Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей проката в валках профилегибочных станов и предназначено для использования преимущественно в черной металлургии, а также в строительстве, тракторном, сельскохозяйственном машиностроении и судостроении.
Известен способ изготовления коробча- тых профилей, в соответствии с которым в первых переходах производят подгибку боковых стенок в направлении, противоположном заданному, путем смещения места изгиба будущей стенки профиля вверх относительно уровня профилирования и одновременно подгибают полки относительно боковых стенок и отбортовки относительно полок на заданные углы, оставляя при этом места изгиба между полками и боковыми стенками на уровне профилирования, затем
стенку профиля возвращают на уровень профилирования и в последующих переходах осуществляют окончательную подгибку до требуемой формы профиля.
Основным недостатком этого способа является неудовлетворительное качество поверхности на стенке профиля вследствие многократной знакопеременной деформации и значительного перепада окружных скоростей в результате разных величин катающих диаметров и принятого режима формовки.
Известен также способ производства гнутых профилей, в соответствии с которым сначала подгибают полки и отбортоаки как одно целое в виде прямолинейных участков до достижения расстояния между кромками, равного заданному на готовом профиле, после чего производят раздельную подгибку отбортовок и полок путем их осадки, перемещая кромки профиля по прямым при сохранении постоянного расстояния между ними
Недостатком этого способа является неудовлетворительное качество поверхно- сти (задиры, царапины) на кромках профиля.
Наиболее близким к предлагаемому является способ изготовления полузамкнутых гнутых профилей, в соответствии с которым на первых переходах подгибают полки до вертикального положения, отформовывают У-образные отгибы у кромок, а затем обжимают полки по наружной поверхности до соприкосновения со стенкой с образовани- ем элементов двойной толщины, при этом сопряженные с ними стенки подгибают до вертикального положения, а в последующих переходах стенку и сдвоенные полки последовательно подгибают вниз и вверх от уров- ня формовки при сохранении положения вертикальных стенок неизменным
Однако известный способ характеризуется неудовлетворительным качеством поверхности (нарушение сплошности покрытия) профиля
Указанные недостатки обусловлены тем, что при изготовлении профиля участвует значительное число (до 16 пар) горизонтальных и вертикальных валков, в связи с чем резко повышается вероятность повреждения покрытия, поскольку соприкосновение движущейся заготовки с валками всякий раз сопряжено с ударом ее о валки и нарушением целостности покрытия.
Цель изобретения - повышение качества профилей путем исключения нарушения сплошности покрытия, сокращение количества технологических переходов
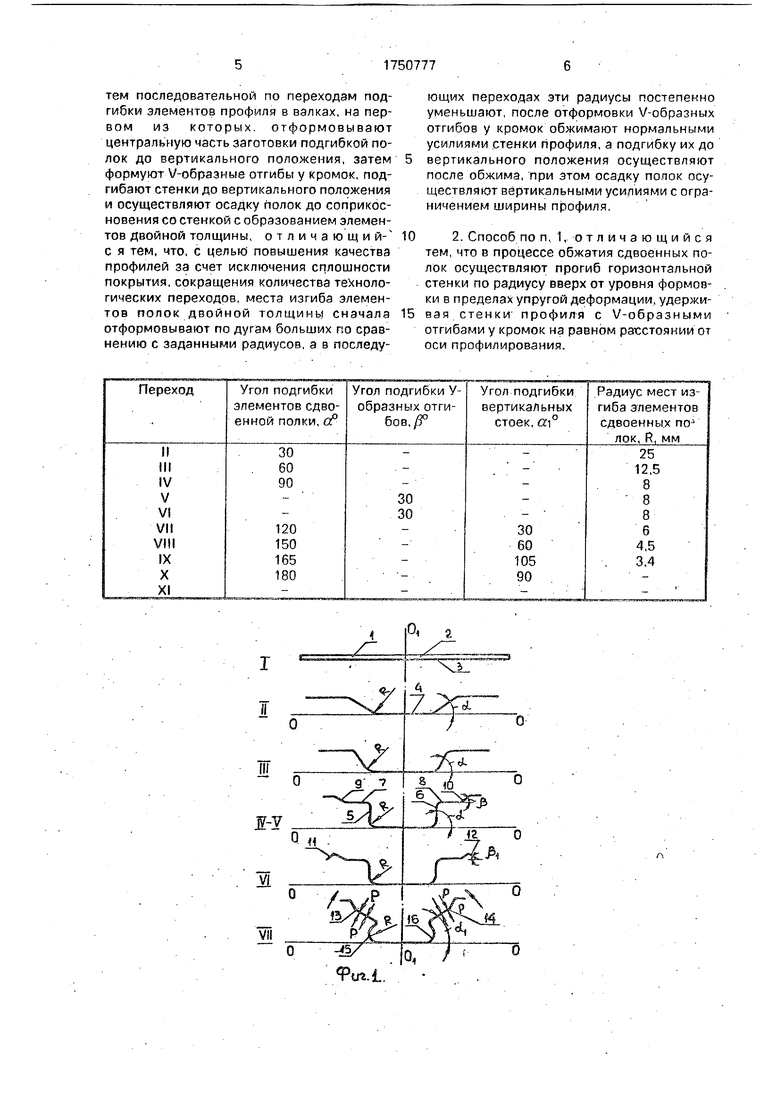
На фиг 1 и 2 приведена схема техноло- гических переходов формообразования гнутого полузамкнутого профиля согласно предлагаемому способу.
