Изобретение относится к сварке дета лей из сталей разных структурных классов и может быть использовано при изготовлении изделий ответственного назначения, в частности рабочих колес гидротурбин.
Целью изобретения является повышение качества и работоспособности сварного соединения деталей из разнородных сталей.
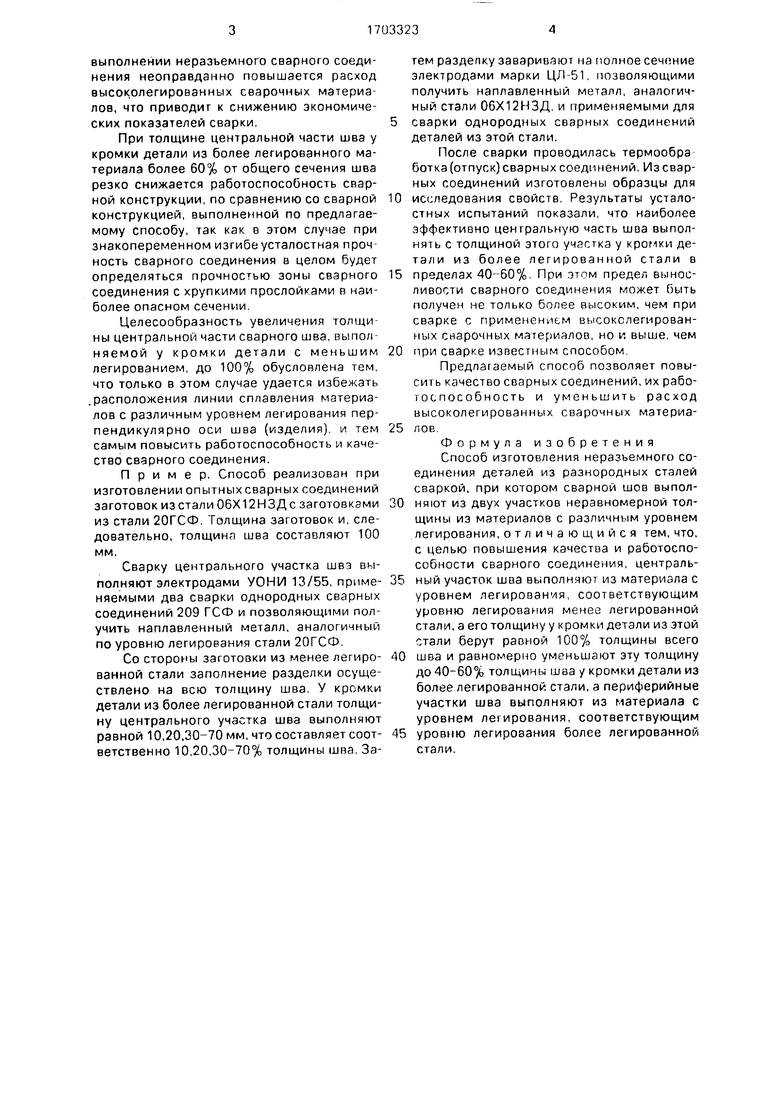
На фиг.1 и 2 предсталены стыковые со единения с односторонней и двусторонней разделкой кромок соответственно: на фиг.З - тавровое соединение.
Способ заключается в том, что выполняют сварку двух деталей из высоколегированной стали 1 и из низколегированной стали 2.
Центральную часть 3 шва выполняют с применением сварочных материалов с низким уровнем легирования, а периферийную часть 4 сварного шва выполняют из более высоколегированного материала. Толщину центральной части сварного шва у кромки детали из менее легированной стали выполняют равной 100% общей толщины шва и постепенно уменьшают до 40-60% общей толщины шва у кромки детали из более легированной стали.
