Изобретение относится к литейному производству и может быть использовано при обработке чугуна для изготовления отливок с высокой прочностью и износостойкостью.
Цель изобретения - повышение прочности, твердости и износостойкости отливок.
Предлагаемая модифицирующая смесь содержит никельмагниевую и железокрем- ниймагниевую лигатуры и феррохром при следующем соотношении компонентов, мас.%:
Никельмагниевая лигатура 30-50
Феррохром25-35
Железокремниймагниевая лигатураОстальное
Никельмагниевая лигатура является сплавом никеля и магния при содержании
магния 5-17% и никеля 95-83%. Плотность лигатуры и феррохрома с 70% хрома в несколько раз выше плотности железокрем- ниймагниевой лигатуры, содержащей 5-7% магния, 50-60% кремния, остальное железо с незначительными примесями.
Общее количество модифицирующей смеси 1,8-2,2% от массы жидкого чугуна.
Пределы содержания никельмагниевой лигатуры и феррохрома выбраны из расчета получения в отливках 0,4-0,9% никеля, 0.3- 0,5% хрома. Пределы содержания железо- кремниймагниевой лигатуры как более дешевого модификатора выбраны с учетом недостающего количества магния для достижения максимальной степени сфероиди- зации графита (ССГ) в чугуне.
vj О СЛ СО СЛ N
Модифицирующая смесь вводится в ковш послойно, железокремниймагниевая лигатура вводится под слой никельмагние- вой лигатуры и феррохрома.
Верхний слой тяжелой никельмагние- вой лигатуры и феррохрома с плотностью выше плотности жидкого чугуна препятствует всплыванию более легкой желеэокрем- ниймагниевой лигатуры до заполнения зеркалом металла слоя модифицирующей смеси, что обеспечивает минимальный пи- роэффект. При вводе модифицирующей смеси менее 1.8% от массы жидкого металла не обеспечивается стабильности получения сфероидальной формы графита.