В соответствии с предлагаемым способом на первых переходах из полосовой за- готовки 1, состоящей из металла 2 и покрытия 3 (фиг. 1), в валках профилегибоч- ного стана отформовывают центральную часть 4 заготовки. Места изгибов элементов сдвоенных полок 5 и б сначала отформовы- вают по дугам больших радиусов (R), а в последующих переходах эти радиусы постепенно уменьшают (см. табл 1) и подгибают элементы сдвоенных полок 5 и 6 до вертикального положения В переходах IV-VI на полках 7 и 8 отформовывают Y-образные отгибы у кромок (9 и 10, 11 и 12), а затем а переходах VII-VIII осуществляют обжатие, нормальными усилиями Р стенки 13 и 14 профиля с последующей подгибкой их до
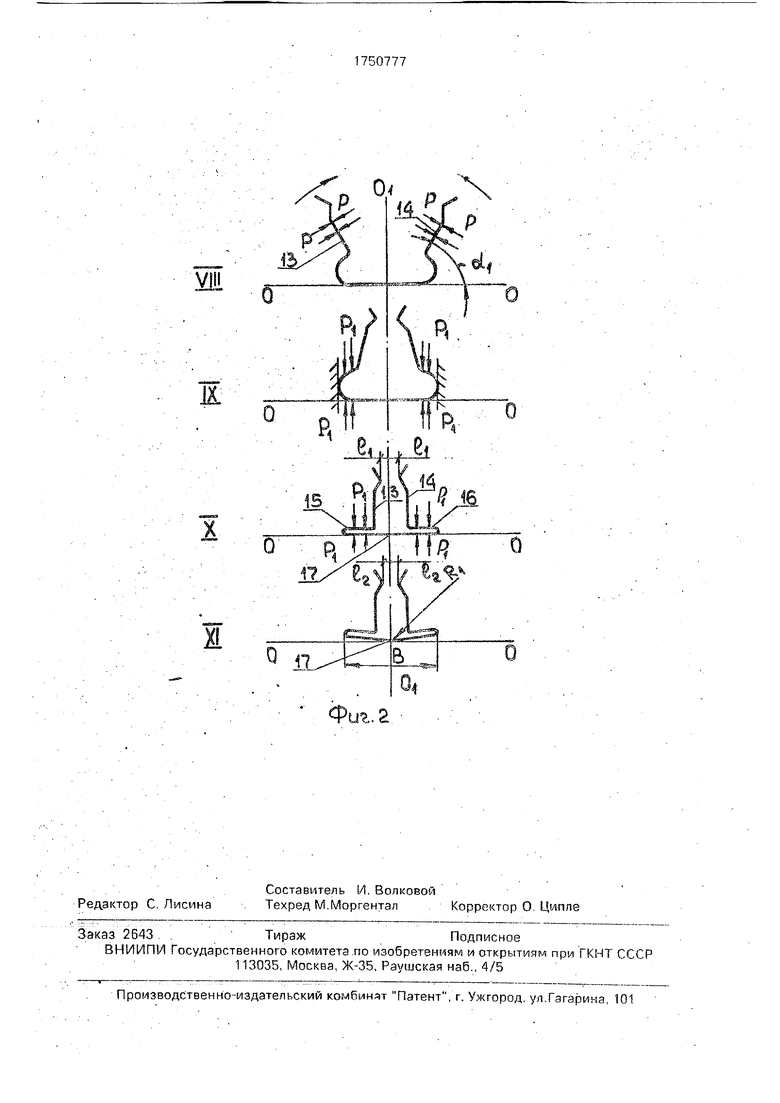
вертикального положения, при этом осадку полок 15 и 16 осуществляют вертикальными усилиями PI с ограничением ширины профиля до образования элементов двойной толщины 15 и 16. В процессе обжатия сдвоенных полок 15 и 16 осуществляют прогиб горизонтальной стенки 17 по радиусу RI вверх от уровня формовки 0-0 в пределах упругой деформации, удерживая стенки профиля 13 и 14 с Y-образными отгибами у кромок на равном расстоянии 2 от оси профилирования 01-01
Конкретный режим формообразования профиля приведен в таблице.
