VI
О GO СО 00 О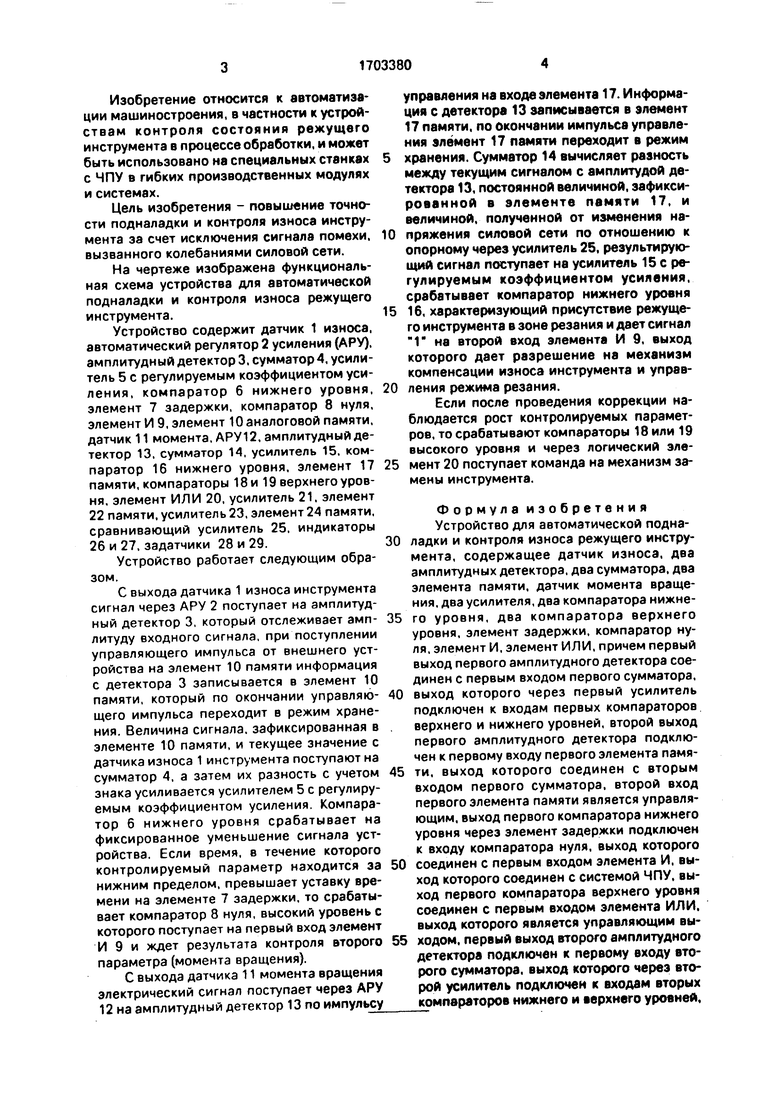
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА ЗАТУПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2025253C1 |
| Устройство для автоматической подналадки и контроля износа режущего инструмента | 1987 |
|
SU1414566A1 |
| Устройство для автоматического контроля и управления процессом резания на станках с ЧПУ | 1984 |
|
SU1231485A1 |
| Система прогнозирования состояния режущих инструментов | 1984 |
|
SU1734958A1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ СОСТОЯНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА НА СТАНКЕ С ЧПУ | 1991 |
|
RU2030981C1 |
| Устройство для позиционирования и контроля размерного износа режущего инструмента в станках с ЧПУ | 1982 |
|
SU1055627A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для контроля работоспособности станка | 1990 |
|
SU1776491A1 |
| КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЙ КОМПЛЕКС ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2169641C2 |
| Устройство для контроля состояния режущего инструмента | 1985 |
|
SU1320709A1 |
изобретение относится к автоматизации машиностроения, в частности к устрой ствам контроля состояния режущего инструмента в процессе обработки, и может быть использовано на специальных станках с ЧПУ в гибких производственных модулях и системах. Цель изобретения - повышение точности подналадки и контроля износа инструмента за счет исключения сигнала помехи, вызванного колебаниями силовой сети. Для этого в устройство дополнительно введены автоматические регуляторы усиления 2 и 12, элементы памяти 22 и 24, три сравнивающих усилителя 21-25, индикаторы 26 и 27, задатчики 28 и 29. Сравнивающий усилитель 25 измеряет напряжение силовой цепи, сравнивает его с опорным стабилизированным и результат выдает на сумматор 14. 1 ил. Ё
UfcmaSi
Изобретение относится к автоматизации машиностроения, а частности к устройствам контроля состояния режущего инструмента в процессе обработки, и может быть использовано на специальных станках с ЧПУ в гибких производственных модулях и системах.
Цель изобретения - повышение точности подналадки и контроля износа инструмента за счет исключения сигнала помехи, вызванного колебаниями силовой сети.
На чертеже изображена функциональная схема устройства для автоматической подналадки и контроля износа режущего инструмента.
Устройство содержит датчик 1 износа, автоматический регулятор 2 усиления (АРУ), амплитудный детектор 3, сумматор 4, усилитель 5 с регулируемым коэффициентом усиления, компаратор 6 нижнего уровня, элемент 7 задержки, компаратор 8 нуля, элемент И 9, элемент 10 аналоговой памяти, датчик 11 момента, АРУ12, амплитудный детектор 13, сумматор 14, усилитель 15, компаратор 16 нижнего уровня, элемент 17 памяти, компараторы 18 и 19 верхнего уровня, элемент ИЛИ 20, усилитель 21. элемент 22 памяти, усилитель 23, элемент 24 памяти, сравнивающий усилитель 25, индикаторы 26 и 27,задатчики 28 и 29.
