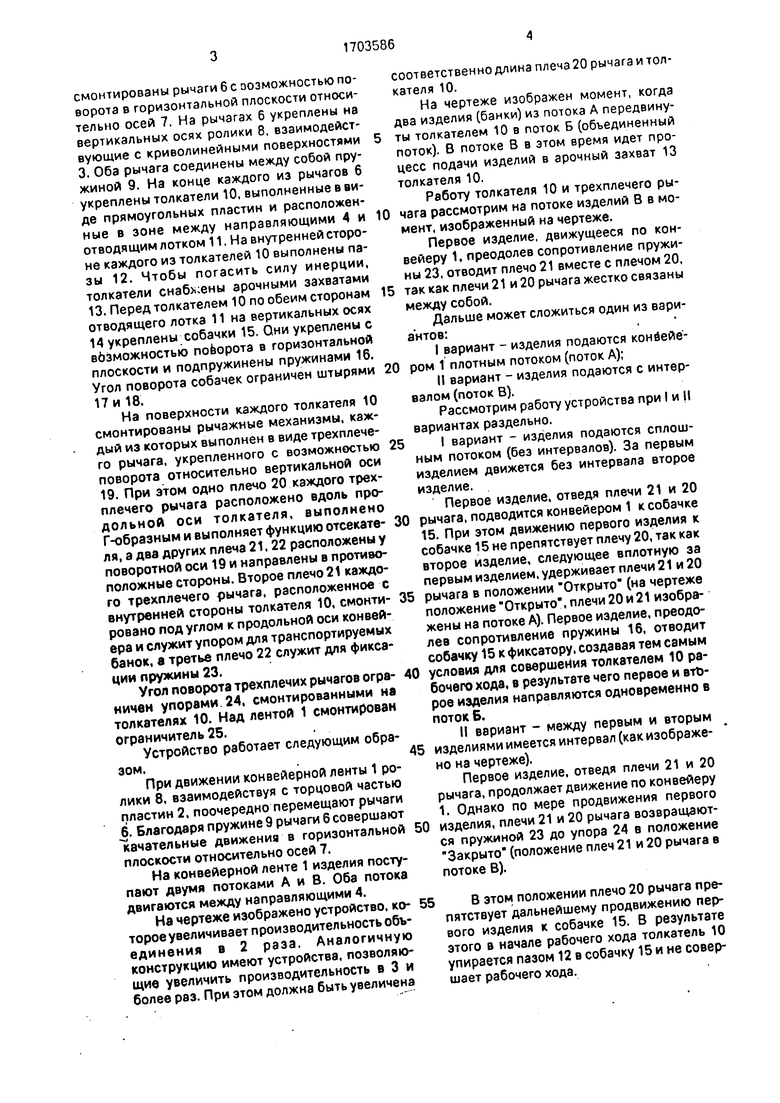
смонтированы рычаги 6 с возможностью поворота в горизонтальной плоскости относительно осей 7. На рычагах 6 укреплены на вертикальных осях ролики 8, взаимодействующие с криволинейными поверхностями 3. Оба рычага соединены между собой пружиной 9. На конце каждого из рычагов 6 укреплены толкатели 10, выполненные в виде прямоугольных пластин и расположенные в зоне между направляющими 4 и отводящим лотком 11. На внутренней стороне каждого из толкателей 10 выполнены пазы 12. Чтобы погасить силу инерции, толкатели снабжены арочными захватами 13. Перед толкателем 10 по обеим сторонам отводящего лотка 11 на вертикальных осях 14 укреплены собачки 15. Они укреплены с возможностью поворота в горизонтальной плоскости и подпружинены пружинами 16. Угол поворота собачек ограничен штырями 17 и 18.
На поверхности каждого толкателя 10 смонтированы рычажные механизмы, каждый из которых выполнен в виде трехплече- го рычага, укрепленного с возможностью поворота относительно вертикальной оси 19. При этом одно плечо 20 каждого трех- плечего рычага расположено вдоль продольной оси толкателя, выполнено Г-образным и выполняет функцию отсекате- ля, а два других плеча 21,22 расположены у поворотной оси 19 и направлены в противоположные стороны. Второе плечо 21 каждого трехплечего рычага, расположенное с внутренней стороны толкателя 10, смонти- ровано под углом к продольной оси конвейера и служит упором для транспортируемых банок, а третье плечо 22 служит для фиксации пружины 23.