При увеличении количества модифицирующей смеси выше 2,2% от массы жидкого чугуна повышается количество продуктов соединения магния с примесными элементами чугуна, отливки подвержены браку по черным пятнам, повышается себестоимость получения высокопрочного чугуна.
Если модификатор вводить в ковш не послойно, а в смеси или железокремниймаг- ниевую лигатуру укладывать в верхнем слое, то процесс модифицирования сопровождается более сильным и продолжительным пироэффектом в связи с ее сгоранием на поверхности зеркала чугуна.
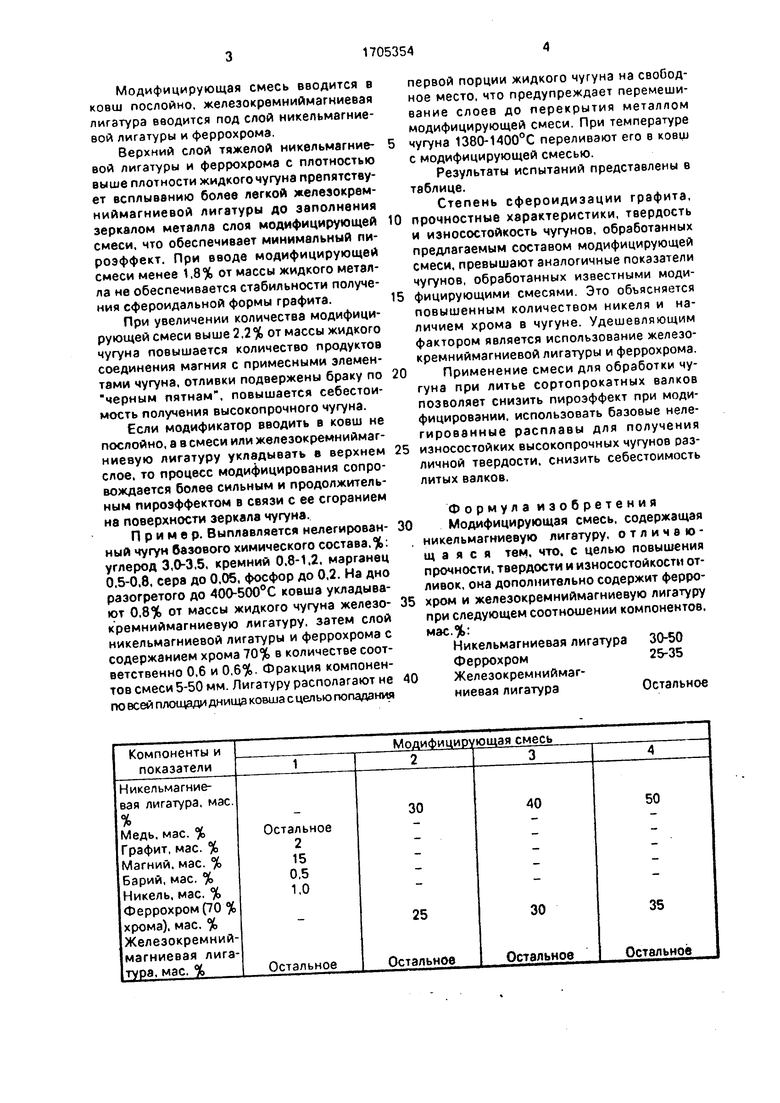
Пример. Выплавляется нелегированный чугун базового химического состава,%: углерод 3,0-3,5, кремний 0.8-1,2, марганец 0,5-0,8, сера до 0,05, фосфор до 0,2. На дно разогретого до 400-500°С ковша укладывают 0,8% от массы жидкого чугуна железо- кремниймагниевую лигатуру, затем слой никельмагниевой лигатуры и феррохрома с содержанием хрома 70% в количестве соответственно 0,6 и 0,6%. Фракция компонентов смеси 5-50 мм. Лигатуру располагают не по всей площади днища ковша с целью попадания
первой порции жидкого чугуна на свободное место, что предупреждает перемешивание слоев до перекрытия металлом модифицирующей смеси. При температуре
чугуна 1380-1400°С переливают его в ковш с модифицирующей смесью.
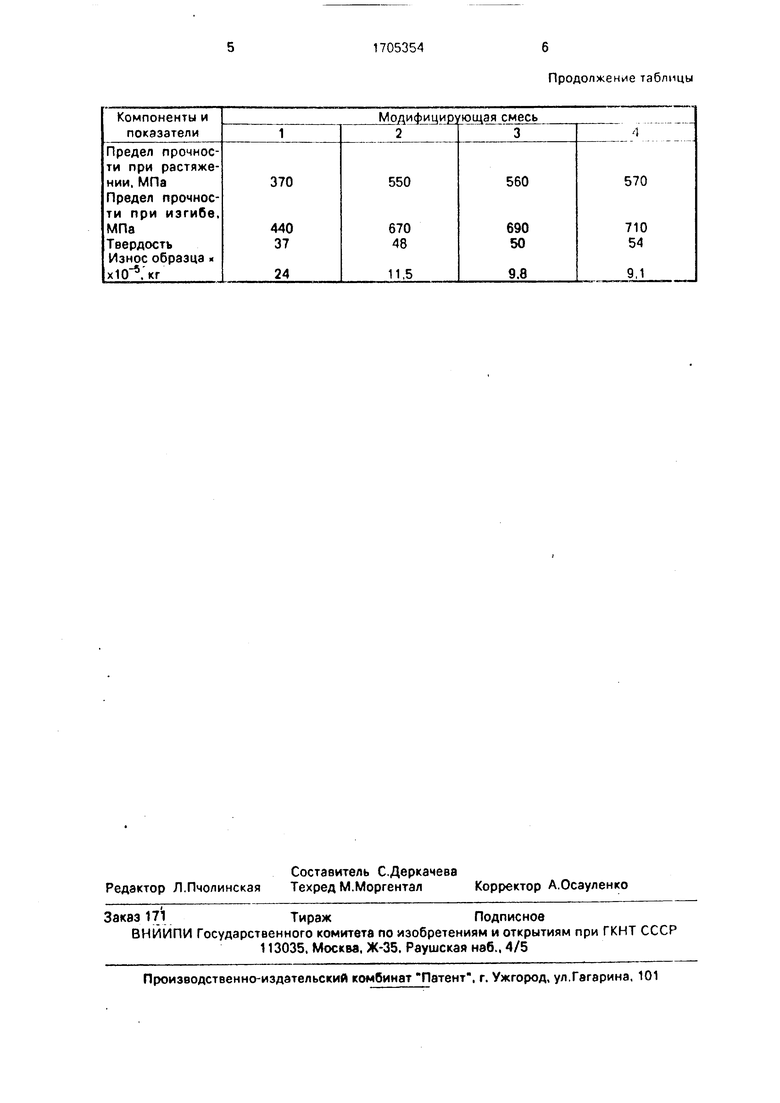
Результаты испытаний представлены в таблице.