Устройство работает следующим образом.
С выхода датчика 1 износа инструмента сигнал через АРУ 2 поступает на амплитудный детектор 3, который отслеживает амплитуду входного сигнала, при поступлении управляющего импульса от внешнего устройства на элемент 10 памяти информация с детектора 3 записывается в элемент 10 памяти, который по окончании управляющего импульса переходит в режим хранения. Величина сигнала, зафиксированная в элементе 10 памяти, и текущее значение с датчика износа 1 инструмента поступают на сумматор 4, а затем их разность с учетом знака усиливается усилителем 5 с регулируемым коэффициентом усиления. Компаратор 6 нижнего уровня срабатывает на фиксированное уменьшение сигнала устройства. Если время, в течение которого контролируемый параметр находится за нижним пределом, превышает уставку времени на элементе 7 задержки, то срабатывает компаратор 8 нуля, высокий уровень с которого поступает на первый вход элемент И 9 и ждет результата контроля второго параметра (момента вращения).
С выхода датчика 11 момента вращения электрический сигнал поступает через АРУ 12 на амплитудный детектор 13 по импульсу
управления на входе элемента 17. Информация с детектора 13 записывается в элемент 17 памяти, по окончании импульса управления элемент 17 памяти переходит в режим
хранения. Сумматор 14 вычисляет разность между текущим сигналом с амплитудой детектора 13, постоянной величиной, зафикси- рованной в элементе памяти 17, и величиной, полученной от изменения напряжения силовой сети по отношению к опорному через усилитель 25, результирующий сигнал поступает на усилитель 15 с регулируемым коэффициентом усиления, срабатывает компаратор нижнего уровня
16, характеризующий присутствие режущего инструмента в зоне резания и дает сигнал 1 на второй вход элемента И 9, выход которого дает разрешение на механизм компенсации износа инструмента и управления режима резания.
Если после проведения коррекции наблюдается рост контролируемых параметров, то срабатывают компараторы 18 или 19 высокого уровня и через логический элемент 20 поступает команда на механизм замены инструмента.
Формула изобретения Устройство для автоматической подналадки и контроля износа режущего инструмента, содержащее датчик износа, два амплитудных детектора, два сумматора, два элемента памяти, датчик момента вращения, два усилителя, два компаратора нижнего уровня, два компаратора верхнего уровня, элемент задержки, компаратор нуля, элемент И, элемент ИЛИ, причем первый выход первого амплитудного детектора соединен с первым входом первого сумматора,
выход которого через первый усилитель подключен к входам первых компараторов верхнего и нижнего уровней, второй выход первого амплитудного детектора подключен к первому входу первого элемента памяти, выход которого соединен с вторым входом первого сумматора, второй вход первого элемента памяти является управляющим, выход первого компаратора нижнего уровня через элемент задержки подключен к входу компаратора нуля, выход которого
соединен с первым входом элемента И, выход которого соединен с системой ЧПУ, выход первого компаратора верхнего уровня соединен с первым входом элемента ИЛИ. выход которого является управляющим выходом, первый выход второго амплитудного детектора подключен к первому входу второго сумматора, выход которого через второй усилитель подключен к входам вторых компараторов нижнего и верхнего уровней,
второй выход второго амплитудного детектора, подключен к первому входу второго элемента памяти, выход которого соединен с вторым входом второго сумматора, второй вход второго элемента памяти является управляющим, выход второго компаратора нижнего уровня подключен к второму входу элемента И, выход второго компаратора верхнего уровня подключен к второму входу элемента ИЛИ, отличающееся тем, что, с целью повышения точности под наладки и контроля износа инструмента, оно снабжено двумя элементами АРУ, третьим и четвертым элементами памяти, тремя сравнивающими усилителями, двумя задат- чиками, двумя индикаторами, причем вход первого элемента АРУ подключен к датчику износа, второй вход первого элемента АРУ соединен с выходом третьего элемента памяти, первый вход которого подключен к выходу первого сравнивающего усилителя, выход первого элемента АРУ соединен с входом первого амплитудного детектора, первый вход первого сравнивающего усилителя соединен с выходом первого усилителя
0
5
0
5
и подключен к первому индикатору, второй вход первого сравнивающего усилителя подключен к первому задатчику, первый вход второго элемента АРУ подключен к датчику момента вращения, второй вход второго элемента АРУ соединен с выходом четвертого элемента памяти, первый вход которого подключен к выходу второго сравнивающего усилителя, вторые входы третьего и четвертого элементов памяти являются управляющими, выход второго элемента АРУ соединен с входом второго амплитудного детектора, первый вход второго сравнивающего усилителя соединен с выходом второго усилителя и подключен к второму индикатору, второй вход второго сравнивающего усилителя подключен к второму задатчику. выход третьего сравнивающего усилителя подключен к третьему входу второго сумматора, первый вход третьего сравнивающего усилителя соединен с силовой цепью питания рабочего привода, а второй вход третьего сравнивающего усилителя подключен к цепи стабилизированного опорного напряжения.
| Устройство для автоматической подналадки и контроля износа режущего инструмента | 1987 |
|
SU1414566A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
