происходит натяжение всей упругой системы устройства и собственно зажим заготовки с необходимой силой S, действующей вдоль оси шпинделя - устройство замыкается, а зажимная муфта 3 затем до5 полнительно перемещается влево в свое конечное положение. Палец 19 не воспринимает силы, возникающие при зажиме заготовки. При зажатой заготовке между поверхностью пальца 19 и винтовы0 ми поверхностями 17 и 18 паза упорной муфты 13 имеются зазоры.
Осевая сила S, приложенная вправо к упорной втулке 5, воспринимается корпусом 1 через торцовые сопряжения винтовь
5 поверхностей полумуфты 11, муфты 13 и полумуфты 16, причем последнее сопряжение самотормозящее.
Силу зажима заготовки регулируют с помощью гайки 24, изменяя расстояние Д
0 между торцовыми поверхностями гайки 9 и толкателями 8 (в положении зажимной муфты 3, соответствующем разжатой заготовке), благодаря чему изменяются места сопряжения рабочих поверхностей рычагов 7 с фа5 сонным профилем муфты 3, начиная с которых происходит натяжение всех звеньев системы.
Формула изобретения Устройство для зажима некалиброван0 ных заготовок, содержащее корпус, трубу зажима, упорную втулку, в которой закреплены оси рычагов, предназначенных для взаимодействия с зажимной муфтой, соединенной со стаканом и толкателями, располо5 женными в пазах корпуса, и механизм фиксации, отличающееся тем. что. с целью повышения надежности зажима, механизм фиксации выполнен в виде устзнон- ленных с возможностью осевою
перемещения двух, подвижной и неподвижной полумуфт с винтовыми торцовыми выступами и расположенной с возможностью поворота между ними упорной муфты с ответными соответствующими торцовыми выступами, на наружной поверхности которой выполнены винтовые пазы, предназначенные для взаимодействия с введенными в устройство пальцем и шариком, расположенными в выполненных в упорной втулке отверстиях, при этом шарик расположен между поверхностью винтового паза упорной муфты и поверхностью стакана, закрепленного на зажимной муфте, причем угол подъема винтовых поверхностей пазов
0
упорной муфты выполнен несэмотормозя- щим и одного направления с ее торцовыми винтовыми поверхностями и выбран из условия
tgy
где a - угол подъема винтовой поверхности торцовых выступов правой полумуфты, выполненный меньше угла трения;
/ - угол подъема винтовой линии поверхности торцовых выступов левой полумуфты, выполненный больше угла трения;
у - угол подъема винтовых поверхностей пазов упорной муфты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима некалиброванных заготовок | 1979 |
|
SU856665A1 |
| Устройство для зажима некалиброванных заготовок | 1981 |
|
SU994123A1 |
| Механизм зажима прутка | 1986 |
|
SU1324768A1 |
| Устройство для зажима некалиброванных заготовок | 1977 |
|
SU691244A1 |
| Устройство для зажима некалиброванного материала | 1978 |
|
SU764851A1 |
| Механизм зажима пруткового материала | 1989 |
|
SU1715503A1 |
| Предохранительная фрикционная муфта | 1989 |
|
SU1762018A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Механизм зажима и подачи прутка | 1987 |
|
SU1472178A1 |

Изобретение относится к металлообработке и может быть использовано для зажима некалиброванных заготовок. Целью изобретения является повышение надежности зажима посредством равномерного распределения усилий зажима. На корпусе 1 установлены зажимная муфта 3 и упорная втулка 5, в которой закреплены оси рычагов 7, взаимодействующих с зажимной муфтой 3 и трубой 10 зажима через толкатели 8 и механизм фиксации, выполненный в виде двух полумуфт - неподвижной 16 и подвиж28 3 ID 27 ной 11, между которыми установлена упорная муфта 13. Все эти элементы выполнены с винтовыми торцовыми выступами, контактирующими между собой, на наружной поверхности упорной муфты 13 выполнены винтовые пазы, контактирующие с поверхностью пальца 19, закрепленного в подвижной вдоль оси упорной втулке 5, а торцовые винтовые поверхности упорной муфты 13 одного направления с углами подъема а и / взаимодействуют с винтовыми поверхностями полумуфт 16 и 11, причем угол а подъема винтовой поверхности сопряжения упорной муфты 13с неподвижной полумуфтой 16, корпусом меньше угла трения, угол подъема у винтовой поверхности пазов упорной муфты 13 принят из зависимости tg у tg а а шарик 21, размещенный в отверстии упорной втулки 5, контактирует упорной муфтой и стаканом 22. При перемещении зажимной муфты 3 рычаги 7 перемещают толкатели 8 и перемещают трубу 10 зажима, происходит закрепление заготовки.3 ил. ел с VJ о CJ ю о ю А Фиг
8
2/
фиг.2
1В
W
Фи аз
| Устройство для зажима некалиброванных заготовок | 1981 |
|
SU994123A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
