ел
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления толстостенных оболочек из слоистого пластика | 1987 |
|
SU1565714A1 |
| УГЛЕПЛАСТИК | 2023 |
|
RU2816949C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2473576C1 |
| ПРЕПРЕГ НА ОСНОВЕ КЛЕЕВОГО СВЯЗУЮЩЕГО ПОНИЖЕННОЙ ГОРЮЧЕСТИ И СТЕКЛОПЛАСТИК, УГЛЕПЛАСТИК НА ЕГО ОСНОВЕ | 2018 |
|
RU2676634C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2001 |
|
RU2215759C2 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА ВЕРТИКАЛЬНОЙ КОЛОННЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2529206C1 |
| Эпоксидное связующее | 2018 |
|
RU2677210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СПОСОБ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2003 |
|
RU2248496C1 |
| АРМАТУРА КОМПОЗИТНАЯ | 2012 |
|
RU2509653C1 |
Изобретение относится к технологии переработки армированных материалов методом послойной намотки на оправку волокнистых наполнителей пропитанных связующим. Цель изобретения - повышение прочности при растяжении толстостенных оболочек из углепластика. На намоточном станке на оправку наматывается первая группа слоев с пропиткой эпоксидной композицией, не содержащей ускорителя. Далее по мере намотки последующих групп слоев процентное содержание ускорителя увеличивают пропорционально номеру группы слоев, добавляя в композицию ускоритель. Последнюю группу слоев пропитывают связующим с максимальным количеством ускорителя, равным 4% от массы смол. После намотки следует температурное отверждение, затем удаление оправки. 3 табл.
Изобретение относится к технологии изготовления толстостенных оболочек из углепластика методом послойной намотки и может быть использовано в химической, авиационной, машиностроительной и других отраслях промышленности.
Цель изобретений - повышение прочности при растяжении толстостенных оболочек из углепластика.
Способ осуществляют следующим образом.
Формообразующую опргвку устанавливают в намоточный станок. Намоточный станок подготавливают к работе, устанав- лиоают о шпулярник армирующий материал и зпправляют по нитетрзкту. Приготовляют композицию связующего для пропитки армирующего материала. Далее следует нз- мотка. При намотке первой группы слоев
пропитку осуществляют композицией без ускорителя. Далее по мере намотки последующих групп слоев процентное содержание ускорителя увеличивают пропорционально номеру группы слоев, добавляя в композицию ускоритель. Последнюю группу слоев пропитывают связующим с максимальным содержанием ускорителя, равным 4% от массы смол. После намотки следует отверждение оболочки на температурном режиме, а затем удаление оправки.
Пример. Изготовлены и испытаны толстостенные углепластиковые кольцевые образцы диаметром 109 мм, толщиной 5-6 мм. В качестве армирующего материала использовался углеродный жгут мзрки УКН 5000 (ТУ С)-06-И100). для пропилки применялось эпоксидное связующее, модифицированное ускорителем. В данную кгмпоXI о
ел
1ч)
зицию входили следующие компоненты: смесь зпоксидной дианоьой с алифатической смолой (продукт КДА), ТУ 6-05-1380- 81: триэтанолзминтитанат (ТЭАТ). ТУ 6-05-1060-83; ускоритель дкэтиламиноме- тил-триэпосгнсилйн (ЛДЭ-3), ТУ-06-02- г.73-7-; jiиловый спирт.
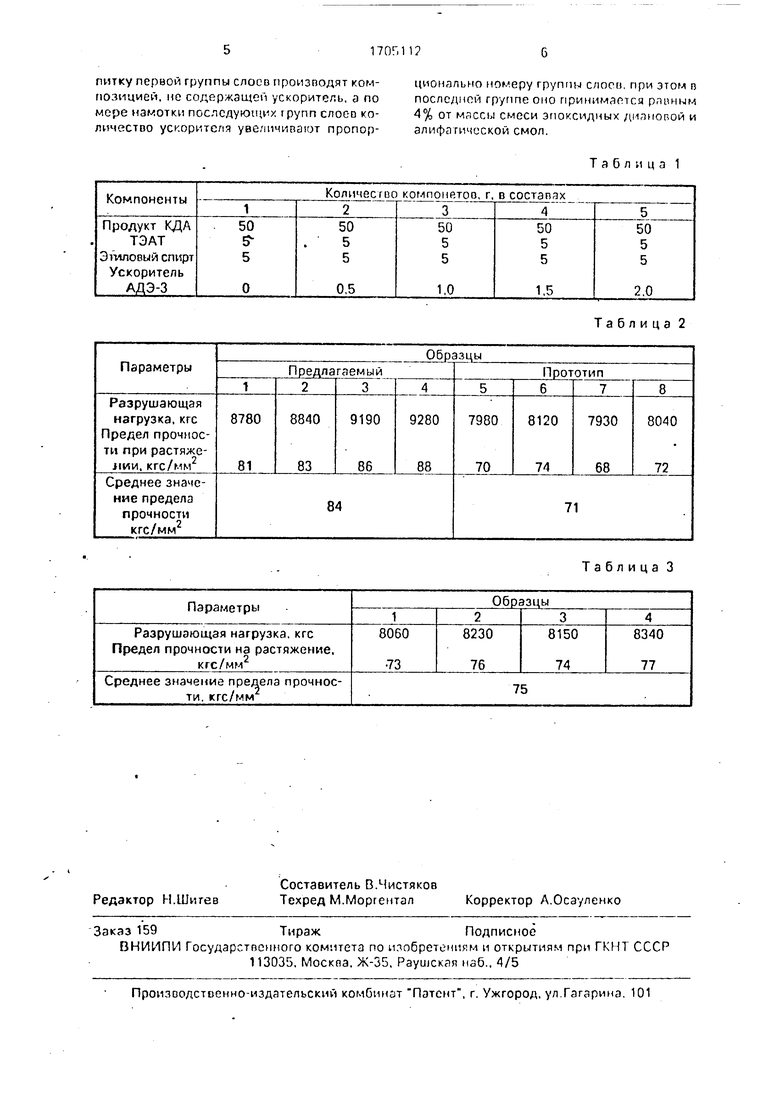
Использозалось пять составов композиции, которые приведены в табл. 1.
