Изобретение относится к электродуговой сварке неплавящимся электродом в среде защитных газов и может быть использовано в различных отраслях народного хозяйства.
Целью изобретения является повышение качества сварных соединений, выполненных неплавящимся электродом в среде защитных газов на постоянном токе короткой и погруженной дугой.
На чертеже схематично изображено устройство для сварки неплавящимся электродом.
Предлагаемое устройство состоит из пневматического коммутатора 1, пневматического привода 2 и горелки 3, Пневматический коммутатор 1 содержит корпус 4 коммутатора, на вэрхней стенке которого крепятся входной 5 и выходной 6 электро- клэпэны. Поступление сжатого воздуха осуществляется во входное отверстие канала 7 через штуцер 8. Промежуточный канал 9 связывает электроклапаны 5 и 6 с пневмока- мерой 10, входящей в состав пневмоприво- да 2. Регулировочный винт 11 соединен с выходным отверстием канала 12.
Пневматический привод 2 содержит верхнюю 13 и нижнюю 14 крышки пневмоп- ривода. Гибкий элемент выполнен в виде гибкой резиновой мембраны 15 и поджимается в верхнее положение через опорную тарелку 16 штоком 17 с помощью пружины 18. Горелка 3 жестко связана со штоком 17.
Устройство работает следующим образом.
Перед выполнением сварочного цикла открывают входной электроклапан 5, и давление сжатого воздуха в пневмокамере 10 возрастает до значения PL Величина давления Pi в исходном положении регулируется электроклапаном 6, тем самым подвижная часть горелки 3 перемещается в вертикальном направлении в крайнее верхнее или нижнее положение. Подобрав значение Pi, соответствующее среднему положению мембраны, электроклапан 5 закрывают. Системой автоматического регулирования напряжения на дуге задают базовое значение напряжения на дуге lie, соответствующее минимальному вылету электрода и минимальной длине дуги И. Устройство готово к выполнению сварочного цикла.
При сварке ровной поверхности напряжение на дуге не отличается от базового значения Уб, тем самым электроклапаны 5 и 6 закрыты и подвижная часть горелки не перемещается.
При уменьшении длины дуги до 12 И изменяется напряжение на дуге до Ug Us. Система автоматического регулирования напряжения на дуге открывает электроклапан 6 и давление в пневмокамере 10 уменьшается до 2 PL Шток 17 вместе с горелкой 3 под действием пружины 18 перемещается вверх до тех пор, пока длина дуги не увеличится до значения И, а напряжение на дуге до Ue. Электроклапан 6 закрывается.
При увеличении длины дуги до з И и изменении напряжения на дуге Ug Ue система автоматического регулирования напряжения на дуге открывает электроклапан 5 и давление в пневмокамере 10 увеличивается с Рг до Рз. Шток 17 перемещается вниз до тех пор. пока длина дуги не уменьшится до Ь, а напряжение на дуге - до Ue. Клапан 5 закрывается.
При заданном значении Pi, li, Ue регулировочным винтом 11 можно подобрать критическое сечение выходного отверстия канала 12 Зкр, при котором электроклапаны
5 и б поочередно открываются, обеспечивая колебания подвижной части с постоянной частотой малой амплитуды около заданного значения длины дуги h и базового напряжения Уб.
Предлагаемая конструкция позволяет с высокой точностью поддерживать требуемую длину дуги в процессе наложения сварного шва, а также колебание электрода на минимальной высоте от поверхности сварочной ванны с постоянной частотой малой амплитуды. Тем самым обеспечивается сварка неплавящимся электродом на постоянном токе с высокой степенью качества сварного соединения.
Формула изобретения
1. Устройство для сварки неплавящимся электродом, содержащее сварочную горелку с пневмоприводом, выполненным в виде камеры из двух полостей, разделенных мембраной, одна из полостей соединена через штуцер с входом воздушной магистрали, а мембрана со стороны другой полости подпружинена, отличающееся тем, что, с целью повышения качества сварных соединений путем стабилизации длины дуги при сварке короткой и погруженной дугой, оно снабжено пневматическим коммутатором, установленным на камере пневмопривода со стороны, противоположной горелке, и
выполненным в виде корпуса, на котором смонтированы входной и выходной электроклапаны, при этом в корпусе выполнены каналы для входа и выхода сжатого воздуха, соединенные с электроклапанами, и промежуточные каналы, соединяющие электроклапаны с полостью пневмопривода.
2. Устройство по п.1, о т л и ч а ю ще е- с я тем, что, с целью обеспечения вибрации электрода при минимальной длине дуги, в выходном отверстии пневматического коммутатора установлен регулировочный винт переменного сечения.