Величину радиуса, по которому осуществляют прогиб горизонтальной стенки вверх от уровня формовки 0-0, определяют эмпирическим путем Так, например, для профиля из металлопласта ПИ-23 с шириной стенки 34 мм и высотой профиля 22 мм радиус составил 96 мм; расстояние г от внутренних точек V-образных отгибов у кромок до оси профилирования Oi-0i составил 2,3 мм,
Как показали данные опытной проверки, полузамкнутые гнутые профили, изготовленные согласно предлагаемому способу,tхарактеризуются стабильностью геометрических размеров, хорошим качеством поверхности покрытия: нет нарушения целостности покрытия, а также отслоений от металла на плоских участках, в местах и на V-образных отгибах у кромок Сокращено количество технологических переходов за счет изготовления профиля только в горизонтальных валках и в значительно меньшем числе рабочих клетей, Если при традиционной схеме изготовления профиля применяют до 16 пар горизонтальных и вертикальных валков, то при использовании данного способа общее количество участвующих в производстве профиля валков уменьшается на 35%.
Предлагаемый способ характеризуется следующими преимуществами: повышается качество гнутых профилей а результате исключения нарушения сплошности покрытия; значительно сокращено количество технологических переходов (было 16, стало 11), что позволило уменьшить вес валкового ин струмента на 14%; имеется возможность расширять сортамент гнутых полузамкнутых профилей с покрытием.
Формула изобретения
1. Способ изготовления полузамкнутых профилей преимущественно с покрытием, содержащих горизонтальную стенку, сдвоенные полки в виде элементов двойной толщины, вертикальные стенки, сопряженные с папками, и V-образные отгибы у кромок, путем последовательной по переходам подгибки элементов профиля в валках, на первом из которых отформовывают центральную часть заготовки подгибкой полок до вертикального положения, затем формуют V-образные отгибы у кромок, подгибают стенки до вертикального положения и осуществляют осадку полок до соприкосновения со стенкой с образованием элементов двойной толщины, отличающий-4 с я тем, что, с целью повышения качества профилей за счет исключения сплошности покрытия, сокращения количества технологических переходов, места изгиба элементов полок двойной толщины сначала отформовывают по дугам больших по сравнению с заданными радиусов, а в последу0
ющих переходах эти радиусы постепенно уменьшают, после отформовки V-образных отгибов у кромок обжимают нормальными усилиями стенки профиля, а подгибку их до вертикального положения осуществляют после обжима, при этом осадку попок осуществляют вертикальными усилиями с ограничением ширины профиля.
2. Способ поп, 1, отличающийся тем, что в процессе обжатия сдвоенных полок осуществляют прогиб горизонтальной стенки по радиусу вверх от уровня формовки в пределах упругой деформации, удержи- вая стенки профиля с V-обрззными отгибами у кромок на равном расстоянии от оси профилирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полузамкнутых гнутых профилей | 1987 |
|
SU1489883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| Способ изготовления гнутых полузамкнутых профилей | 1984 |
|
SU1205965A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления гнутых тонкостенных профилей | 1989 |
|
SU1696042A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| Способ изготовления коробчатых профилей | 1980 |
|
SU910280A1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ПРОФИЛЯ | 2001 |
|
RU2201829C2 |
Использование: производство гнутых профилей проката с покрытием в валках профилегибочных станов Сущность изобретения: на первых переходах из полосовой заготовки отформовывают стенку профиля; места изгибов элементов сдвоенных полок сначала формуют по дугам больших радиусов, которые в последующих переходах уменьшают, и подгибают элементы сдвоенных полок до вертикального положения. Затем на полках отформовывают V-обрззные отгибы у кромок и осуществляют обжатие нормальными усилиями стенок профиля с последующей их догибкой до вертикального положения. В последующих переходах осуществляют осадку элементов сдвоенных полок вертикальными усилиями в калибре ограниченной ширины до соприкосновения со стенкой. В процессе обжатия сдвоенных полок осуществляют прогиб горизонтальной стенки по радиусу вверх от уровня формовки в пределах упругой деформации. 1 з.п. ф-лы, 2 ил. 1 табл. сл с
VII
О
Ж
1
| Способ изготовления полузамкнутых гнутых профилей | 1987 |
|
SU1489883A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
