Нзобретение относится к машиностроению, в частности к устройствам для финишно-зачистноч обработки поверхностей.
Цель изобретения - расширение технологических возможностей инструмента и повышение его износостойкости путем создания контакта с обрабатываемой поверхностью по всей длине абразивного инструмента и обеспечения реализации схемы срезания неровностей на обрабатываемой поверхности, а также по.- выгление твердости и прочности рабочей кромки абразивных элементов.
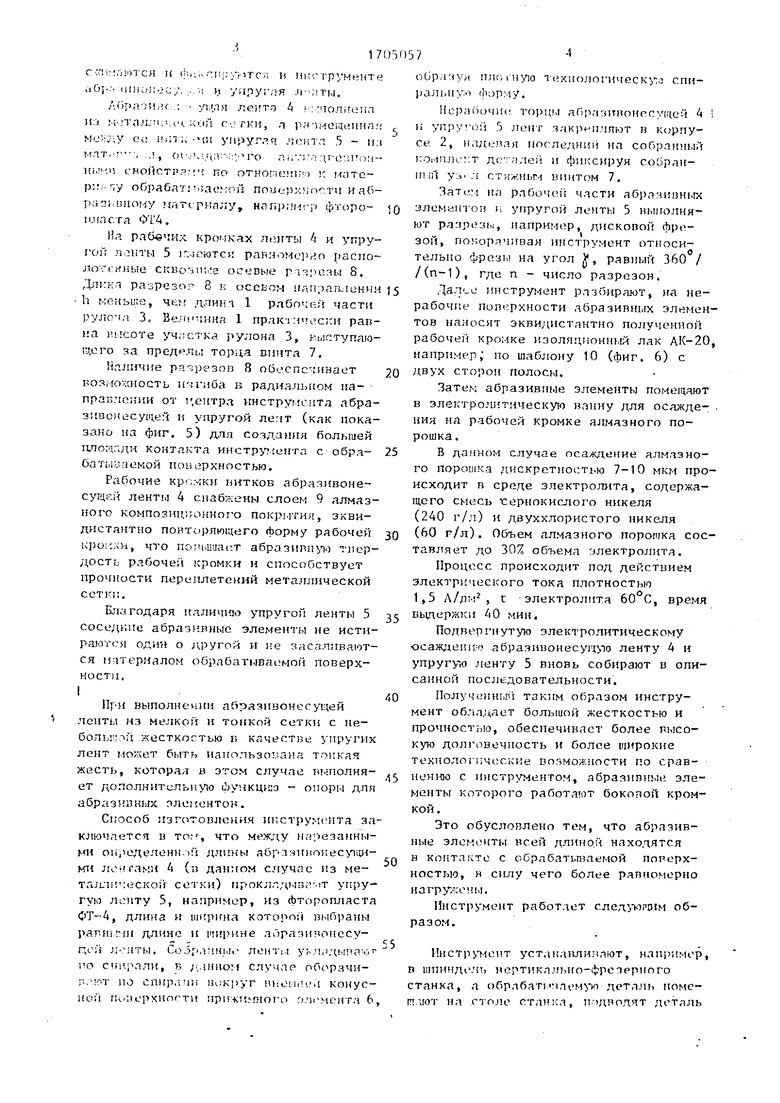
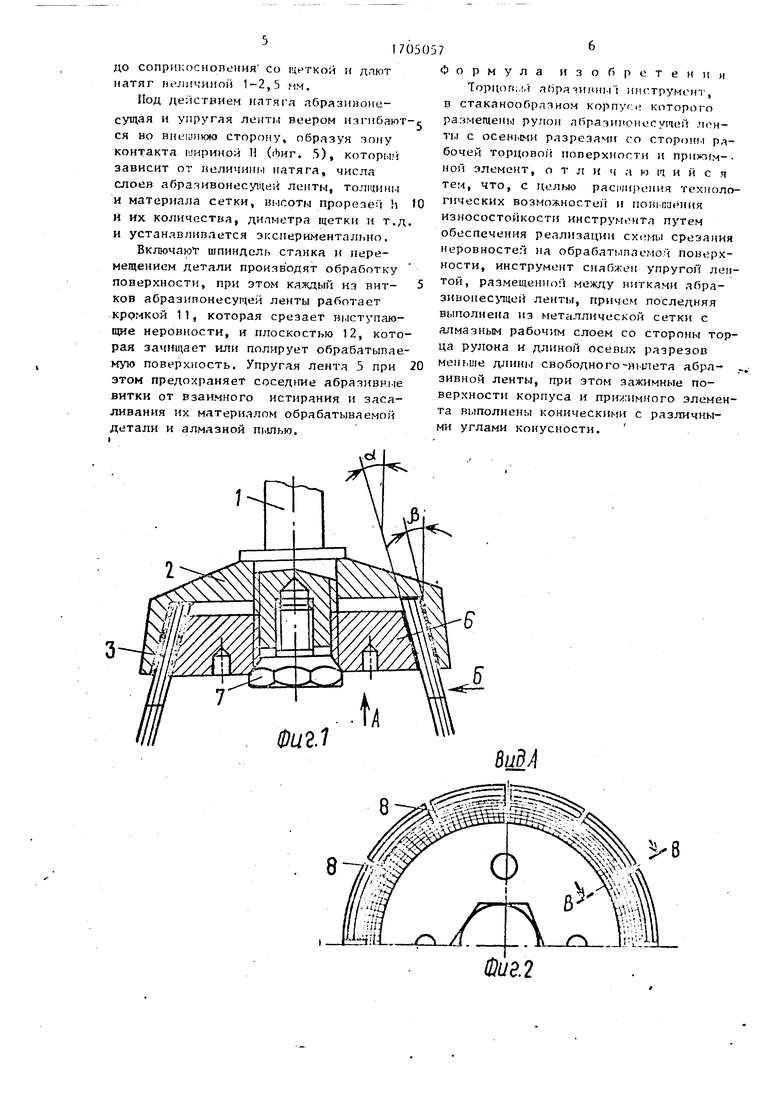
На фиг,1 представлен инструмент,общий вид, на фиг . 2 - вид А на фиг , 1, на фиг,3-вид В из фиг . 1, на фиг.4 - сечение В-Внафиг.2, на фиг.5 - инструмент
в контакте с обрабатываемой поверхностью; на фиг. 6 - развертка абразивных элементов.
Инструмент состоит из центрального приводного сердечника 1, на котором смонтирован стаканообразный корпус 2 для размещения рулона 3, абразивонесу- щей ленты 4 и уложенной ме. -чду витками последней упругой ленты 5. В корпусе размещен прихимной элемент 6, стянутый с корпусом винтом 7.
Внутренняя поверхность корпуса 2 имеет конусность с углом &-, а наружная поверхность прижимного элемента 6 имеет конусность с углом р. Углы &i и выполнены рлзщ.мн, т-.-кдствие чего при сборке инструмента плавно
