Изобретение относится к черной металлургии и может быть использовано для отливки стальных слитков, особенно специальных сталей.
Цель изобретения - уменьшение образования термических трещин при последующих обжатиях слитков и повышение стойкости изложниц.
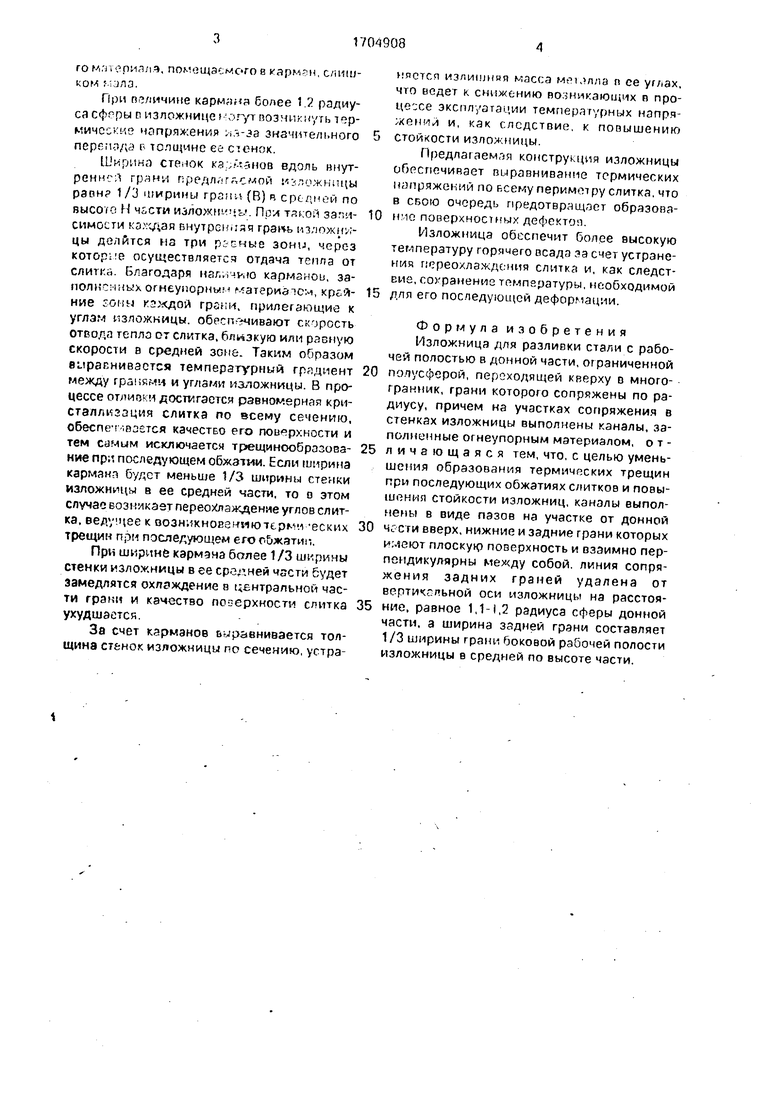
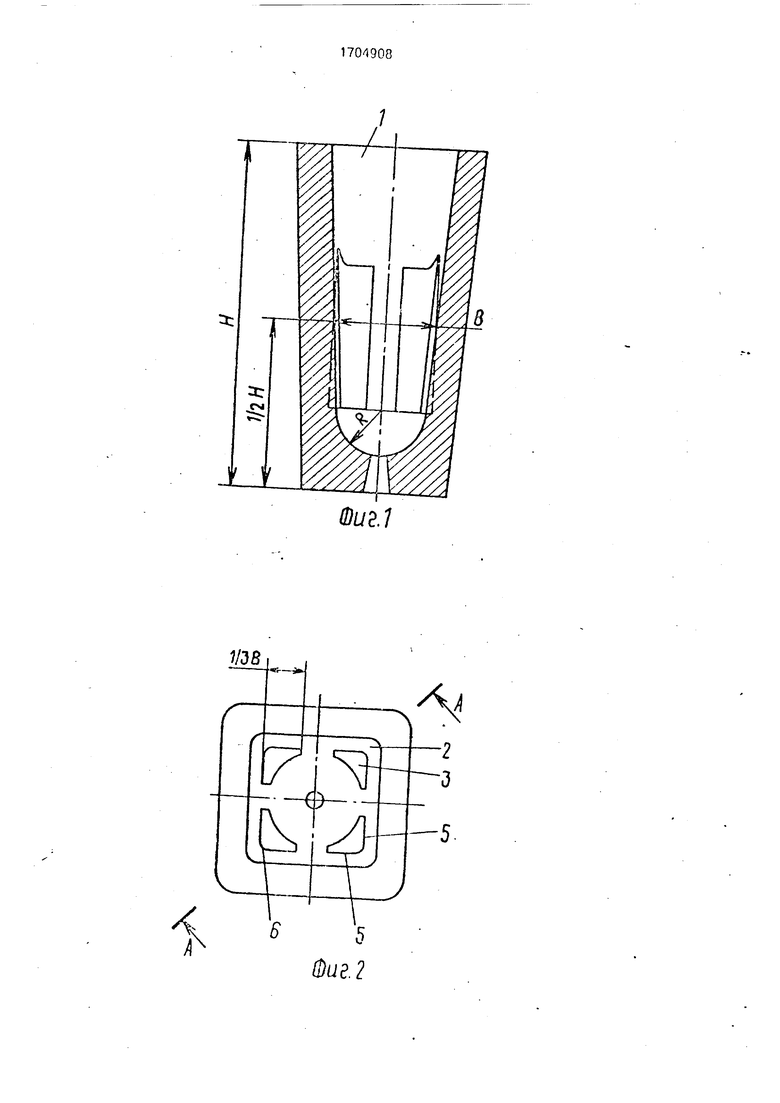
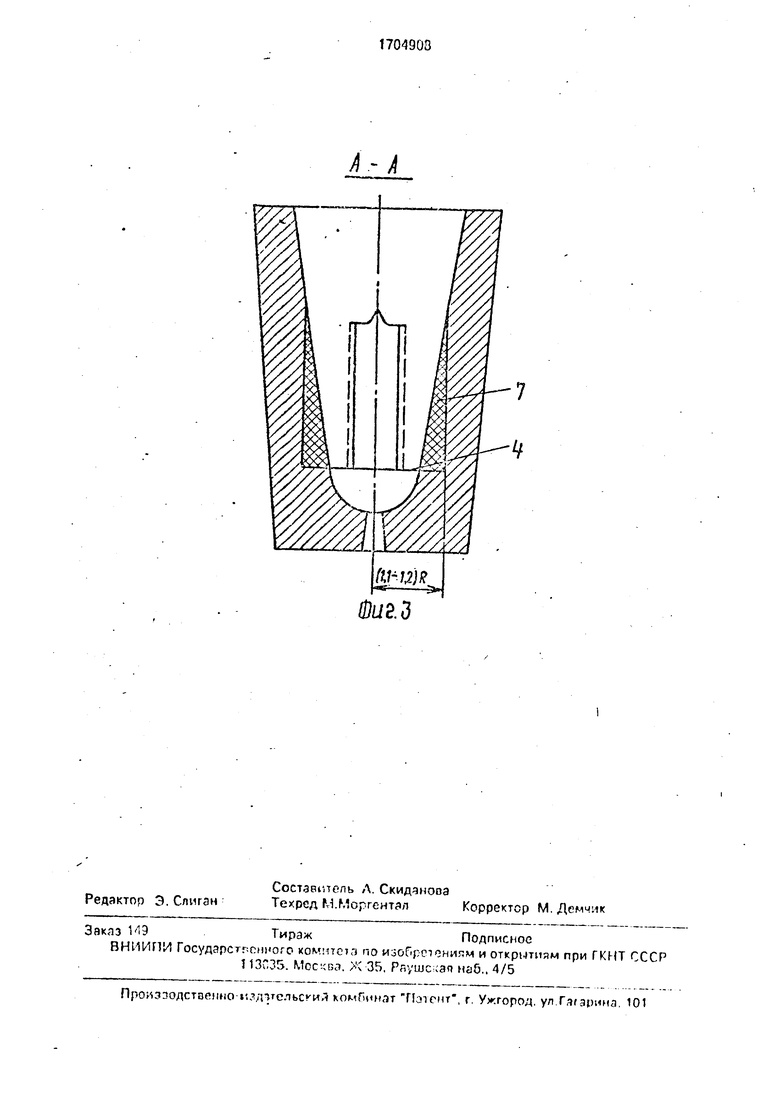
На фиг. 1 изображена изложница для отливки слитков; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1.
Изложница с четырехгранной рабочей поверхностью и внутренней сферической донной частью содержит корпус 1. во внутренних углах 2 которого выполнены каналы 3 в виде карманов, начинающихся от сферического перехода 4 и постепенно сходящихся ни нет. Карманы открыты в сторону рабочей поверхности изложницы и имеют взаимно перпендикулярные стенки 5, парэллельные оси изложницы и сопряженные линией 6, повторяющей конфигурацию внешнегр угла изложницы. Карманы заполнены огнеупорным материалом 7. Расстояние от оси изложницы до самой удаленной точки линии 6, сопрягающей стороны кармана, составляет 1,1-1,2 радиуса сферы донной части. Эта зависимость определяет глубину карманов в диагональном направлении в зависимости от размеров отливаемых слитков. Так, например, для слитка весом 710 кг при указанной зависимости глубина кармана составит 12-24 мм. а дтч слитка весом 3500 кг соотеетстпенно 24-48 мм. Т.е. чем крупнее слиток, а следооатель- но. чем массивнее углы изложницы, тем глубина карманов больше.