Угол поворота трехллечих рычагов огра- ничей упорами 24, смонтированными на толкателях 10. Над лентой 1 смонтирован ограничитель 25.
Устройство работает следующим образом..
При движении конвейерной ленты 1 ролики 8, взаимодействуя с торцовой частью пластин 2, поочередно перемещают рычаги 6. Благодаря пружине 9 рычаги б совершают качательные движения в горизонтальной плоскости относительно осей 7.
На конвейерной ленте 1 изделия поступают двумя потоками А и В. Оба потока двигаются между направляющими 4.
На чертеже изображено устройство, ко- торое увеличивает производительность объ- единения в 2 раза. Аналогичную конструкцию имеют устройства, позволяющие увеличить производительность в 3 и более раз. При этом должна быть увеличена
соответственно длина плеча 20 рычага и толкателя 10.
На чертеже изображен момент, когда два изделия (банки) из потока А передвинуты толкателем 10 в поток Б (объединенный поток), В потоке В в этом время идет процесс подачи изделий в арочный захват 13 толкателя 10.
Работу толкателя 10 и трехплечего рычага рассмотрим на потоке изделий В в момент, изображенный на чертеже.
Первое изделие, движущееся по конвейеру 1. преодолев сопротивление пружины 23, отводит плечо 21 вместе с плечом 20, так как плечи 21 и 20 рычага жестко связаны между собой.
Дальше может сложиться один из вариантов:
I вариант - изделия подаются конвейером 1 плотным потоком (поток А);
II вариант - изделия подаются с интервалом (поток В).
Рассмотрим работу устройства при I и II вариантах раздельно.
I вариант - изделия подаются сплошным потоком (без интервалов). За первым изделием движется без интервала второе изделие.
Первое изделие, отведя плечи 21 и 20 рычага, подводится конвейером 1 к собачке 15. При этом движению первого изделия к собачке 15 не препятствует плечу 20, так как второе изделие, следующее вплотную за первым изделием, удерживает плечи 21 и 20 рычага в положении Открыто (на чертеже положение Открыто ,плечи20и21 изображены на потоке А). Первое изделие, преодолев сопротивление пружины 16, отводит собачку 15 к фиксатору, создавая тем самым условия для совершения толкателем 10 рабочего хода, в результате чего первое и второе изделия направляются одновременно в поток Б.
II вариант - между первым и вторым изделиями имеется интервал (как изображено на чертеже).
Первое изделие, отведя плечи 21 и 20 рычага, продолжает движение по конвейеру 1. Однако по мере продвижения первого изделия, плечи 21 и 20 рычага возвращаются пружиной 23 до упора 24 в положение Закрыто (положение плеч 21 и 20 рычага в потоке В).
В этом положении плечо 20 рычага препятствует дальнейшему продвижению первого изделия к собачке 15. В результате этого в начале рабочего хода толкатель 10 упирается пазом 12 в собачку 15 и не совершает рабочего хода.
Таким образом, если второе изделие в момент рабочего хода толкателя 10 не подведено конвейером 1 в заданную точку, пе- реталкивания первого и второго изделий в, поток Б не происходит, рабочий ход толкателя 10 пропускается, и толкатель 10 остается в исходном положении.
В дальнейшем второе изделие, перемещаемое конвейером 1, подводится к плечу 21 рычага, преодолевает сопротивление пружины 16 и отводит плечи 21 и 20 рычага в положение Открыто. В результате этого первое изделие подводится к собачке 15, отводит ее до фиксатора, создавая тем самым возможность совершения толкателем 10 очередного рабочего хода.
При изменении размеров изделий (банок) длины плеч 20 и 21 рычагов и толкателей 10 соответственно изменяются одним из известных способом. Координаты оси 19 изменяются таким же образом.