О СП
о
СЛ
-vl
, к .;..i ;; viTcyi н инструменте
aO}-. (HHOJieCY; ... / И УПРУГПЯ Л-Ч ТЫ.
Лбраглыс.-.: . yi- .ля ленто 4 -х.чолпенл из м.угаллшлч-хоп сетки, л размещенная мееду ее HiiTK -ми упруглп л опт л 5 - из
МЛТ, Г , Л , О1 Ладп:- ;: ТО Л 1,7ГЛ ;;ге .}ПОЦ-нь мч свойства;-: -: по отногтемшо к млте- р:г; пу обрабатываемой поверхности иаб- разьвному ,4Tt риалу, например фторо- i игл с. т а ОТ4.
Ид рабечих кромках ленты 4 и упругой ленты 5 1ГЛОЮТСЯ равномерно расположенные сквозила осевые разрезы 8. Длнкл разрезог 8 к осевом направлении Ь меньше, чем длина 1 рабочей части рулочл 3, Величина 1 практически равна нысоте участка рулона 3, выступающего за пределы торца винта 7.
Наличие разрезов 8 обеспечивает возможность изгиба в радиальном на- правлении от г.ентра инструмента абра- зивонесущей и упругой ле.чт (как показано на фиг. 5) для создания большей площади контакта инструмента с обра- батъшаемой поиерхностью.
Рабочие кромки витков абразивоне- сущей ленты 4 снабжены слоем 9 «алмазного композиционного покрытия, эквидистантно повторяющего форму рабочей кромки, что по/ .ыиает абразивную твердость рабочей кромки и способствует прочности переплетений металлической сетки.
