Изобретение относится к станкостроению, в частности к токарным станкам с ЧПУ и автоматической сменой заготовок.
Целью изобретения является повыше- киз производительности за счет обеспечения освобождения полезной площади на столе для установки режущего инструмента.
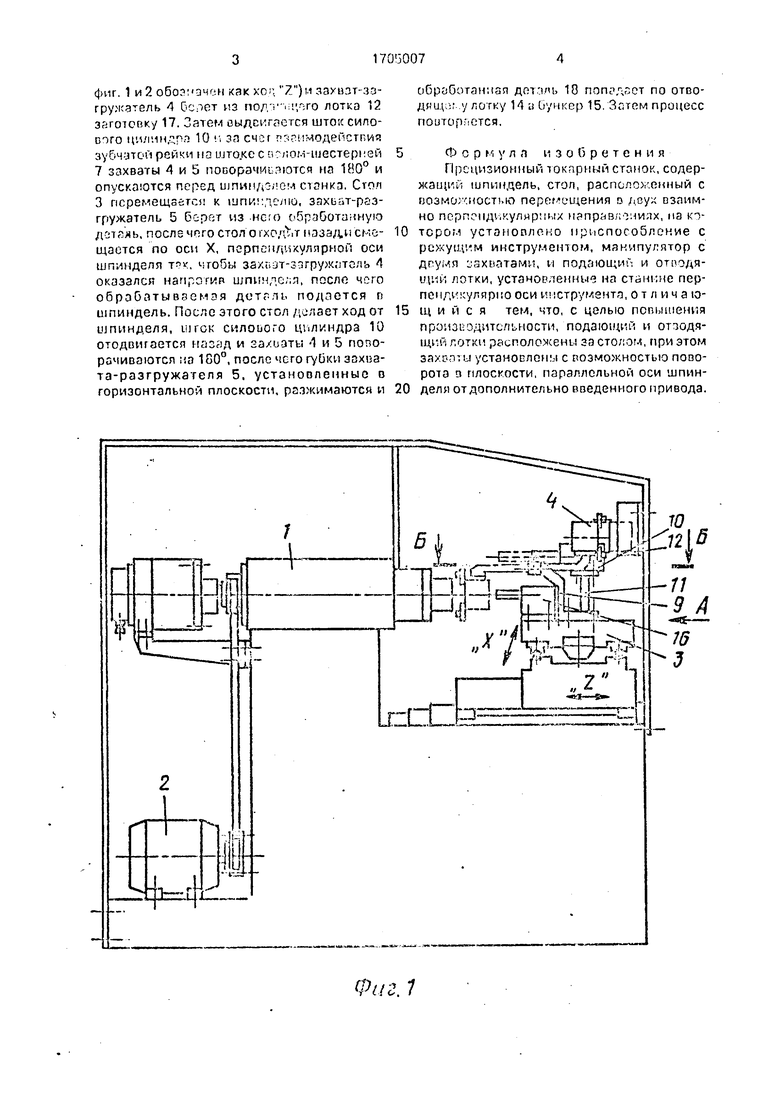
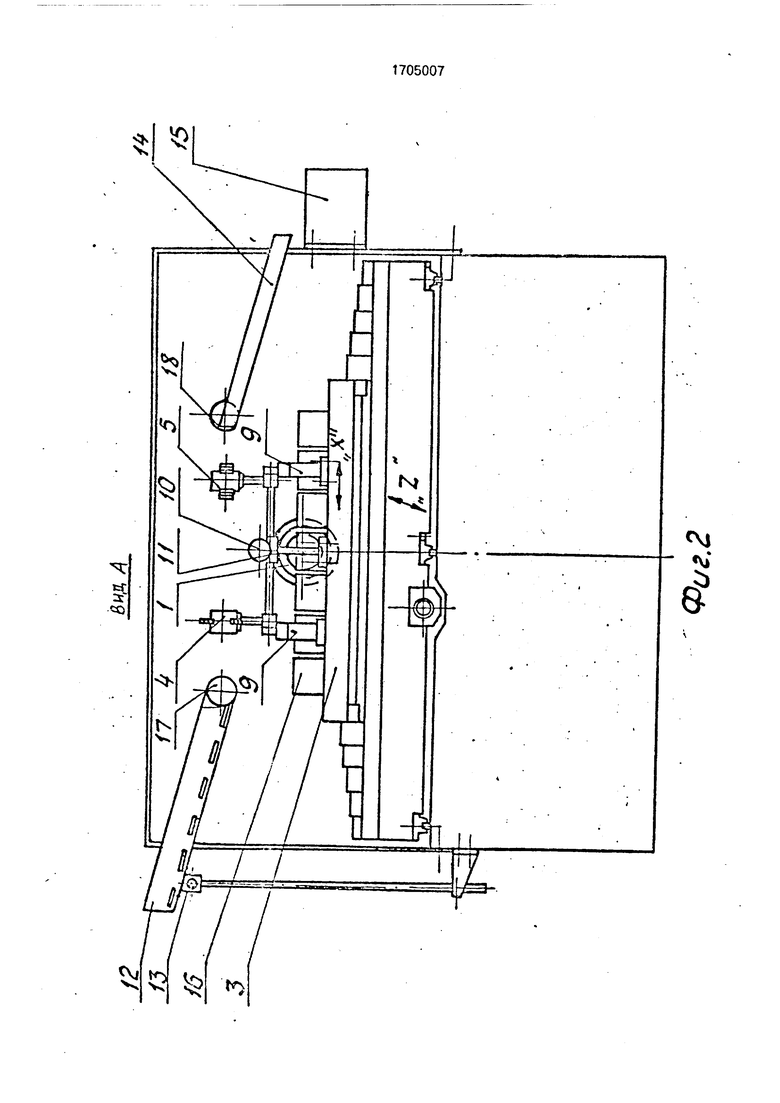
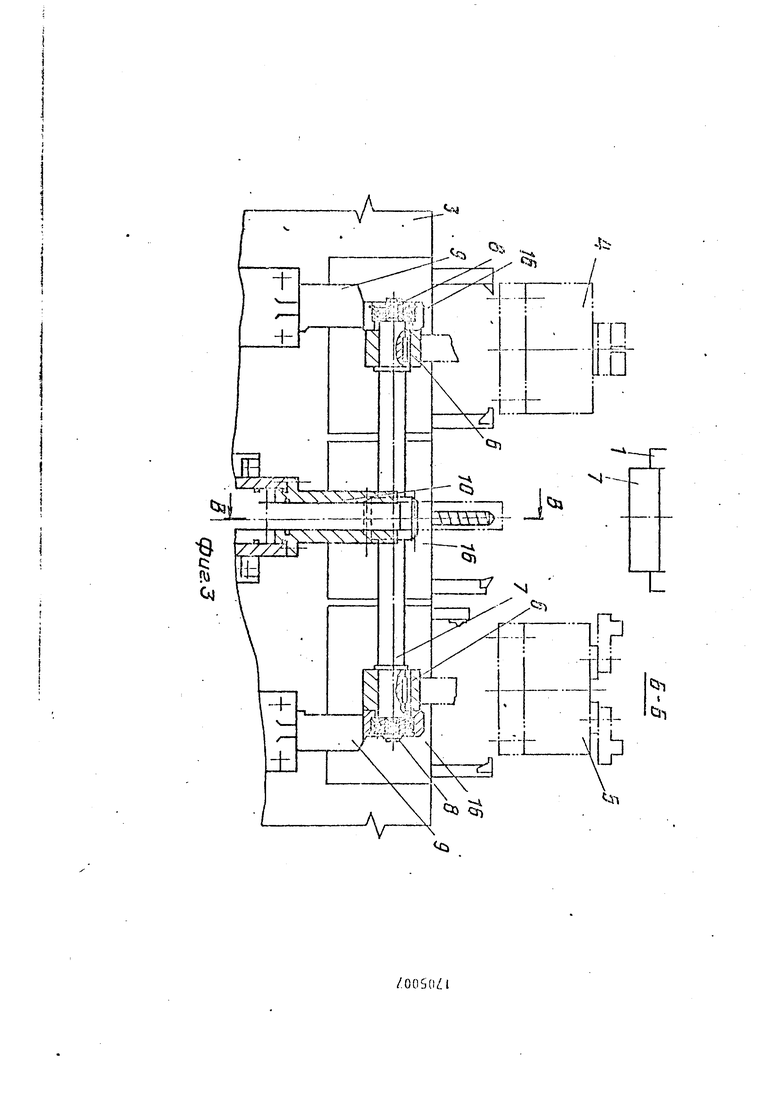
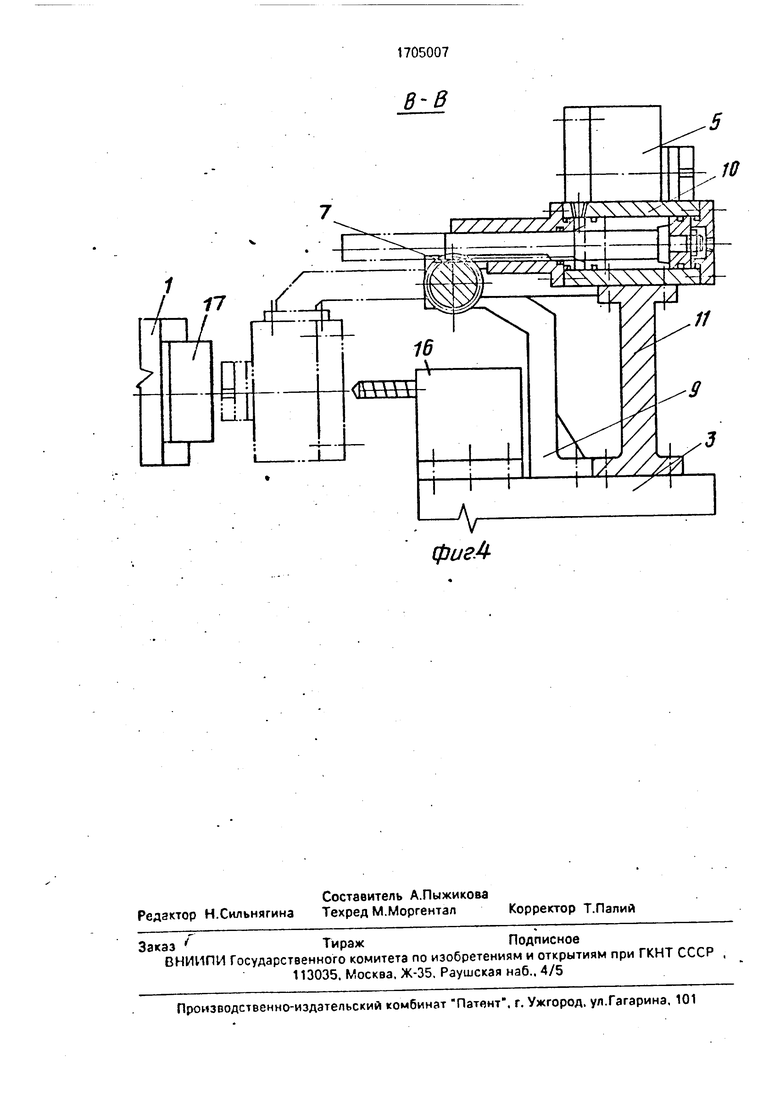
На фиг. 1 изображен станок, общий вид; на фиг. 2 -вид по стрелке Дна фиг. 1; на фиг. 3 - разрез.Б-5 на Фиг. 1; на фиг.4 - разрез 8-В нзфиг. 3.
Прецизионный тскарный станок содержит шпиндель 1. приводное устройство 2, установленный с возможностью перемещения в двух взаимно перпендикулярных направлениях стол 3, манипулятор, установленный на столе и имеющий захват-загружатель 4 и захват-разгружатель 5. корпус 6, вал-шестерню 7, две опоры 8 качения, два кронштейна 9, силовой цилиндр 10 с зубчатой рейкой на штоке цилиндра, установленного на кронштейне 11. За столом 3 размещены подающий лоток 12 на опоре 13 и отводящий лоток 14 с бункером 15. Режущий инструмент крепится в приспособлениях 16. Позициями 17 и 18 обозначены заготовка и готовая детало соответственно.
Станок работает следующим образом. .