При намотке используют ленту из одно- го углеродного жгута марк УКН5000. (ТУ 6-06 -И106); натяжение составляет 3 кг. Намотку осуществляют по мокрому способу, т. е. одновременная пропитка связующим и намотка. Скорость вращения оправки со- ставляет 50 об/мин, диаметр оправки 109 мм, намотка кольцевая послоГжа с подачей 1,2 мм/об. Содержание связующего на ленте поддерживается в пределах 33-38% (весовых). Связующее имеет комнатную температуру 18-25°С.
Составы отличаются процентным содержанием ускорителя АДЭ-3. В составе № 1 ускоритель отсутствует, в составах № 2-5 он увеличивается по количеству и в составе № 5 ускорителя максимальное количество - 4%.
Изготовлено две серии образцов: первая (№ 1-4) в соответствии с изобретением; вторая (№ 5-8) по способу-прототипу.
Обе серии образцов выполняли по одной оправке, намотку производили одним и тем же жгутом с одной бабины, количество слоев у всех образцов одинаково и равно 20. Все параметры намотки: натяжение жгута, количество связующего в жгуте, продольная подача; (угол армирования), скорость вращения оправки для всех образцов одинаковы. Отверждение обеих серий образцов производили по одинаковому температур- ному режиму. Выполнялось также условие равенства общего количества ускорителя просуммированного по всем слоям. Серии отличались лишь количеством ускорителя в каждой отдельной группе слоев, т. е. зако- ном варьирования по слоям.
При намотке образцов М 1-4 в соответствии с изобретением принята следующая вариация ускорителя АДЭ-3 по группам слоев: 1-4 слои наматывались с пропиткой составом Nfe 1; 5-3 слои-состзоом №2; 9-12 слои - составом № 3; 13-16 слои - составом № 4; 17-20 слои - составом Nh 5.
При изготовлении образцов N 5-8 по способу, описанному в прототипе, принята вариация ускорителя АДЭ-3 по группам слоев: 1-4 слои - составом М- 5; 5-8 слои - составом № А: 9-12 слои - составом №. 3; 13-16слои-состоо№2; 17 20слои-состав № 1.
Отверждение обеих серий образце происходило по температурному режиму подъем температуры до 80СС за 15 мин: вы держка при 80°С в течение 2 ч; подъем тем пературы до 100°С за 15 мин: выдержка npi- 100°С о течение 2 ч; подьем температуры до 125°С за 15 мин; выдержка при 125°С в течение 2 ч; подъем температуры до 150°С за 15 мин; выдержка при 150°С в течение 5 ч; медленное охлаждение вместе с печью.
Для подтверждения эффективности способа по изобретению в сравнении с прототипом были проведены испытания образцов на растяжение. Испытания проводились в соответствии с ГОСТом 25. G03-82, кольцевые образцы растягивались с помощью полудисков на разрывной машине Р-20. Фиксировалась предельная разрушающая нагрузка, по которой рассчитывался предел прочности на растяжение.
Полученные результаты приведены в табл.2.
Увеличение прочности образцов, изготовленных по предлагаемому способу, в сравнении с прочностью образцов, полученных по способу, описанному в прототипе, составило
Д хЮО% 18%.
Проводилось также сравнение полученных результатов с данными по образцам изготовленным по базовой технологии. Все слои этих образцов пропитаны композицией одного состава (Nfc 3, табл. 1) без вариаций по слоям. Остальные параметры намотки не менялись.
Данные по базовым образцам приведены в табл. 3.
Предлагаемый способ по сравнению с базовым дает упрочнение образцам
д §4-75 х 100% 12%.
Формула изобретения Способ изготовления толстостенных оболочек из углепластика. включающий послойную намотку на оправку волокнистого армирующего наполнителя, пропитку слоев композицией из смеси эпоксидных диано- вой и алифатической смол, триэтаноламин- титэнзта, этилового спирта и ускорителя - диэтмламинометилтрчзпоксисилана с варьированием количества ускорителя по группам слосп из 3-5 штук, отверхдение при нагревании и удаление оправки, отличающийся тем, что, с целью повышения прочности оболочек при растяжении, пропитку первой группы слоев производят композицией, не содержащей ускоритель, а по мере намотки последующих групп слоев количество ускорителя увеличивают пропорционально номеру группы слоев, при этом в последней группе оно принимается равным 4% от массы смеси эпоксидных дизновой и алифатической смол.
Таблица 1
Таблица 2
Таблица 3
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Приложение I | |||
| Стеклопластики конструкционные | |||
| ВИАМ, М., 1974 | |||
| Способ изготовления толстостенных оболочек из слоистого пластика | 1987 |
|
SU1565714A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