Степень сфероидизации графита,
прочностные характеристики, твердость и износостойкость чугунов, обработанных предлагаемым составом модифицирующей смеси, превышают аналогичные показатели чугунов, обработанных известными модифицирующими смесями. Это объясняется повышенным количеством никеля и наличием хрома в чугуне. Удешевляющим фактором является использование железо- кремниймагниевой лигатуры и феррохрома.
Применение смеси для обработки чугуна при литье сортопрокатных валков позволяет снизить пироэффект при модифицировании, использовать базовые нелегированные расплавы для получения
износостойких высокопрочных чугунов различной твердости, снизить себестоимость литых валков.
Формула изобретения Модифицирующая смесь, содержащая никельмагниевую лигатуру, отличающаяся тем. что. с целью повышения прочности, твердости и износостойкости отливок, она дополнительно содержит ферро- хром и железокремниймагниевую лигатуру при следующем соотношении компонентов, мэс.%:
Никельмагниевая лигатура 30-50 Феррохром25-35 Железокремниймагниевая лигатура Остальное
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Модифицирующая смесь | 1984 |
|
SU1239160A1 |
| Способ получения высокопрочного чугуна с шаровидным графитом | 1987 |
|
SU1475929A1 |
| Способ получения высокопрочного чугуна с шаровидным графитом | 1981 |
|
SU996455A1 |
| Модифицирующая смесь | 1987 |
|
SU1463767A1 |
| Смесь для модифицирования чугуна | 1985 |
|
SU1308630A1 |
| Смесь для модифицирования чугуна | 1979 |
|
SU863697A1 |
| БРИКЕТИРОВАННАЯ СМЕСЬ ДЛЯ МОДИФИЦИРОВАНИЯ СЕРОГО ЧУГУНА | 1997 |
|
RU2124566C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2009 |
|
RU2422546C2 |
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2011 |
|
RU2452786C1 |
| Способ выплавки серого чугуна | 1988 |
|
SU1613504A1 |
Изобретение относится к литейному производству, а именно к обработке чугуна для изготовления отливок, к которым предъявляются требования высокой прочности и износостойкости. Цель изобретения - повышение прочности, твердости и износостойкости отливок. Модифицирующая смесь содержит никельмагниевую и железокрем- ниймагниевую лигатуры и феррохром при следующем соотношении компонентов. мас.%: никельмагниевая лигатура 30-50; феррохром 25-35; железокремниймагние- вая лигатура остальное. Модификатор вводят на дно ковша, причем железокремниймагни- евую лигатуру укладывают под слой никель- магниевой лигатуры и феррохрома. 1 табл. fe
| Модифицирующая смесь | 1984 |
|
SU1239160A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Модификатор | 1978 |
|
SU777076A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