При толщине центральной части шва у кромки детали из более легированного металла менее 40% от общего сечения шва не только снижается работоспособность Сварной конструкции, а, кроме того, при тамэм
VI
О
со со
N3 СО
выполнении неразъемного сварного соединения неоправданно повышается расход высоколегированных сварочных материалов, что приводит к снижению экономических показателей сварки.
При толщине центральной части шва у кромки детали из более легированного материала более 60% от общего сечения шва резко снижается работоспособность сварной конструкции, по сравнению со сварной конструкцией, выполненной по предлагаемому способу, так как в этом случае при знакопеременном изгибе усталостная прочность сварного соединения в целом будет определяться прочностью зоны сварного соединения с хрупкими прослойками в наиболее опасном сечении.
Целесообразность увеличения толщины центральной части сварного шва, выполняемой у кромки детали с меньшим легированием, до 100% обусловлена тем, что только в этом случае удается избежать .расположения линии сплавления материалов с различным уровнем легирования перпендикулярно оси шва (изделия), и тем самым повысить работоспособность и качество сварного соединения.
Пример. Способ реализован при изготовлении опытных сварных соединений заготовок из стали 06Х12НЗД с заготовками из стали 20ГСФ. Толщина заготовок и, следовательно, толщина шва составляют 100 мм,
Сварку центрального участка шва выполняют электродами УОНИ 13/55, применяемыми два сварки однородных сварных соединений 209 ГСФ и позволяющими получить наплавленный металл, аналогичный по уровню легирования стали 20ГСФ.
Со стороны заготовки из менее легированной стали заполнение разделки осуществлено на всю толщину шва. У кромки детали из более легированной стали толщину центрального участка шва выполняют равной 10,20,30-70 мм, что составляет соответственно 10,20,30-70% толщины шва. Затем разделку заваривают на полное сечпние электродами марки ЦЛ-51, позволяющими получить наплавленный металл, аналогичный стали 06Х12НЗД, и применяемыми для
сварки однородных сварных соединений деталей из этой стали.
После сварки проводилась термообра ботка (отпуск) сварных соединений. Из сварных соединений изготовлены образцы для
исследования свойств, Результаты устало- стных испытаний показали, что наиболее эффективно центральную часть шва выполнять с толщиной этого участка у кромки детали из более легированной стали в
пределах 40-60%. При этом предел выносливости сварного соединения может быть получен не только более высоким, чем при сварке с применением высоколегированных сварочных материалов, но и выше, чем
при сварке известным способом.
Предлагаемый способ позволяет повысить качество сварных соединений, их рабо- тоспособность и уменьшить расход высоколегированных сварочных материалов.
Формула изобретения Способ изготовления неразъемного соединения деталей из разнородных сталей сваркой, при котором сварной шов выполняют из двух участков неравномерной толщины из материалов с различным уровнем легирования, отличающийся тем, что, с целью повышения качества и работоспособности сварного соединения, центральный участок шва выполняют из материала с уровнем легирования, соответствующим уровню легирования менее легированной стали, а его толщину у кромки детали из этой стали берут равной 100% толщины всего
шва и равномерно уменьшают эту толщину до 40-60% толщины шва у кромки детали из более легированной, стали, а периферийные участки шва выполняют из материала с уровнем легирования, соответствующим
уровню легирования более легированной стали.