Благодаря наличию упругой ленты 5 соседние абразивные элементы не истираются один о другой и не засаливаются материалом обрабатываемой поверхности.
I При выполнении абразпвонесущей
ленты из мелкой и тонкой сетки с не- больг лй жесткостью г качестве упругих лент может быть иапользог-ана тонкая жесть, которая в этом случае выполни- ет дополнительную функцию - опоры для абразивных элементов.
Способ изготовления инструмента заключается в тог , что между нарезанными определенней длины абрззинонесущи- ки лонгами 4 (в данном случае из металлической сетки.) прокллдывлмт упругую ленту 5, например, из фторопласта ФТ-4, длина и ширина которой выбраны раг.шгми длине и ширине аоразинонесу- це;Ч лонты. Со..к ленты укладыва:о по сш .ралн, в ;r,niiio:f случае оборачи- г-. по спирали вокруг внемге, конус- нон поверхности прижи.чного элемента 6
Q
5
0 5
0
5
0
.,-
0
5
образуя n.iuiniyio технологическ о спиральную форму.
Нерабочие торцы абразивонесущей 4 i н упругой 5 лент закрепляют в корпусе 2, надевая последний на собранный комплект деталей и фиксируя собранный j Л СТЯЖНЫМ ВИНТОМ 7.
Затем на рабочей части абразивных элементов н упругой ленты 5 выполняют разрез, например, дисковой Фрезой, поворачивая инструмент относительно фрезы на угол ), равный 360 / /(п-1), где п - число разрезов,
Далее инструмент разбирают, на нерабочие поверхности абразивных элементов наносят эквидистантно полученной рабочей кромке изоляционный лак АК-20, например, по шаблону 10 (Фиг. 6) с двух сторон полосы.
Затем абразивные элементы помещают в электролитическую ванну для осажде- . ния на рабочей кромке алмазного порошка.
В данном случае осаждение алмазного порошка дискретностью 7-10 мкм происходит в среде электролита, содержащего смесь сернокислого никеля (240 г/л) и дауххлористого никеля (60 г/л). Объем алмазного порошка составляет до 30% объема электролита.
Процесс происходит под действием электрического тока плотностью 1,5 Л/дм2, t электролита 60 С, время выдержки 40 мин.
Подвергнутую электролитическому осажденп-о абразивонесуггую ленту 4 и упругую ленту 5 вновь собирают в описанной последовательности.
Полученный таким образом инструмент обладает большой жесткостью и прочностью, обеспечивает более высокую долговечность н более широкие технологические возможности по сравнению с инструментом, абразивные элементы которого работают боковой кромкой .
Это обусловлено тем, что абразивные элементы всей длнно.н находятся в контакте с обрабатываемой поверхностью, н силу чего более равномерно нагружены.
Инструмент работает следующим образом.
Инструмент устанавливают, например, в шпиндель нертнклльпо-фрезерного станка, а обрабатываемую деталь поме- ш.жгг на .столе станка, подводят деталь
Фиг.1
8
в
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРУГИЙ ВИНТОВОЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307021C1 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2307018C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325263C1 |
| СПОСОБ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325264C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ПРУЖИННЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2325258C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2318647C1 |
| Шлифовальный круг | 1988 |
|
SU1553366A1 |
| Абразивный инструмент | 1985 |
|
SU1301675A1 |
Изобретение относится к машиностроению, в частности к устройствам для финитно-зачистной обработки поверхностей. Цель изобретения - расширение технологических возможностей инструмента и повышение его износостойкости путем создания контакта с обрабатываемой поверхностью по всей длине абразивного инструмента и обеспечения реализации схемы срезания неровностей на обрабатываемой поверхности1, а также- повышение твердости и прочности рабочей кромки абразивных элементов. Инструмент снабжен упруго. лентой, размещенной между витками абразивоне- сущеп ленты. Последняя выполнена из металлической сетки с алмазным рабочим слоем со стороны торца рулона и длиной осевых разрезов меныче длины свободного вылета абразивной ленты. Зажимные поверхности корпуса и прижим- с ного элемента выполнены коническими с различными углами конусности. 6 ил. S (Л
ФиВ.2
-FF
teii®
:±ЖшЈ 1&
8 з/9 9
Фиг.З
Фм.5
Вид 5
Фигц
фц.5
| Торцовый абразивный инструмент | 1987 |
|
SU1425066A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