По команде с ЧПУ стол 3 делает ход по оси шпинделя к стенке корпуса станка (на
Ч|
О
ел о о
XI
фиг. 1 и 2 обозначен как ход 7)мззувпт-зз- гружзтель 4 белет из подт-.а .ого лотка 12 заготовку 17. Затем выдвигается шток сило- оого цилиндрл 10 /I за счет гтчпммодейстпия зубчатой рейки на што.ке с п лом-шестерней 7 захваты А и 5 поворачиваются на 180° и опускаются перед шпиндзлем станка. Стол 3 перемещайте) к шпикделю, ззхьат-раз- гружатель 5 берет из него обработанную деталь, после чего стол отходит назади сне- щается по оси X, перпендикулярной оси шпинделя т, чтобы захкзт-ззгружатсль 4 оказался напротив шпинделя, поело чего обрабатываемая дотоль подается п шпиндель. После этого стол делает ход от шпинделя, liiroK силоиого цилиндра 10 отодвигается назад и за/иэты -1 и 5 попо- рачиваютсл па 180°, после чего губки та-разгружателя 5. установленные о горизонтальной плоскости, разжимаются и
обработанная деталь 10 по отводя щог у лотку 14 и бункер 15. Затем процесс повторяется.
Формула изобретения
Прецизионный токарный стопок, содержащий шпиндель, стол, расположенный с НОЗМОА .НОСТЬЮ перемещения п двух взаимно перпендикулярных направлениях, на котором установлено приспособление с режущим инструментом, манипулятор с дпумя захватами, и подающий и отводящий лотки, установленные на станине перпендикулярно оси инструмента, от л и ч а ю- щ и и с я тем, что, с целью повышения производительности, подающий и отаодя- щий лотки расположены за столом, при этом захопты установлены с поэможностыо поворота з плоскости, параллельной оси шпинделя отдополнительно введенного привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК (ВАРИАНТЫ) | 2006 |
|
RU2401721C2 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Устройство съема и передачи деталей на токарном автомате | 1989 |
|
SU1712126A1 |
| Автоматическая линия для обработки замков лопаток | 1982 |
|
SU1103993A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Автооператор для горизонтальных многошпиндельных токарных станков | 1980 |
|
SU882724A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автооператор | 1975 |
|
SU550270A1 |
Изобретение относится к станкостроению, в частности к токарным станкам с ЧПУ и автоматической сменой заготовок. Цель изобретения - повышение производительности. Прецизионный токарный станок содержит шпиндель 1, приводное устройство, установленный с возможностью перемещения в двух взаимно перпендикулярных направлениях стол 3, манипулятор, установленный на столе и имеющий захват-за- гружатель 4, и захват-разгружатель 5, установленные с возможностью поворота в плоскости, параллельной оси шпинделя посредством вала-шестерни, два силовых цилиндра 10 с зубчатой рейкой. За столом 3 размещены подающий лоток 12 и отводящий лоток 14. Режущий инструмент крепится в приспособлениях 16. Стол 3 перемещается по оси шпинделя. Захват-за- гружатель 4 берет из подающего лотка 12 заготовку. Захваты 4 и 5 поворачиваются на 180°. Стол 3 перемещается к шпинделю 1, захват-разгружатель 5 берет из него обработанную деталь, после чего стол 3 смещается и захват-загружатель 4 оказывается напротив шпинделя. После поворота захватов осуществляется загрузка в шпиндель и выгрузка обработанной детали. 4 ил. со с
c-r.-z rrrLfcp
« г, Ч
X /lto- ff3
W -
JzLZ.
Фаг. 1
и
п
к я:
&.
Г-ТЧО± L. с
-К
X
X------ Т-: -ИТЦ
I ГГ TJT CT7- f
, iv .f-i; irl
J V , ,-i - Г S
ъ
.
hY
Уfo
w
&
iv .f-i;
V , ,-i -
.
/
1
I
г
тН
в-в
фиеА
| Проспект | |||
| Прецизионные токарные станки с ЧПУ | |||
| Серия TNL фирмы CarL BenzingerGmbhH-Co, ФРГ, 1987 | |||
| Станок модели BENZINGEFT, |