13 2Ц
з ч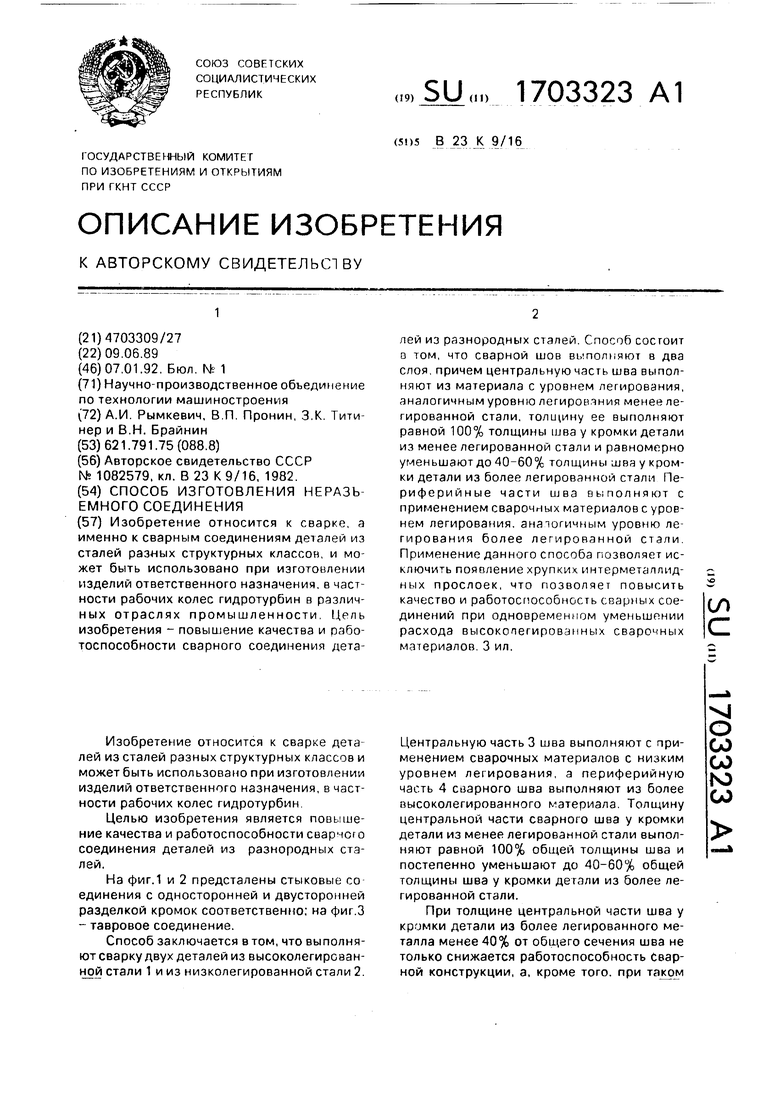
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления неразъемного соединения | 1982 |
|
SU1082579A1 |
| Способ автоматической сваркиРАзНОРОдНыХ СТАлЕй | 1979 |
|
SU829364A1 |
| Составной электрод для дуговой сварки деталей из разнородных сталей | 2023 |
|
RU2814639C1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| СПОСОБ ЛЕГИРОВАНИЯ СВАРНОГО ШВА ПРИ ДУГОВОЙ СВАРКЕ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 2012 |
|
RU2492979C1 |
| Сварочный электрод | 1990 |
|
SU1754381A1 |
| Электрод для дуговой сварки деталей из разнородных сталей | 2023 |
|
RU2811539C1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
Изобретение относится к сварке, а именно к сварным соединениям деталей из сталей разных структурных классов, и может быть использовано при изготовлении изделий ответственного назначения, в частности рабочих колес гидротурбин в различных отраслях промышленности. Цель изобретения - повышение качества и работоспособности сварного соединения деталей из разнородных сталей. Способ состоит о том, что сварной шов выполняют в два слоя, причем центральную часть шва выполняют из материала с уровнем легирования, аналогичным уровню легирования мен ее легированной стали, толщину ее выполняют равной 100% толщины шва у кромки детали из менее легированной стали и равномерно уменьшают до 40-60% толщины шва у кромки детали из более легированной стали Периферийные части шва выполняют с применением сварочных материалов с уровнем легирования, аналогичным уровню легирования более легированной стали. Применение данного способа позволяет исключить появление хрупких интерметаллид- ных прослоек, что позволяет повысить качество и работоспособность сварных соединений при одновременном уменьшении расхода высоколегированных сварочных материалов. 3 ил. ел С
Риг.З
| Способ изготовления неразъемного соединения | 1982 |
|
SU1082579A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