Для исключения возможности препятствия перемещению первому и второму изделиям поводками 5 (поток Б) плечи 20 и 21 рычага стопорятся неподвижными ограничителями 25.
Формула изобретения Устройство для объединения двух потоков изделий в один по авт.св. Nk 1366460, отличающееся тем, что, с целью
повышения производительности устройства, оно снабжено укрепленным на каждом толкателе посредством вертикальной оси подпружиненным рычажным механизмом, выпо/шенным в виде трехплечего рычага,
одно плечо которого расположено вдоль направляющих и выполнено Г-образным, а два других смонтированы в зоне вертикальной оси и направлены в противоположные от нее стороны, причем плечо, размещенное с
внутренней стороны, расположено под углом к продольной оси конвейерной ленты.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объединения двух потоков изделий в один | 1986 |
|
SU1366460A1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА ИЗДЕЛИЙ С КОНВЕЙЕРА И ИХ УКЛАДКИ В ТАРУ | 2014 |
|
RU2549319C1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Устройство для завертывания прямоугольных предметов | 1981 |
|
SU977287A1 |
| Устройство для ориентирования рыбы на линию отрезания головы | 1986 |
|
SU1377003A1 |
| Устройство для сортировки бревен по диаметру | 1960 |
|
SU133808A1 |
| АВТОМАТИЧЕСКИЙ КРУГЛО-ТКАЦКИЙ СТАНОК | 1946 |
|
SU71477A1 |
| Экстрактор | 1987 |
|
SU1491540A1 |
| Цепной конвейер | 1982 |
|
SU1016238A1 |
| Устройство для упаковывания в пленку штучных предметов с острой кромкой | 1986 |
|
SU1375508A1 |
Изобретение относится к манипулированию изделиями и позволяет повысить произв-сть устройства. Устройство содержит конвейерную ленту (Л) 1 с расположенными над ее поверхностью направляющими (Н) 4, пару качающихся б горизонтальной плоскости подпружиненных рычагов (Р) 6 с роликами 8 и отводящий лоток 11, размещенный на Н 4 над Л 1. Между Н 4 и лотком 11 расположены, жестко смонтированные на Р 6 толкатели 10, имеющие пазы 12 на внутренней поверхности. Перед входной частью Изобретение относится к устройствам для манипулирования изделиями, конструктивно сопряженными с конвейерами, а именно к устройствам для соединения двух потоков изделий, например, консервных банок в один. Целью изобретения является повышение производительности устройства. На чертеже изображено предлагаемое устройство.вид сверху. лотка 11 установлены поворотно от изделий с возможностью взаимодействия с па зами 12 подпружиненные собачки 15. При этом Л 1 выполнена с симметричными криволинейными боковыми поверхностями 3, с которыми взаимодействуют ролики 8, расположенные на вертикальных осях. На каждом толкателе 10 на вертикальной оси 19 укреплен подпружиненный рычажный механизм в виде трехплечего Р. Одно его плечо(П)20 расположено вдоль Н 4 и выполнено Т-образным, а два других П 21, 22 расположены в зоне оси 19 и направлены в противоположные стороны. При этом П 21 размещено с внутренней стороны и направлено под углом к продольной оси Л 1. Изделия подаются в два потока между Н 4. причем средний поток свободен. Первые два изделия, подаваемые одним из потоков, воздействуют на собачку 15, отводя ее из паза 12, и толкатель 10 от взаимодействия ролика 8 с поверхностью 3 передает изделие на средний поток. Изделия, подаваемые между другими Н 4. воздействуют на П 21 и проходят до собачки 15, и второй толкатель 10 передает их на средний поток. 1 ил. Устройство содержит конвейерную ленту 1, набранную из пластин 2, торцы которых образуют симметричные криволинейные поверхности 3, расположенные над рабочей поверхностью ленты 1 продольные направляющие 4, с помощью которых поверхность конвейера 1 делится на три зоны А, Б и В. В средней части конвейерной ленты 1 с определенным шагом укреплены поводки 5. По обеим сторонам конвейерной ленты 1 у Ё 3 со ел 00 о ю
25
| Устройство для объединения двух потоков изделий в один | 1986 |
|
SU1366460A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