4 5
f
-ZHir /. .....J
-- ----- -I И I -- -- ------,
11
и
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНОМ ГАЗЕ (ВАРИАНТЫ) | 1998 |
|
RU2176946C2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2007 |
|
RU2344908C2 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Горелка для дуговой обработки | 1979 |
|
SU846166A1 |
| Устройство для аргонодуговой точечной сварки неплавящимся электродом | 1979 |
|
SU1000195A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Устройство для плазменно-дуговой сварки | 1980 |
|
SU927434A1 |
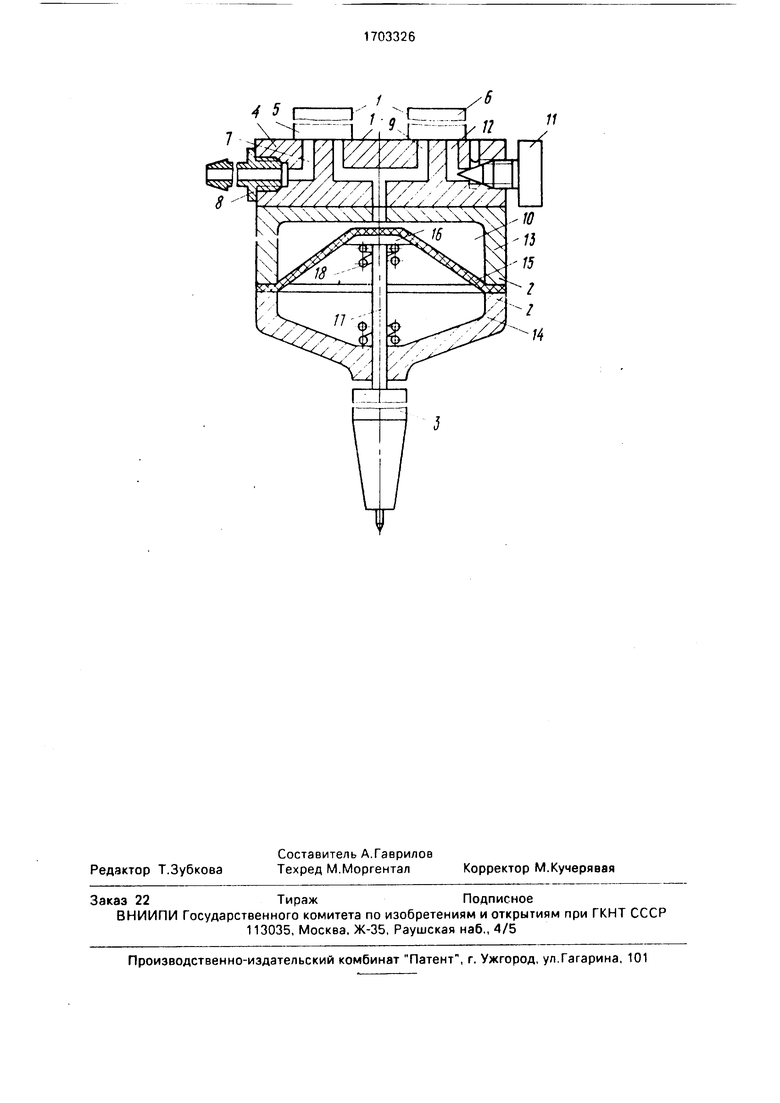
Изобретение относится к дуговой csap- ке неплавящимся электродом и может быть использовано в различных отраслях народного хозяйства. Цель изобретения - повышение качества сварных соединений путем стабилизации длины дуги при сварке короткой и погруженной дугой, а также обеспечение вибрации электрода при минимальной длине дуги. Устройство содержит сварочную горелку 3 с пневмоприводом 2, который выполнен в виде камеры, состоящий из двух полостей, разделенных мембраной 15. Одна полость соединена с воздушной магистралью, а мембрана 15 со стороны другой полости подпружинена, Устройство снабжено пневматическим коммутатором 1, установленным на камере пневмопровода 2 со стороны, противоположной горелке 3. Пневматический коммутатор 1 выполнен в виде корпуса 4, в котором смонтированы входной 5 и выходной 6 электроклапаны. В корпусе таже выполнены канал 7 вхсда и канат 12 выхода воздуха. Имеются также промежуточные каналы 9, соединяющие электроклапаны с полостью камеры пневмспривода. В выходном канале 12 установлен регулировочный винт 11, имеющий переменное сечение. Использование устройства обеспечивает получение сварных соединений высокого качества, позволяет избежать коротких замыканий при использовании короткой и погруженной дуги. 1 з.п.ф-лы, 1 ил.
| Горелка для дуговой обработки | 1979 |
|
SU846166A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