Использование карманов с глубиной менее 1.1 радиуса сферы практически не д;зет эффекта/так как толщина огнеупорно } о
ч
чг
IS
09
|
го м.ч t епилл.ч, помещаемого в «армян, слишком мала.
При величине кармами более 1.2 радиуса сферы п изложнице мог/т возникнуть термические напряжения л-за значительного перепада г толщине ее стенок.
Ширина стенок казанов вдоль внутренней грани предлагаемой изложницы рэон 1 /3 ширины rpaits-t (В) в средней по высоте Н чисти изложницы. При тзкой заг.я- симости камлая внутренняя гракь изложницы долится из три ргсные зоны, через которое осуществляется отдача тепла от слитка. Благодаря наличию карманов, заполненных огнеупорным материалом, кргй- ние гоны каждой грани, прилегающие к углам изложницы, обеспечивают скорость отвода тепло от слитка, близкую или равную скорости в средней зоне. Таким образом выравнивается температурный градиент между гранями и углами изложницы. В процессе отлиокм достигается равномерная кристаллизация слитка по всему сечению, обеспечивается качество его поверхности и тем самым исключается трещинообрззова- ние при последующем обжзтии. Если ширина кармана будет меньше 1/3 ширины стенки изложницы в ее средней части, то о этом случае возникает переохлаждение углов слитка, ведущее к возникновамиютермм- еских трещин при последующем его г-5жатип.
При ширине кармана более 1/3 ширины стенки изложницы в ее средней части будет замедлятся охлаждение в центральной части грани и качество поверхности слитка ухудшается.
За счет карманов выравнивается толщина стенок изложницы по сечению, устраняется излишняя масса п ее углах, что ведет к снижению возникающих в процессе эксплуатации температурных напряжении и, как следствие, к повышению
стойкости изложницы.
Предлагаемая конструкция изложницы обеспечивает выравнивание термических напряжений по всему периметру слитка, что в СБОЮ очередь предотвращает образованмс поверхностных дефектоа.
Изложница обеспечит более высокую температуру горячего всадз за счет устранения переохлаждения слитка и, как следствие, сохранение температуры, необходимой
для его последующей деформации.
Формула изобретения Изложница для разливки стали с рабочей полостью в донной части, ограниченной
полусферой, переходящей кверху в многогранник, грани которого сопряжены по радиусу, причем на участках сопряжения в стенках изложницы выполнены каналы, заполненные огнеупорным материалом, о т л и ч а ю щ а я с я тем, что, с целью уменьшения образования термических трещин при последующих обжатиях слитков и повышения стойкости изложниц, каналы выполнены в виде пазов на участке от донной
чести вверх, нижние и задние грани которых имеют плоскую поверхность и взаимно перпендикулярны между собой, линия сопряжения задних граней удалена от вертичспьной оси изложницы на расстояние, равное 1,1-1,2 радиуса сферы донной части, а ширина задней грани составляет 1/3 ширины грани боковой рабочей полости изложницы в средней по высоте части.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТЛИВКИ СЛИТКОВ | 2000 |
|
RU2168388C1 |
| Глуходонная сталеразливочная изложница | 1989 |
|
SU1620204A1 |
| ИЗЛОЖНИЦА ДЛЯ РАЗЛИВКИ СТАЛЬНЫХ СЛИТКОВ | 1990 |
|
RU2032489C1 |
| Глуходонная сифонная изложница | 1991 |
|
SU1803253A1 |
| Изложница для отливки слитков | 1986 |
|
SU1380852A1 |
| Изложница для листового слитка | 1981 |
|
SU973220A1 |
| Устройство для отливки листового слитка | 1990 |
|
SU1694325A1 |
| Изложница для отливки многогранных слитков | 1982 |
|
SU1058710A1 |
| Изложница для слитков | 1980 |
|
SU973219A1 |
| Изложница для слитков | 1979 |
|
SU865495A1 |
Изобретение относится к черной металлургии и может быть использовано для отливки стальных слитков, особенно из специальных сталей. Цель изобретения уменьшение образования термических трещин, повышение стойкости изложницы. Каналы выполнены в рабочей полости изложницы в месте сопряжения внутренних граней от сферического дна вверх постепенно сходящимися на нет и представляют собой карманы, открытые в сторону рабочей поверхности изложницы, с взаимно перпендикулярными боковыми и нижними стенками, параллельными оси изложницы. Расстояние от линии сопряжения боковых граней кармана составляет 1,1-1.2 радиуса сферы донной части, а ширина боковой грани вдоль внутренней грани изложницы рао- на 1/3 ширины последней о средней части изложницы. 3 ил.
Фиг.1
Л.-Л
Фиг.З
| Изложница | 1976 |
|
SU604617A1 |
